Материал: Верболоз ЕИ Лаб раб по машинам и оборуд биотехнологий Ч2

Привод расстойного конвейера (рис. 2, а) действует от электродвигателя 3, который через ременную передачу 2, цилиндрический редуктор 1 и зубчатую передачу 4 вращает приводной вал 5. Движение люлечного конвейера равномерно-прерывистое, что обеспечивается механизмом регулирования продолжительности расстойки. Этот механизм состоит из диска 6 с подвижными упорами 7 и конечного выключателя 8. Число упоров на диске кратно количеству рабочих люлек конвейера расстойки. Диск приводится в движение от приводного вала 5 конвейера через цепную передачу 10 и при перемещении конвейера на один шаг люлек поворачивается на 1 R оборота, где R – число упоров на диске. При этом каждый упор диска нажимает на ролик 9 конечного выключателя, размыкает цепь магнитного пускателя, выключая электродвигатель конвейера. Каждый упор можно поставить в одно из следующих положений: рабочее, когда при прохождении зоны конечного выключателя он воздействует на ролик 9; нерабочее, когда упор «утоплен» так, что он не взаимодействует с роликом конечного выключателя. Это позволяет регулировать продолжительность расстойки, не меняя производительности люлечного конвейера, и обеспечивает синхронную работу этого люлечного конвейера с печью.
Если в работе участвуют все упоры, то электродвигатель включается после каждого перемещения конвейера на один шаг люлек. В этом случае все люльки поочередно останавливаются против окон загрузки и разгрузки и длительность расстойки будет максимальной. Если один или несколько упоров поставить в нерабочее положение, то соответствующее число люлек будет проходить зоны загрузки и выгрузки без остановки. Это приводит к сокращению времени расстойки. Так как из общего количества упоров может отключаться половина, продолжительность расстойки может регулироваться в диапазоне 1 2. Выключение из работы двух упоров, а следовательно, и двух люлек подряд не допускается, так как это приводит к нарушению ритма работы.
Механизм включения (см. рис. 2, б) смонтирован рядом с приводным валом печи и состоит из диска 12 с двумя съемными пальцами 13 и конечного выключателя 14. Вращение диск получает от приводного вала печи с помощью цепной передачи 11. При вращении диска пальцы включают электродвигатель конвейера расстойки. При выработке подовых изделий одна двухполочная люлька расстойного
56
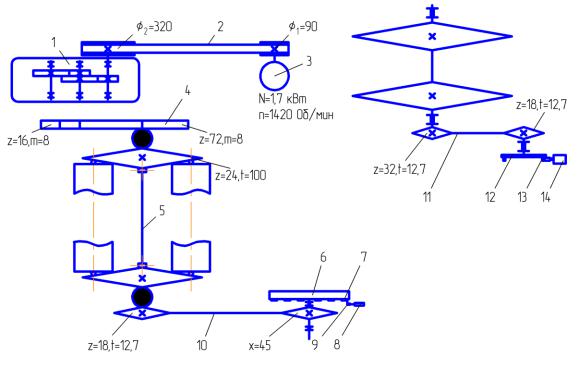
шкафа загружает две люльки тупиковой печи или два ряда тоннельной печи. В этом случае диск механизма включения работает с одним пальцем, другой палец снимается. При выработке формовых изделий каждая люлька конвейера расстойки загружает одну люльку тупиковой печи или один ряд тоннельной, поэтому диск работает с двумя пальцами.
а |
б |
Рис. 2. Принципиальная кинематическая схема привода люлечного конвейера расстойного шкафа Т1-ХР-2А:
а– схема привода; б – механизм включения;
1– цилиндрический редуктор; 2 – ременная передача; 3 – электродвигатель; 4 – зубчатая передача; 5 – приводной вал; 6, 12 – диски; 7 – подвижные упоры; 8, 14 – конечные выключатели; 9 – ролик; 10, 11 – цепная передача;
13 – съемные пальцы
Техническая характеристика модификаций расстойного шкафа Т1-ХР-2А приведена в табл. 1.
57
Таблица 1
Техническая характеристика
Показатель |
Т1-ХР-2А-30 |
Т1-ХР-2А-48 |
Т1-ХР-2А-72 |
|
|
|
|
|
|
Производительность (техниче- |
410 |
565 |
870 |
|
ская) при расстойке тестовых |
|
|
|
|
заготовок батонов нарезных |
|
|
|
|
массой 0,4 кг из пшеничной |
|
|
|
|
муки I сорта, кг/ч |
|
|
|
|
Диапазон измерения времени |
2 |
2 |
2 |
|
расстойки (при максимальной |
|
|
|
|
величине 55 мин) |
|
|
|
|
Масса изделий, кг |
0,05–2 |
0,05–2 |
0,05–2 |
|
Число люлек: |
|
|
|
|
общее |
34 |
52 |
76 |
|
рабочих |
30 |
48 |
72 |
|
Температура паровоздушной |
32–40 |
32–40 |
32–40 |
|
среды внутри шкафа, оС |
|
|
|
|
Относительная влажность |
70–90 |
70–90 |
70–90 |
|
среды внутри шкафа, % |
|
|
|
|
Установленная мощность, кВт: |
|
|
|
|
электродвигателей |
2,6 |
2,6 |
2,6 |
|
электронагревателей |
6 |
6 |
6 |
|
Габаритные размеры, мм: |
|
|
|
|
длина |
5500 |
7000 |
10000 |
|
ширина |
3300 |
3300 |
3300 |
|
высота |
4000 |
4000 |
4000 |
|
Масса, кг |
5600 |
6275 |
8300 |
|
|
|
|
|
Универсальные расстойные шкафы Т1-ХР-2А предназначены для окончательной расстойки тестовых заготовок хлебобулочных изделий широкого ассортимента. Они применяются в комплексе с хлебопекарными печами, имеющими ширину пода 1,9–2,1 м (нормальный под).
Универсальные расстойные шкафы Т1-ХР2-Г
Универсальные расстойные шкафы Т1-ХР2-Г (рис. 3) выпускаются в двух модификациях – Т1-ХР2-Г-30 и Т1-ХР2-Г-48.
58
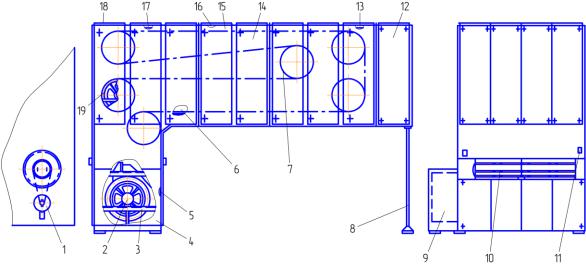
Расстойные шкафы Т1-ХР2-Г-30 и Т1-ХР2-Г-48 (см. рис. 3) идентичны по конструкции с той лишь разницей, что шкаф Т1-ХР2-Г-48 имеет еще одну промежуточную секцию. Они представляют собой секционный каркас Г-образной формы, облицованный теплоизоляционными щитами 1, 15, с дверцами 5, внутри которого смонтирован четырехниточный цепной конвейер 4.
Рис. 3. Общий вид универсального расстойного шкафа Т1-ХР2-Г:
1, 15 – теплоизоляционные щиты; 2 – лобовая секция; 3 – промежуточная секция; 4 – цепной конвейер; 5 – дверцы; 6 – концевая секция; 7 – кондиционер; 8 – пульт управления; 9 – двухполочные люльки; 10 – привод; 11 – подставки; 12 – натяжная станция; 13 – направляющие; 14 – вертикальная секция;
16 – звездочки; 17 – приводной вал; 18 – механизм включения; 19 – поверхностные звездочки
Каркас шкафа Т1-ХР2-Г-30 состоит из объемных секций, сваренных из уголков: вертикальной 14, лобовой 2, концевой 6, а в шкафу Т1-ХР2-Г-48 – также промежуточной 3.
В вертикальной секции установлен приводной вал 17 со звездочками 16, в лобовой и концевой секциях – оси с поворотными звездочками 19 и натяжная станция 12. Ведущие, поворотные и натяжные звездочки огибаются тяговыми цепями с шагом 100 мм. Для подвешивания люлек в цепи предусмотрены специальные консольные пальцы. Цепи перемещаются по направляющим 13, установленным в промежутках между поворотными звездочками. Двухполочные люльки 9 закреплены шарнирно на пальцах с шагом 500 мм.
59
В расстойном шкафу установлен унифицированный привод 10 конвейера. Электродвигатель привода включается путем нажатия кнопки «Пуск» на пульте управления 8 или непосредственно от печи с помощью механизма включения 18. Для регулирования длительности расстойки есть устройство с дистанционным управлением.
Параметры расстойной среды (температура и относительная влажность) поддерживаются и регулируются с помощью встроенного кондиционера 7. Горизонтальная часть расстойного шкафа опирается на подставки 11, сваренные из швеллеров.
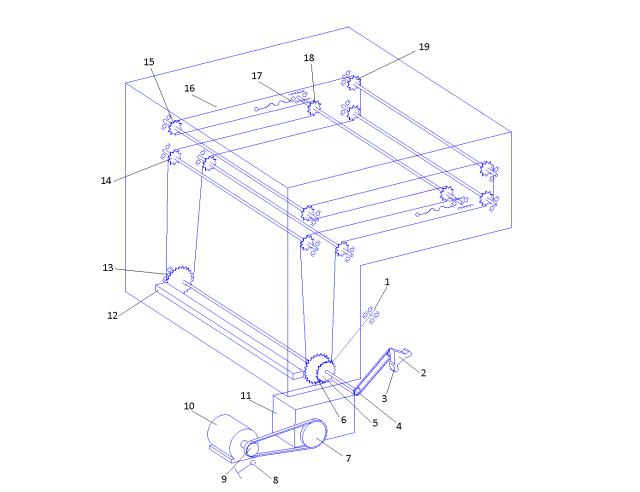
Принципиальная кинематическая схема универсального расстойного шкафа Т1-ХР2-Г изображена на рис. 4.
Рис. 4. Принципиальная кинематическая схема универсального расстойного шкафа Т1-ХР2-Г:
1 – предохранительная муфта; 2 – механизм останова; 3, 4, 13, 14, 15, 18, 19 – звездочки; 5, 6 – шестерни; 7, 9 – шкивы клиноременной
передачи; 8 – электромагнитный тормоз; 10 – электродвигатель; 11 – редуктор; 12 – двухполочная люлька; 16 – тяговая цепь; 17 – натяжная станция
60