Материал: Изготовление линейной рамы передвижного скребкового конвейера СПМ87Д
Тогда допускаемый момент сопротивления сечения стойки составит:
WX= , (см3)
, (см3)
Нормальное напряжение:
σИ= ≤ [σИ]=1600, (кг/см2) (3.53)
≤ [σИ]=1600, (кг/см2) (3.53)
σИ=![]() кг/см2< [σИ]=1600, (кг/см2)
кг/см2< [σИ]=1600, (кг/см2)
Данный расчет показывает что стойка не перегружена.
Для оси винтового прижима и для пальца:
 , (3.54)
, (3.54)
![]() ,
,
 , (3.55)
, (3.55)
 ,
,
 , (3.56)
, (3.56)
 =0,53,
(см)
=0,53,
(см)
3.1.10.4 Расчет эксцентрикового прижима
В данном сборочном приспособлении используется круглый эксцентрик. (см.
рисунок 3.1.15). Прижимное усилие Q, развиваемое таким зажимом, будет:
Q = (10…12)·Р, (3.57)
Q = (10…12)·150 = 1500…1800 Н;
Принимается Q = 1650 Н;
Где Р - усилие, прикладываемое к рукоятке: Р = 150 Н;
Из условия самоторможения определяются основные размеры эксцентрика:
![]() , (3.58)
, (3.58)
где F - сила трения в контакте кулачок - деталь;- сила трения на оси вращения кулачка;- диаметр эксцентрика: D = 300 мм;
= f · Q (3.59)= f1 · Q, (3.60)
Рисунок 3.1.15 - Расчетная схема эксцентрикового прижима
Тогда
![]() , (3.61)
, (3.61)
или
![]() , (3.62)
, (3.62)
Так как второе слагаемое очень мало, то им пренебрегают.
При
![]() = 0,15 для пары сталь - сталь е будет равно:
= 0,15 для пары сталь - сталь е будет равно:
![]() , (3.63)
, (3.63)
![]() , (мм)
, (мм)
3.1.10.5 Расчет пневмоприжима
В данном случае из конструктивных соображений усилие прижатие назначается
Рпр =150 Н. Из формулы 3.25 находим диаметр пневмоцилиндра (см. рисунок 3.1.9)
![]() , (3.64)
, (3.64)
![]() , (см)
, (см)
По ГОСТ15608-70 подбирается пневмоцилиндр с ближайшим наибольшим диаметром
80 мм. Все остальные параметры пневмоцилиндра стандартные и подбираются по
диаметру.
3.1.11 Общая сборка - сварка
Общая сборка и сварка производится на одном рабочем месте, так, как загрузка этих рабочих мест мала.
Общая сборка - сварка конструкции производится на двухстоечном кантователе, позиция 2 (см. рисунок 3.1.17) Кантователь позволяет установить конструкцию в удобное для сварки положение в лодочку, путем поворота вокруг горизонтальной оси, это обеспечивает равномерное наложение шва и предостерегает от появления деформаций, таких как неравномерность высоты катета, подрезы и т.д.
Консольно-поворотным краном, позиция 1, устанавливается на раму кантователя, позиция 11, второй узел. Правильность установки второго узла обеспечивается упорами, позиция 10. Затем на установленный второй узел устанавливается первый узел. Правильность установки этого узла обеспечивается пазами во втором узле под детали гнездо первого узла. После того как узел установлен он прижимается винтовыми прижимами, позиции 7 и 9, к нижнему узлу. Так же собранное изделие поджимается боковыми откидывающимися упорами, позиции 4 и 6, закрепленный на штоке пневмоприжимов, позиция 3.
После установки производится прихватка первого узла ко второму. Прихватки производятся полуавтоматической сваркой в среде защитных газов, позиция 8, полуавтоматом ПДГ-508, закрепленным на поворотно-консольном кране, сварочной проволокой Св-08Г2С, диаметром 1,6 мм.
Далее после прихваток боковой упор, позиция 4, откидывается в не рабочее положение. На собранное изделие устанавливается третий узел. Правильность установки третьего узла обеспечивается конфигурацией деталей этих узлов. Ребро третьего узла плотно садится на бобышку первого узла, а откидывающийся упор, позиция 5, удерживает устанавливаемый узел от бокового смещения. Упор откидывается по оси и фиксируется в рабочем положении пальцем. Затем установленный узел прижимается боковым откидывающимся упором, позиция 4, закрепленным на штоке пневмоцилиндра к упору, позиция 5. После этого производится прихватка третьего узла к первому. После сборки производится сварка. Сварка узла производится полуавтоматической сваркой в среде углекислого газа, полуавтоматом ПДГ-508, позиция 8, закрепленного на поворотно-консольном кране, сварочной проволокой Св-08Г2С, диаметром 1.6 мм., при сварочном токе 240А. После сварки швы и околошовные зоны зачищаются от шлака и брызг шлифмашинкой.
Рисунок
3.1.17 - Компоновка общей сборки - сварки
Далее откидывающийся боковой упор, позиция 5 откидывается в не рабочее
положение и в собранное изделие, с боку, вставляется деталь лемех. После
установки лемеха производится его прихватка к собранному изделию с последующей
приваркой. После сварки швы и околошовные зоны зачищаются от шлака и брызг
шлифмашинкой.
3.1.12 Расчет приспособлений для общей сборки
3.1.12.1 Расчет рамы приспособления для общей сборки
Расчётрамыприспособленияпроизводитсясдопускаемойнормально-распределённойнагрузкойq, состоящая из веса собираемого узла. Расчётная схема рамы представлена на рисунке 3.1.18.
Равномерно-распределённая нагрузка q:
q=![]() , (3.65)
, (3.65)
где G - вес конструкции, G=989 кг;
q=![]() , (кг/см)
, (кг/см)
Реакции опор А и Б:
RА=RБ=![]() ∙q∙L; (3.66)
∙q∙L; (3.66)
RА=RБ=![]() ∙6,181∙160=494,5, (кг∙см)
∙6,181∙160=494,5, (кг∙см)
Поперечная сила Q:
Q1=Q2=± ±79116,8, (кг∙см2)
±79116,8, (кг∙см2)
При равномерно-распределённой нагрузке:
МИЗГ= , (3.68)
, (3.68)
где Е - модуль упругости, Е=1,2∙106;Х - момент инерции, JХ=304 см4;
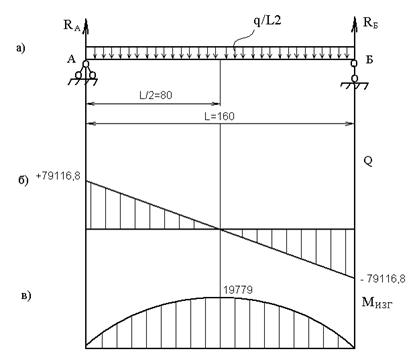
а) - силы действующие на раму; б) - эпюра поперечных сил; в) - эпюра изгибающего момента в середине пролета.
Рисунок 3.1.18 − Расчётная схема рамы приспособления
МИЗГ= , (кг∙см2)
, (кг∙см2)
а если
МИЗГ=![]() , (3.69)
, (3.69)
МИЗГ=![]() , (кг∙см2)
, (кг∙см2)
Необходимый момент сопротивления сечения:
WХ=![]()
 , (3.70)
, (3.70)
где [σИ] - допускаемое нормальное напряжение,[σИ]=1600 кг/см2;
WХ= , (см3)
, (см3)
Из ГОСТ 8240-97 ближайший швеллер №14, с WХ =70,2 , (см3)
3.1.12.2 Расчет винтового прижима
Винтовые прижимы имеют простую конструкцию, невысокую стоимость, надежны в работе, обеспечивают необходимые (иногда значительные) усилия.
В соответствии с рекомендациями [2] принимается необходимое усилие прижатия РПР=5000 Н.
По заданному усилию Р рассчитывают винт, гайку, корпус и элементы крепления прижима к корпусу приспособления.( см.рисунок 3.1.7).
Наружный диаметр винта:
DН=![]() , (3.71)
, (3.71)
где [σР] - допускаемое напряжение на растяжение материала винта при переменной нагрузке, [σР]=58÷98 МПа;
DН=![]() =11,3 , (мм)
=11,3 , (мм)
в соответствии с [9] принимается ближайшее большее значение dН=dВН=12мм, а также шаг резьбы t=1,75 мм.
Количество витков резьбы в гайке:
n= , (3.72)
, (3.72)
где ρ0 - удельное давление на поверхности ниток резьбы, для стального винта и гайки ρ0=90÷130 МПа;
n= ,
,
Высота гайки:
Н= , (3.73)
, (3.73)
где S - шаг винта, S=1,25 мм;- число заходов резьбы, m=1
Н=![]() , (мм)
, (мм)
принимается Н=62 мм.
Длина рукоятки:
L= , (3.74)
, (3.74)
гдеW - усилие на рукоятке, принимается W=150 Н;
α - угол подъема резьбы, α=60°;
φ1 - угол трения в резьбовой паре,
φ1=arctg f, (3.75)
где f - коэффициент трения скольжения, сталь по стали f=0,15;
φ1=arctg 0,15=80,
L= (мм)
(мм)
Из конструктивных соображений длина рукоятки принимается L=150 мм.
Изгибающий моментдействующий на стойку винтового прижима:
МИЗГ=РПР∙А, (3.76)
где А - расстояние от точки приложения усилия до оси стойки, А=150 мм;
МИЗГ=5000∙0,15=750, (Н∙м)
Допускаемый момент сопротивления сечения стойки:
WX= , (3.77)
, (3.77)
где [σИ] -допускаемое нормальное напряжение, [σИ]=1600 кг/см2;
WX=![]() , (см3)
, (см3)
Из следующей формулы находится высота стойки h винтового прижима:
WX= , (3.78)
, (3.78)
где δ - толщина стойки, принимается δ=10 мм;
 , (см)
, (см)
Из конструктивных соображений высота стойки h принимается равной h=150мм.
Тогда допускаемый момент сопротивления сечения стойки составит:
WX=, (см3)
Нормальное напряжение:
σИ=≤ [σИ]=1600, (кг/см2) (3.79)
σИ=![]() кг/см2< [σИ]=1600, (кг/см2)
кг/см2< [σИ]=1600, (кг/см2)
Данный расчет показывает что стойка не перегружена.
Для оси винтового прижима и для пальца:
 , (3.80)
, (3.80)
![]() ,
,
, (3.81)
 ,
,
, (3.82)
=0,53,
(см)
3.1.12.3 Расчет пневмоприжима
В данном случаи из конструктивных соображений усилие прижатие назначается Рпр =150 Н. Из формулы 3.25 находим диаметр пневмоцилиндра. (см. рисунок 3.1.9)
![]() , (3.83)
, (3.83)
![]() , (см)
, (см)
По ГОСТ15608-70 подбирается пневмоцилиндр с ближайшим наибольшим
диаметром 80 мм. Все остальные параметры пневмоцилиндра стандартные и
подбираются по диаметру.
3.2 Расчет режимов полуавтоматической сварки в среде защитных газов
Исходя из того, что в конструкции рама линейная достаточно много сварных швов, выполненных в среде защитного газа, расчет параметров режима сварки производится для шва № 4, дляприхваток и остальных швов расчёты сведены в таблицы 3.2.1, 3.2.2.
Шов № 4 выполняется полуавтоматической сваркой и соответствует ГОСТ 14771-Т3-∆10, конструктивные элементы которого представлены на рисунке 3.2.1.
Расчет режимов сварки и прихватки, выполненных в среде защитных газов сводится к определению следующих параметров:
. Марка проволоки Св-08Г2С по ГОСТ 2246-70;
. Диаметр проволоки 1,6 мм;
. Род тока - постоянный;
. Полярность тока - обратная;
. Сила сварочного тока:
Рисунок 3.2.1. - Конструктивные элементы сварного шва № 4, Т3-∆10
I св.min = 100·d, (3.84)
св.min
= 100·1.6 = 160 A;
I св.max = 200·d, (3.85)
св.max
= 200·1.6 = 320 A;
IСВ=![]() (3.86)
(3.86)
IСВ=![]() ;
;
6. Напряжение на дуге:
UДMIN=15+4∙dЭ, (3.87)
ДMIN=15+4∙1,6=21,4, (В)
UДMAX=15+10∙dЭ, (В) (3.89)
Д. MAX=15+10∙1,6=31, (В)
UД= (3.90)
(3.90)
UД=![]() , (В)
, (В)
7. Вылет электродной проволоки:
LЭMIN=5+5∙dЭ, (3.91)
LЭMIN=5+5∙1,6=13, (мм)
LЭMAX=10+10∙dЭ, (3.92)
LЭMAX=10+10∙1,6=26, (мм)
LЭ=![]() (3.93)
(3.93)
LЭ=![]() (мм)
(мм)
8. Расстояние от среза сопла до изделия:
lMIN=4+17∙dЭ/3, (3.94)
=4+17∙1,6/3=13,07, (мм)
lMAX=6+26∙dЭ/3, (3.95)
=6+26∙1,6/3=19,87, (мм)
l=![]() (мм) (3.96)
(мм) (3.96)
l=![]() (мм)
(мм)
9. Расход защитного газа:
RСО2=1,125![]() , (л/мин) (3.97)
, (л/мин) (3.97)
RСО2=1,125![]() =17,43, (л/мин)
=17,43, (л/мин)
10. Скорость подачи электродной проволоки:
VПП= , (3.98)
, (3.98)
гдеαн - коэффициент наплавки, зависящий от силы сварочного тока,
αн = 11,6 г/А·ч;
γ - плотность металла, γ = 7,85 ![]()
 =176,
(м/ч)
=176,
(м/ч)
11. Общая площадь поперечного сечения наплавленного металла:
FН= , (мм2) (3.100)
, (мм2) (3.100)
гдеК - катет шва, К=10мм
КY - коэффициент увеличения, учитывающий наличие зазора и выпуклости шва, КY=1,25 [12]
В связи с тем, что шов №4Т3-∆10 является двусторонним формула
[3.47] примет вид:
Fп=![]() , (мм2) (3.101)
, (мм2) (3.101)
Fп=![]() =125, (мм2)
=125, (мм2)
12. Количество проходов:
![]() (3.102)
(3.102)
где
![]() - максимальная площадь за 1 проход,
- максимальная площадь за 1 проход, ![]() = 40 мм2;
= 40 мм2;