Материал: Изготовление линейной рамы передвижного скребкового конвейера СПМ87Д
|
98х90х105.2Сталь10Г2С12 |
|
|
|
|
14,
15 Ребро 
х90х101.6,
|
1,7Сталь10Г2С12 |
|
|
|
|
16 Накладка 
х40х4052.7Сталь
|
16Г2АФ1 |
|
|
|
|
17 ребро 
|
248х275х203.7Сталь10Г2С13 |
|
|
|
|
|
|
|
18 |
Лыжа |
|
|
|
|
|
|
19 |
Лыжа |
|
|
|
|
|
|
20 |
Планка |
|
|
|
|
|
|
21 |
Вставка |
|
|
|
|
|
|
22 |
Планка |
|
|
|
|
|
|
23 |
Основание |
|
|
|
|
|
|
24 |
Вставка |
|
|
|
|
|
 130х1165х1012Сталь10Г2С11
130х1165х1012Сталь10Г2С11
1.4 Материалы, применяемые при изготовлении рамы линейной
В данной дипломном проекте применяются низколегированные конструкционные
стали, химический состав который приведён в таблице 1.2, механические свойства
в таблице 1.3.
Таблица 1.2
Химический состав сталей(ГОСТ 19281-89)
в процентах
|
Сталь |
C |
Si |
Mn |
S |
P |
Cr |
Ni |
N |
As |
Cu |
V |
|
10Г2С |
≤ 0,12 |
0,8 ¸ 1,1 |
1,3 ¸ 1,05 |
≤ 0,04 |
≤ 0,035 |
≤ 0,30 |
≤ 0,30 |
0,008 ¸ 0,012 |
≤ 0,08 |
≤ 0,30 |
− |
|
16Г2АФ |
0,14 ¸ 0,22 |
≤ 0,17 |
1,30¸ 1,70 |
≤ 0,04 |
≤ 0,035 |
≤ 0,30 |
≤ 0,30 |
0,015 ¸ 0,030 |
≤ 0,08 |
≤ 0,30 |
0,08 ¸ 0,14 |
Таблица 1.3
Механические свойства (ГОСТ 19281-89)
в процентах
|
НД |
Режим обработки |
Сечение, мм |
σ02, Н/мм2 |
σв, Н/мм2 |
d, % |
КСИ, ДЖ/см2 |
|
|||||||
|
|
Опера- ция |
t,ºC |
Охлажда- ющая среда |
|
|
|
|
|
|
|||||
|
Сталь 10Г2С1 |
Листовой и широко- полосный прокат в горячекатаном или технически обрабо- танномсостоянии. |
От 5 до 10 |
345 |
480 |
21 |
64 391 292 |
|
|||||||
|
|
|
От 20 до 60 |
315 |
450 |
21 |
59 291 242 |
|
|||||||
|
Сталь 16Г2АФ |
Листовой и широкополосный прокат в горячекатаном или технически обработанном состоянии. |
11-32 |
440 |
590 |
19 |
391 292 |
||||||||
1КСИ при минус 40oС
КСИ при минус 70oС
Производится оценка свариваемости.
Свариваемость стали - комплексная характеристика, характеризующаяреакциюнафизико-химическоевоздействиепроцессасваркииспособностьобразовыватькачественноесварноесоединение, отвечающее заданным эксплуатационным требованиям.
ОценкасвариваемостидаетсяпохимическомусоставуметаллапоформулерекомендованнойМеждународнымИнститутомСварки:
![]() , (1.1)
, (1.1)
где С - содержание углерода в стали, (%);
Mn- содержание марганца, (%);
Cr- содержание хрома, (%);
Мо - содержание молибдена, (%);
V-содержание ванадия, (%);
Cu- содержание меди, (%);
Ni- содержание никеля, (%);
![]() -
допустимое значение эквивалента углерода, (%).
-
допустимое значение эквивалента углерода, (%).
Затем
вносится поправка на толщину свариваемого металла, (мм):
C`экв=0,005∙δ∙Сэкв, (1.2)
Тогда общий эквивалент углерода:
С``экв=Сэкв+С`экв=Сэкв∙ (1+0,005∙δ), (1.3),
А температура подогрева:
Тпод=350∙![]() , (1.4)
, (1.4)
Оценка свариваемости для стали 10Г2С:
![]() ,
,
Свариваемость: сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП, ЭШ, и КТ.
Оценка свариваемости для стали 16Г2АФ:
![]() , (%)
, (%)
Сталь 16Г2АФ ограниченно свариваемая, рекомендуется перед сваркой предварительный подогрев.
Длятолщины16 мм:
С``экв=0,59∙ (1+0,005∙16)=0,6372,(%)
Тпод=350∙![]() =217, (ºС)
=217, (ºС)
Длятолщины30 мм:
С``экв=0,59∙ (1+0,005∙30)=0,6785, (%)
Тпод=350∙![]() =229, (ºС)
=229, (ºС)
Длятолщины40 мм:
С``экв=0,59∙ (1+0,005∙40)=0,708, (%)
Тпод=350∙![]() =236, (ºС)
=236, (ºС)
В связи с невысокими значениями расчетных температур подогрева и опираясь
на практический опыт, предварительный подогрев в данном технологическом
процессе не используется, так как сварка выполняется в несколько проходов, то
при этом будет обеспечиваться сопутствующим подогревом за счет наложения
предыдущего шва. При сварке деталей предварительный подогрев обеспечивается за
счет теплового фронта идущего впереди дуги на расстоянии 3 - 5 мм.
2. Описание существующего технологического процесса изготовления рамы линейной и его критический анализ
Сборка конструкции производится методом наращивания.
2.1 Сборка под сварку первого этапа сборки
Мостовым краном укладывается в приспособление плита, позиция 12 (см. рисунок 2.1). На плите устанавливается и прихватывается, по пальцам, четыре бобышки, позиции 7. Прихватки производится ручной дуговой сваркой. Далее на плите устанавливаются и прихватываются гнезда позиции 1 и 2, затем на плиту устанавливаются и прихватываются боковины позиции 3 и 8, прихватки производятся ручной дуговой сваркой, длиной 50 мм., катетом 6 мм., через каждые 150 мм.. После этого по разметке устанавливаются и прихватываются два ребра, позиции 11, и два ребра, позиции 9. Далее в приспособлении устанавливаются и прихватываются два кронштейна позиции 5 и четыре кронштейна позиции 4, выдерживая размеры 25+-0.5; 50+1; 800+-2; 90+1. После этого необходимо установить и прихватить вставку позиции 21, две вставки позиции 24, два ребра позиции 14, два ребра позиции 15, согласно чертежу. После сборки зачищаются прихватки от шлака.
Рисунок 2.1 - Общий вид первого этапа сборки рамы линейной
2.2 Сборка под сварку второго этапа сборки
Собранная ранее конструкция снимается с помощью мостового крана с приспособления. Изделие устанавливается на подставки. На изделие устанавливаются и прихватываются ребра, позиция 17, и накладка позиция 16, после этого прихватки зачищаются. Затем, по шаблону, устанавливаются два упора позиции 6, выдерживая размеры 104+1; 680+-2; 395 и прихватываются к ребру позиции 9. После всего этого конструкция переустанавливается днищем вверх. На перевернутой конструкции по разметке устанавливаются четыре планки позиции 20, выдерживая размер 10+-2, и прихватываются они к гнездам. Далее устанавливаются и прихватываются к плите две лыжи позиции 18 и две лыжи позиции 19. Затем устанавливаются и прихватываются два ребра позиции 13, выдерживая размер 18+-1. После этого устанавливается и прихватывается планка 22. Согласно чертежу устанавливаются и прихватываются к лыжам два основания, позиция 23. После сборки второго этапа все прихватки зачищаются.
Рисунок 2.2 - Общий вид второго этапа сборки рамы линейной
2.3 Контроль собранных этапов
Правильность сборки контролируется внешним осмотром, согласно чертежу.
Контролируются размеры: 870+2; 10+-2; 10+-1; 425+-24 1494+-2.5; 18+-2.
Размеры: 1100+-1; 130+-1; 147+-1; 25+-0.5; 170+-1; 700+-1 - обеспечиваются
приспособлением.
2.4 Дуговая сварка собранных первого и второго этапов
Сварка собранной рамы производится полуавтоматической сваркой в среде аргона и углекислого газа, сварочной проволокой Св-08Г2С, диаметром 1.6 мм., при сварочном токе 250 - 280 А. Сварные швы катетом 10 мм варятся за два прохода, катетом 12 мм - за три прохода, катетом 16 мм - за 4-5 проходов, нестандартные швы, такие как №12, 13, 14, 15, 16 (см. чертеж) за 4-6 проходов.
Предварительно варятся корневые швы. Полнота швов набирается от середины к краям. Внутренние швы Т1 - катетом 16 мм и Т6 (приварка боковин к плите) выполняются в последнюю очередь.
Сварка ребер к наружной стороне боковин производится сначала к плите швом
Т3 катетом 10 мм, а затем к боковине швом Т3 катетом 10 мм. После этого
приваривают бобышки к боковинам. Так же производят сварку гнезд. Далее
производится сварка остальных ее элементов, кроме швов приварки боковин к
плите. Сварка боковины позиции 6 выполняется односторонним швом, Т1 катетом 16
мм, с внутренней стороны в три прохода. Сварка производится от центра плиты к
края, послойно. Сварка боковины позиции 11 выполняется двусторонним швом Т7 с
внутренней стороны катетом 30 мм, с наружной стороны катетом 3 мм. Сварка
внутреннего шва выполняется за пять проходов. Сварка производится от центра к
краям.
2.5 Сборка под сварку третьего этапа
После того, как второй и первый этапы собраны и заварены изделие
кантуется в первоначальное положение. Согласно чертежу устанавливаетсяи
прихватывается лемех позиции 10.Прихватки зачищаются от шлака.
Рисунок 2.3 - Общий вид третьего этапа сборки рамы линейной
2.6 Дуговая сварка третьего этапа
Сварка выполняется швами №8 - У4 ГОСТ 14771 - 76, №10 - У1 ГОСТ 23518 - 79, №3 - Т1 катетом 16 ГОСТ 14771 - 76. После сварки сварные швы и околошовные зоны зачищаются от брызг расплавленного металла.
Согласно чертежу все сварные швы нумеруются.
Сварной шов:
№1- Т1- катет 10 мм - длиной 3000 мм - варится в 2 прохода.
№2 - Т1 - катет 12 мм - длиной 7000 мм - варится в 3 прохода.
№3 - Т1 - катет 16 мм - длиной 3800 мм - варится в 4 прохода.
№5 - Т3 - катет 16 мм - длиной 2200 мм - варится в 4 прохода.
№6 - Н1 - катет 10 мм - длиной 400 мм - варится в 2 прохода.
№7 - Т1 - катет 5 мм - длиной 1000 мм - варится в 1 проход.
№8 - У4 - длиной 9200 мм - варится в 2 прохода.
№9 - Т7 ГОСТ 14771-79длиной 2940мм-варится в 8 проходов.
№10-У1ГОСТ 23518-79 длиной 2250 мм-варится в 3 прохода.
№11 - Т1 - длиной 4800 мм - варится в 2 прохода.
№12 нестандартный - длиной 600 мм - варится в 5 проходов.
№13 нестандартный - длиной 140 мм - варится в 2 прохода.
№14 нестандартный - длиной 2390 мм - варится в 4 прохода.
№15 нестандартный - длиной 1470 мм - варится в 5 проходов.
№16 нестандартный - длиной 2250 мм - варится в 3 прохода.
№17 нестандартный - длиной 1470 мм - варится в 7 проходов.
2.7 Очистка
С помощью шлифовальной машины и металлической щетки очищается рама от
окалины, ржавчины, брызг расплавленного металла. При наличии жировых
загрязнений эти места обезжириваются уайтспиритом.
2.8 Окрашивание, грунтовка и маркировка
Рама линейна с начало окрашивается грунтовкой ГФ - 021 в один слой. После высыхания грунтовки поверхность окрашивается серой эмалью НЦ - 132П ГОСТ 6631-74 в два слоя с помощью краскораспылителя. Окрашенная рама сушится на воздухе.
Маркируется кистью малярной по трафарету, лаком БТ- 577, черным шрифтом
20- Пр3 ГОСТ 26020-80.
2.9 Критический анализ существующего технологического процесса
Недостатки существующего технологического процесса и рекомендации по их
устранению сведены в таблицу 2.1.
Таблица 2.1
Недостатки существующего технологического процесса и мероприятия по их устранению
Операции
Недостатки
Рекомендации по устранению недостатков
1
Прихватки
Применяется малопроизводительный и трудоемкий способ с помощью ручной дуговой сварки
Заменить ручную дуговую сварку на механизированную сварку в среде защитных газов.
2
Сборка
Производится методом наращивания.
Разбить конструкцию на узлы и подузлы. Производить по узловую сборку.
3
Сборка
Сборка некоторых деталей выполняется по разметке.
Предлагается применить модернизированные приспособления с прижимами.
3. Новый технологический процесс
3.1 Сборка - сварка рамы линейной
Производство рамы линейной осуществляется в сборочно-сварочном цехе (лист №3 графической части дипломного проекта). Связь между подразделениями участка цеха осуществляется с помощью мостового крана и местных грузоподъемных устройств. Применяется петлевое направление технологического потока.
В новом технологическом процессе предлагается разбить конструкцию на пять
узлов и два подузла (см. рисунки 3.1, 3.2, 3.3, 3.4,).
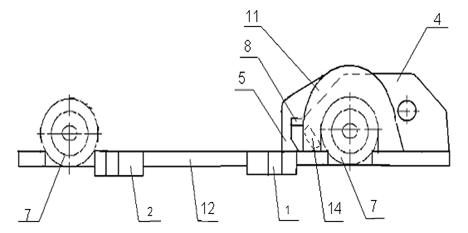
Рисунок 3.1 - Общий вид первого узла
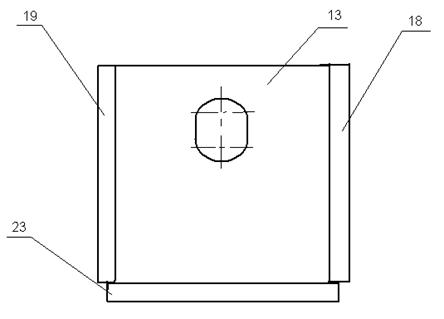
Рисунок 3.2 - Общий вид первого и второго подузла
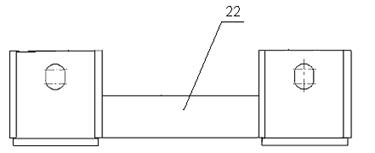
Рисунок 3.3 - Общий вид второго узла
Рисунок 3.4 - Общий вид третьего узла