Материал: Изготовление линейной рамы передвижного скребкового конвейера СПМ87Д
Рисунок 3.5 - Общий вид конструкции
3.1.1 Сборка первого узла
Консольно-поворотным краном, позиция 10 (см. рисунок 3.1.1), укладывается на раму приспособления, позиция 4, плита. На плиту устанавливаются четыре бобышки. Правильность сборки бобышек обеспечивается пазами в плите и упорами, позиции 1 и 2. В жёстко закрепленных на приспособлении упорах имеются сквозные отверстия под болты. Болты вставляются насквозь в упоры и в бобышки. Болты закручиваются барашковыми гайками, тем самым прижимают бобышки к упорам, а так же обеспечивают соосность. После того как, бобышки установлены, они прихватываются к плите. Прихватки производится полуавтоматической сваркой в среде защитных газов, позиция 9, закрепленного на консольно-поворотном кране, сварочной проволокой Св-08Г2С, диаметром 1,6 мм. Далее на плиту устанавливаются и прихватываются четыре гнезда. Правильность сборки гнезд обеспечивается пазами в плите и упорами, позиции 1 и 2. После этого устанавливаются на плиту и на бобышки два ребра, (позиция 11). Правильность сборки ребер обеспечивается откидной вилкой позиция 6. Вилка накидывается на ранее установленную бобышку и ребро устанавливается в эту вилку, после чего ребро прихватывается к плите и к бобышке.
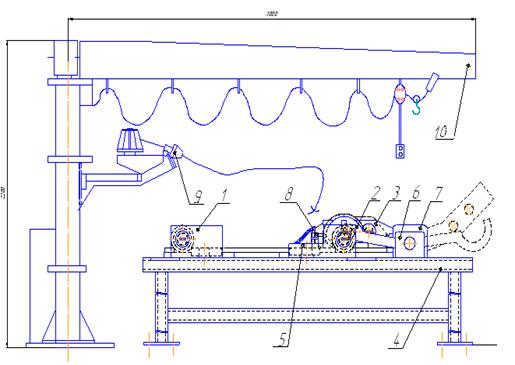
Рисунок 3.1.1 - Компоновка рабочего места сборки первого узла
Затем на плиту по упорам устанавливается боковина. Боковина прижимается к
ранее установленному ребру с помощью откидного упора, позиция 8, вращающегося
на оси и фиксирующегося болтом. После установки производятся прихватки.
Прихватки боковины производятся длиной 50 мм., катетом 6 мм., через каждые 150
мм. Далее устанавливаются на плите шесть кронштейнов, с помощью откидных вилок,
позиция 7. Вилка накидывается на плиту и кронштейн устанавливается в эту вилку.
В вилке имеются два отверстия совпадающие с отверстиями кронштейнов. В эти
отверстия, насквозь, вставляются болты. Барашковые гайки закручиваются на
болты, тем самым прижимая кронштейн к вилке. После того как кронштейны установлены
производится их прихватка к плите. Затем на плите между установленными ранее
ребром и кронштейном устанавливаются два ребра, под углом 450. Правильность
сборки этих деталей обеспечивается замкнутым положением со всех сторон,
боковиной, кронштейном, ребром и бобышкой. После установки ребер производится
их прихватка к боковине и плите. Далее на плите между кронштейнами
устанавливаются два ребра, под углом 450. Правильность сборки обеспечивается
замкнутым положением между двумя кронштейнами и откидным упором, позиция 6 (см.
лист №4 графической части дипломного проекта «приспособлении для сборки узла
№1»). Упор по заданным размерам накидывается на плиту и по нему под необходимым
углом устанавливается ребро. После установки этих ребер производится их прихватка
к боковине и плите.
3.1.2 Контроль собранного узла №1
Правильность сборки контролируется внешним осмотром, согласно чертежу.
Контролируются размеры: 870+2; 10+-2; 10+-1; 425+-24 1494+-2.5; 18+-2
1100+-1; 130+-1; 147+-1; 25+-0.5; 170+-1; 700+-1.
3.1.3 Расчет приспособлений для сборки первого узла
3.1.3.1 Расчет рамы приспособления
Расчётрамыприспособленияпроизводитсясдопускаемойнормально-распределённойнагрузкойq, состоящая из веса собираемого узла. Расчётная схема рамы представлена на рисунке 3.1.2.
Равномерно-распределённая нагрузка q:
q=![]() , (3.1)
, (3.1)
где G - вес собираемого узла, G=536 кг;
q=![]() , (кг/см)
, (кг/см)
Реакции опор А и Б:
RА=RБ=![]() ∙q∙L, (3.2)
∙q∙L, (3.2)
RА=RБ=![]() ∙2,68∙200=268, (кгс)
∙2,68∙200=268, (кгс)
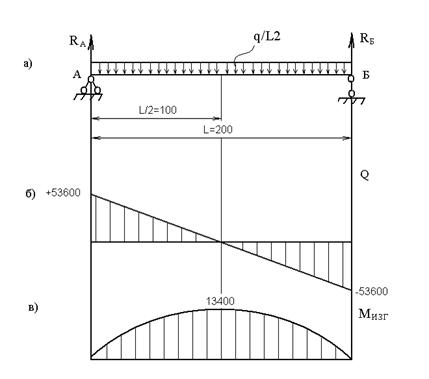
а) - силы действующие на раму; б) - эпюра поперечных сил;в) - эпюра изгибающего момента в середине пролета.
Рисунок 3.1.2 − Расчётная схема рамы приспособления
Поперечная сила Q:
Q1=Q2=±![]() , (3.3)
, (3.3)
Q1=Q2=± ±53600, (кг∙см)
±53600, (кг∙см)
При равномерно-распределённойнагрузке:
МИЗГ= , (3.4)
, (3.4)
гдеЕ - модуль упругости, Е=1,2∙106;Х - момент инерции, JХ=304 см4;
МИЗГ= , (кг∙см)
, (кг∙см)
а если
МИЗГ=![]() , (3.5)
, (3.5)
МИЗГ=![]() , (кг∙см)
, (кг∙см)
Необходимый момент сопротивления сечения:
WХ=![]()
 , (3.6)
, (3.6)
где[σИ] - допускаемое нормальное напряжение,[σИ]=1600 (кг/см2)
WХ= , (см3)
, (см3)
Из ГОСТ 8240-97 ближайший швеллер №10, с WХ =34.7 см3. Но из
конструктивных соображений принимается швеллер №14.
3.1.4 Сварка первого узла
Консольно-поворотным краном, позиция 1 (см. рисунок 3.1.4), укладывается собранный узел, позиция 2, на раму двухстоечного кантователя с постоянной осью, позиция 4. Этот кантователь универсален, прост по конструкции, дешевый, компактен и требует меньшую мощность привода, поскольку поворот изделия происходит вокруг продольной оси, проходящей вблизи центра тяжести. Двухстоечный кантователь имеет только маршевую скорость. Сварка узла производится на кантователе для обеспечения сварки в положении в лодочку, это обеспечивает равномерное наложение шва и предостерегает от появления деформаций, таких как неравномерность высоты катета, подрезы и т. д. Сварка собранного узла производится полуавтоматической сваркой в среде углекислого газа, полуавтоматом ПДГ-508, позиция 5, закрепленным на консольно-поворотном кране, сварочной проволокой Св-08Г2С, диаметром 1.6 мм., при сварочном токе 240 А. Сварные швы катетом 10 мм варятся за два прохода, катетом 12 мм - за три прохода, катетом 16 мм - за 4-5 проходов, нестандартные швы, такие как №12, 13, 14, 15, 16 (см. чертеж) за 4-6 проходов.
Предварительно варятся корневые швы. Полнота швов набирается от середины
к краям. Внутренние швы Т1 - катетом 16 мм и Т6 (приварка боковины к плите)
выполняются в последнюю очередь.
Рисунок 3.1.4 - Компоновка рабочего места сварки первого узла
Сварка ребер к наружной стороне боковин производится сначала к плите швом
Т3 катетом 10 мм, а затем к боковине швом Т3 катетом 10 мм. Так же производят
сварку гнезд. Далее производится сварка остальных ее элементов, кроме швов
приварки боковины к плите. Сварка производится от центра плиты к края,
послойно. Сварка боковины выполняется двусторонним швом Т7 с внутренней стороны
катетом 30 мм, с наружней стороны катетом 3 мм. Сварка внутреннего шва
выполняется за пять проходов. Сварка производится от центра к краям. После
сварки зачищаются сварные швы и околошовные зоны от брызг и расплавленного
металла.
3.1.5 Сборка - сварка первого и второго подузла
Сборка - сварка второго и третьего узла производится на одном рабочем месте, так, как загрузка этих рабочих мест очень мала.
Консольно-поворотным краном, позиция 1 (см. рисунок 3.1.5), устанавливаются в приспособлении на упоры, позиция 7, две лыжи. Лыжи прижимаются к упорам, установленными между ними, винтовыми прижимами, позиция 3. Далее по упору, позиция 2, между лыжами устанавливается ребро. После того как, лыжи и ребро установлены они прижимаются пневмоприжимом, позиция 9, к упорам, позиции 2 и 5. Затем производится прихватка ребра к лыжам.
Рисунок 3.1.5 - Компоновка рабочего места сборки - сварки первого и
второго подузла
Прихватки производятся полуавтоматической сваркой в среде защитных газов, позиция 8, полуавтоматом ПДГ-508,закрепленным на консольно-поворотном кране, сварочной проволокой Св-08Г2С, диаметром 1,6 мм. Затем на лыжи, по упорам, устанавливается основание и прижимается к ним откидными винтовыми прижимами, позиция 4. После этого производится прихватка основания к лыжам. После сборки прихватки зачищаются от шлака. Правильность сборки контролируется внешним осмотром согласно чертежу.
Сварка собранного узла производится на этом же рабочем месте полуавтоматической сваркой в среде углекислого газа, полуавтоматом ПДГ -508, сварочной проволокой Св-08Г2С, диаметром 1.6 мм, при сварочном токе 240 А. После сварки зачищаются сварные швы и околошовные зоны от брызг и расплавленного металла.
Сборка - сварка второго подузла производится аналогичным способом, на этом же рабочем месте так, как эти подузлы практически одинаковы.
3.1.6Расчет приспособлений для сборки первого и второго подузла
3.1.6.1 Расчет рамы приспособления
Расчётрамыприспособленияпроизводитсясдопускаемойнормально-распределённойнагрузкойq,
состоящая из веса собираемого узла. Расчётная схема рамы представлена на рисунке
3.1.6.
Равномерно-распределённая нагрузка q:
q=![]() , (3.7)
, (3.7)
где G - вес собираемого узла, G=115 кг;
q=![]() , (кг/см)
, (кг/см)
Реакции опор А и Б:
RА=RБ=![]() ∙q∙L, (3.8)
∙q∙L, (3.8)
RА=RБ=![]() ∙0,575∙200=57,5, (кгс)
∙0,575∙200=57,5, (кгс)
Поперечная сила Q:
Q1=Q2=±![]() , (3.9)
, (3.9)
Q1=Q2=± ±11500, (кг∙см)
±11500, (кг∙см)
При равномерно-распределённойнагрузке:
МИЗГ=, (3.10)
гдеЕ - модуль упругости, Е=1,2∙106;Х - момент инерции, JХ=304 см4;
МИЗГ= , (кг∙см)
, (кг∙см)
а если
МИЗГ=![]() , (3.11)
, (3.11)
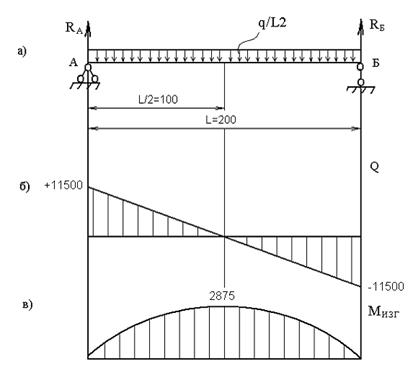
а) - силы действующие на раму;б) - эпюра поперечных сил; в) - эпюра изгибающего момента в середине пролета.
Рисунок 3.1.6 − Расчётная схема рамы приспособления
МИЗГ=![]() , (кг∙см)
, (кг∙см)
Необходимый момент сопротивления сечения:
WХ=![]() , (3.12)
, (3.12)
где[σИ] - допускаемое нормальное напряжение,[σИ]=1600 (кг/см2)
WХ= , (см3)
, (см3)
Из ГОСТ 8240-97 ближайший швеллер №5, с WХ =9,1 см3. Но из конструктивных
соображений принимается швеллер №12.
3.1.6.2 Расчет винтового прижима
Винтовые прижимы имеют простую конструкцию, невысокую стоимость, надежны в работе, обеспечивают необходимые (иногда значительные) усилия.
В соответствии с рекомендациями [2] принимается необходимое усилие прижатия РПР=5000 Н.
По заданному усилию Р рассчитывают винт, гайку, корпус и элементы крепления прижима к корпусу приспособления.( рисунок 3.1.7).
Наружный диаметр винта:
DН=![]() , (3.13)
, (3.13)
где [σР] - допускаемое напряжение на растяжение материала винта при переменной нагрузке, [σР]=58÷98 МПа;
DН=![]() =11,3 (мм)
=11,3 (мм)
В соответствии с [9] принимается ближайшее большее значение dН=dВН=12мм,
а также шаг резьбы t=1,75 мм.
Рисунок 3.1.7 - Расчетная схема винтового прижима
Количество витков резьбы в гайке:
n= , (3.14)
, (3.14)
где ρ0 - удельное давление на поверхности ниток резьбы, для стального винта и гайки ρ0=90÷130 МПа;
n= ,
,
Высота гайки:
Н= , (3.15)
, (3.15)
где S - шаг винта, S=1,25 мм;- число заходов резьбы, m=1
Н=![]() , (мм)
, (мм)
принимается Н=62 мм.
Длина рукоятки:
L=![]() , (3.16)
, (3.16)
где W - усилие на рукоятке, принимается W=150 Н;
α - угол подъема резьбы, α=60°;
φ1 - угол трения в резьбовой паре,
φ1=arctg f, (3.17)
где f - коэффициент трения скольжения, сталь по стали f=0,15;
φ1=arctg 0,15=80,
L= (мм)
(мм)
Из конструктивных соображений длина рукоятки принимается L=150 мм.
Изгибающий момент действующий на стойку винтового прижима:
МИЗГ=РПР∙А, (Н∙м) (3.18)
где А - расстояние от точки приложения усилия до оси стойки, А=150 мм;
МИЗГ=5000∙0,15=750, (Н∙м)
Допускаемый момент сопротивления сечения стойки:
WX= , (см3) (3.19)
, (см3) (3.19)
где [σИ] -допускаемое нормальное напряжение, [σИ]=1600 кг/см2;
WX=![]() , (см3)
, (см3)
Из следующей формулы находится высота стойки h винтового прижима:
WX= , (мм) (3.20)
, (мм) (3.20)
где δ - толщина стойки, принимается δ=10 мм;
 , (см)
, (см)
Из конструктивных соображений высота стойки h принимается равной 150мм.
Тогда допускаемый момент сопротивления сечения стойки составит:
WX= , (см3)
, (см3)
Нормальное напряжение:
σИ= ≤ [σИ]=1600, (кг/см2) (3.21)
≤ [σИ]=1600, (кг/см2) (3.21)
σИ=![]() кг/см2< [σИ]=1600, (кг/см2)
кг/см2< [σИ]=1600, (кг/см2)
Данный расчет показывает что стойка не перегружена.
Для оси винтового прижима и для пальца:
 , (ед.
изм.) (3.22)
, (ед.
изм.) (3.22)
![]() , (3.23)
, (3.23)
 , (3.24)
, (3.24)
 ,
,
 , (3.25)
, (3.25)
 =0,53,
(см)
=0,53,
(см)
3.1.6.3 Расчет пневмоприжима
Определим усилие пневмопривода необходимое для прижатия узла к упору, а также размеры цилиндра, (см. рисунок 3.1.8).
Рисунок
3.1.8 - Расчетная схема прижатия первого и второго подузла
Сила трения находится из формулы
Fтр
= Nn·![]() , (3.26)
, (3.26)
где Nn- нормальная реакция опоры;
![]() - коэффициент
трения скольжения стали по стали:
- коэффициент
трения скольжения стали по стали: ![]() =0,2
=0,2