Материал: Изготовление линейной рамы передвижного скребкового конвейера СПМ87Д
Изготовление линейной рамы передвижного скребкового конвейера СПМ87Д
Содержание
Введение
. Назначение, конструктивные особенности и условия работы рамы линейной
.1 Область применения и назначение рамы линейной
.2 Особые требования, предъявляемые к конструкции и сварным соединениям
.3 Технологичность конструкции
.4 Материалы, применяемые при изготовлении рамы линейной
. Описание существующего технологического процесса изготовления рамы линейной и его критический анализ
.1 Сборка под сварку первого этапа сборки
.2 Сборка под сварку второго этапа сборки
.3 Контроль собранных этапов
.4 Дуговая сварка собранных первого и второго этапов
.5 Сборка под сварку третьего этапа
.6 Дуговая сварка третьего этапа
.7 Очистка
.8 Окрашивание, грунтовка и маркировка
.9 Критический анализ существующего технологического процесса
. Новый технологический процесс
.1 Сборка - сварка рамы линейной
.1.1 Сборка первого узла
.1.2 Контроль собранного узла №1
.1.3 Расчет приспособлений для сборки первого узла
.1.3.1 Расчет рамы приспособления
.1.4 Сварка первого узла
.1.5 Сборка - сварка первого и второго подузла
.1.6 Расчет приспособлений для сборки первого и второго подузла
.1.6.1 Расчет рамы приспособления
.1.6.2. Расчет винтового прижима
.1.6.3 Расчет пневмаприжима
.1.7 Сборка - сварка втогого узла
.1.8 Расчет приспособлений для сборки второго узла
.1.8.1 Расчет рамы приспособления
.1.8.2 Определение усилия прижатия второго узла к раме двухстоечного кантователя
.1.8.3 Расчет пневмаприжима
.1.9 Сборка - сварка третьего узла
.1.10 Расчет приспособлений для сборки третьего узла
.1.10.1 Расчет рамы приспособления
.1.10.2 Определение усилия прижатия третьего узла к раме двухстоечного кантователя
.1.10.3 Расчет винтового прижима
.1.10.4 Расчет эксцентрикового прижима
.1.10.5 Расчет пневмоприжима
.1.11 Общая сборка - сварка
.1.12 Расчет приспособлений для общей сборки
.1.12.1 Расчет рамы приспособления для общей сборки
.1.12.2 Расчет винтового прижима
.1.12.3 Расчет пневмоприжима
.2 Расчет режимов полуавтоматической сварки в среде защитных газов
. 3 Нормирование операций
.3.1 Нормирование сборки -сварки
.3.1.1 Нормирование сборки узла №1
.3.1.2 Нормирование сварки узла №1
. Охрана труда
.1 Цели и задачи охраны труда на производстве
.2 Анализ опасных и вредных производственных факторов при производстве рамы линейной
.3 Мероприятия по охране труда
.3.1 Основные мероприятия по обеспечению общей безопасности на производстве
.3.2 Рекомендации по обеспечению электробезопасности
.3.3 Рекомендации по обеспечению защиты от световой радиации
.3.4 Рекомендации по обеспечению защиты от вредных газовых выделений и аэрозоля
.3.5 Рекомендации по обеспечению предупреждений возможных взрывов
.3.6 Рекомендации по обеспечению безопасности от тепловых ожогов
.3.7 Рекомендации по обеспечению противопожарных мероприятий
.3.8 Рекомендации по обеспечению безопасной работы на производственном оборудовании
.3.9 Рекомендации по обеспечению освещения на рабочих местах
.4 Расчет вентиляции участка цеха
. Промышленная экология
. Организация и экономика производства.
.1 Расчет необходимого количества оборудования.
.2 Расчет состава и числа работающих.
.3 Расчет себестоимости изделия
.3.1 Расчет заработной платы
.3.2 Расчет затрат на основные средства и амортизационные отчисления
.3.3 Малоценные и быстроизнашиваемые предметы
.3.4 Материалы
.3.5 Энергоресурсы
.3.6 Отчисления в бюджет
.3.7 Прочие затраты
.3.8 Неучтенные затраты
.4 Расчет прибыли
Список использованных источников
Приложение А
Кіріспе
Тау-көлік жабдықтарын жөндеу зауыты (РГТО-ТКЖЖ) Қарағанды қаласының оңтүстігінде орналасқан.
1958 жылы көмір разрезының жабылуынан кейін, депо аумағында "Орталық паровоздывагонжөндегіш шеберханалар" (ЦПВРМ)пайда болды.Ол 1960 жылы "Қарағандыкөмір" комбинатының орталық электромеханикалық шеберханаларына атауы ауысты(ОЭШ).
1961 жылы паровозды және вагонды цехтардан бөлінді:
а) жөндегіш топ;
б) механикалық цех;
в) оттегілік аумақ салынды;
Қарағанды кеңейе және гүлдене бастады. Шахталардың терриконикалары жоғары бола бастады. Сонымен қоса, көмір табуға арналған жабдықтар мен қазандар тозды. 1968 жылы қазандар мен оның құрылымдарын жөндеу үшін арнайы қазандарды жөндеу цехтары ашылды.
Бүкіл Қарағанды бойынша 1, 2, 3, 4, 5 ОЭШ ашыла бастады.Олар көмірді табу мен тасымалдауға арналған құрылғылар мен жабдықтарды жөндеумен айналысты.Бұл ұйымдар аумағы мен көлемі бойынша шағын келді және жабдықтармен нашар болды.Орталықтандыру мақсатымен Қарағандыда шағын ОЭШ біріктіру басталды.
1970-1971 жылдар аралығында ТКЖЖ "Қарағандыкөмір" зауытына қосылды:
. ОЭШ-1 (номенклатурасы: бульдозерлерді, байыту жабдықтарын капжөндеу, бөлшектер жасау).
. ОЭШ-2 (номенклатурасы: жетектерді, насостарды, лебедкаларды, капжөндеу, металқұрылымдарды, тау-кен жабдықтарының бөлшектерін жасау).
. "Қарағандыкөмір" комбинатының моторжөндеу зауыты (номенклатурасы: ауыр автомашиналардың қозғалтқыштарын капжөндеу).
Өндіріс көлемі, өндіріс аумағы мен санының өсуіне байланысты 1968 жылдың 1 сәуірінде "Қарағандыкөмір" ОЭШ комбинатының атауы өзгертілді.Бұл мекеме тау-көлік жабдықтарын жөндеу зауыты (ТКЖЖ) деп аталды.
жылдың 1 маусымынан Қазақстан Республикасының Үкіметінің 1996 жылғы 28 маусымының №812 шешімі мен көмір департаментінің 1996 жылдың 24 шілдесінің №8 бұйрығымен ТКЖЖ "Испат-Кармет"АҚ құрамына кіреді.
жылы 7 қаңтарда №1 бұйрықпен "Испат - Кармет" АҚ "Миттал Стил Теміртау" атауына өзгертілді.
Зауытта жөндеу мен қайта қалпына келтірудің
келесідей заманауи әдістері жетілген:хромдау, флюс астында дәнекерлеу.
Конструкция описываемая в данном дипломном проекте - рама линейная, входит в состав передвижного скребкового конвейера СПМ87Д. Скребковый передвижной конвейер СПМ87Д предназначен для транспортирования угля из очистных забоев угольных шахт на пластах пологого падения мощностью 1…1,9 м, при работе в угледобывающем комплексе КМ87Д.
Конвейер применяется в комплексно-механизированных лавах, оборудованных угледобывающим комплексом КМ87Д.
Конвейер предусматривает работу выемочной машины состава и служит опорой для секционной механизированной крепи.
В состав конвейера входит: привод головной, секция переходная, рама линейная, рама укороченной секции, борт линейный, отрезок скребковой цепи, лемех погрузочный, привод концевой, два кронштейна в сборе, механизм передвижения головного привода, плита, кронштейн с опорой в сборе.
Принцип работы скребкового конвейера заключается в перемещении транспортируемого материала скребковой цепью по желобу, образованному рештачным ставом конвейера. Скребковая цепь приводится в движение приводными звездочками, вращение которых осуществляется приводными блоками.
Изготовление рам долгое время производилось ручными способами сварки, сборки и резки, но в настоящее время в связи с развитием и освоением новых технологий производство переходит в автоматизированный режим изготовления рам. Применяются новые технологии изготовления деталей для сборки, а так же и самой сборки конструкции, так же применяются новые технологии сварки, такие как полуавтоматическая и автоматическая сварка в среде защитных газов, автоматическая под слоем флюса, плазменная сварка и резка, лазерная сварка и резка и т. д. Все это повышает производительность, позволяет заменить ручной труд на станочный, получается большая экономия во времени.
Значительные размеры рам заставляют принимать специальные меры,
облегчающие доступ к месту сварки. Для этой цели используют передвижные
подъемные площадки для сварщиков, располагают позиционеры в специальных
углублениях с тем, чтобы сварка производилась на уровне пола, применяют
наклоняющиеся или подъемно - поворотные устройства, такие как кантователи,
вращатели, манипуляторы и т. д.
1. Назначение, конструктивные особенности и условия работы рамы линейной
1.1 Область применения и назначение рамы линейной
Рама линейная входит в состав передвижного скребкового конвейера СПМ87Д.
Скребковый передвижной конвейер СПМ87Д предназначен для транспортирования угля из очистных забоев угольных шахт на пластах пологого падения мощностью 1…1,9 м, при работе в угледобывающем комплексе КМ87Д.
Рама линейная (см. рисунок 1.1) является несущей частью и опорой конвеера. На раму крепится основная часть деталей входящая в состав конвейера. Все детали входящие в конструкцию сведены в таблицу 1.1
Данная конструкция эксплуатируется в угольной промышленности при
температуре воздуха не ниже +5°С. Конструкция работает при динамических
нагрузках во влажной среде, в условиях коррозийного износа.
Рисунок 1.1 − Общий вид рамы линейной
Конструкция изготавливается из листа и профиля круглого сечения. Рама собирается из двадцати четырех деталей с прямолинейными и криволинейными контурами. Есть детали с внутренними и внешними вырезами, с отверстиями и пазами. Рама изготавливается из листа минимальной толщиной 10 мм и максимальной 40 мм. Вес конструкции 989 кг, габаритные размеры: длина - 1580мм, ширина - 1494мм. высота - 425мм(см. рисунок 1.1 Сварные швы в конструкции все угловые, минимальный катет шва 5 мм, максимальный 16 мм, так же есть нестандартные швы.
1.2 Особые требования, предъявляемые к конструкции и сварным соединениям
Исходя из условий работы конструкции, можно сформулировать следующие основные требования.
Дляобеспеченияпрочностиконструкциинеобходимопредусмотретьсоответствиепрочностныххарактеристиксварочныхматериаловиосновногометалла.
Для обеспечения жёсткости конструкции режимы сварки должны давать минимальные деформации.
Для обеспечения антикоррозионной стойкости конструкции должна бытьпредусмотренасоответствующаязащитаспомощьюпримененияантикоррозионных материалов.
Исходя из того, что конструкция испытывает знакопеременные нагрузки в
сварных швах и около шовной зоне должны отсутствовать острые дефекты. К ним
относятся трещины, непровары, подрезы, закалочные структуры. Все перечисленные
острые дефекты являются недопустимыми, так как могут привести к разрушению
конструкции.
1.3Технологичность конструкции
Данная конструкция технологична, так как:
-разбивается на узлы;
швы расположены в удобном положении, что позволяет применить механизированные способы сварки;
для сборки и сварки могут применяться специализированные приспособления.
Конструкция разбивается на три узла и два подузла. Подузелы №1 и №2 одинаковые.
Первый узел (см. рисунок 1.2) состоит из деталей: плита (поз.12), гнездо (поз.1 и 2), кронштейн (поз.4 и 5), бобышка (поз.7), боковина (поз.8), ребро (поз. 11 и 14), вставка (поз.21 и 24).
Первый и второй подузлы (см.рисунок 1.3) состоят из деталей: основание (поз.23), лыж (поз.18 и 19) и ребра (поз.13).
Второй узел (см. рисунок 1.4) состоит из первого и второго подузла соединяющиеся между собой планкой (поз. 22).
Пятый узел (см. рисунок 1.5) состоит из деталей: ребро (поз. 9), боковины
(поз.3), накладки (поз.16) и упора (поз.6).
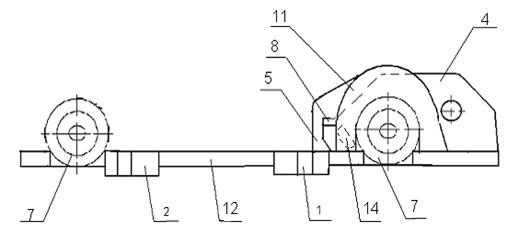
Рисунок 1.2 - Общий вид первого узла
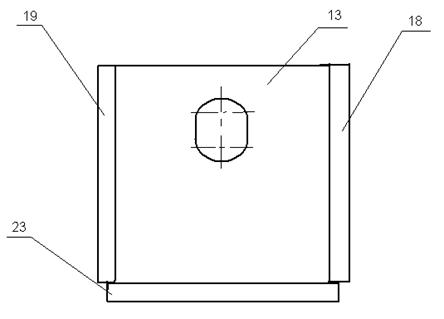
Рисунок 1.3 - Общий вид первого и второго подузла
Рисунок 1.4 - Общий вид второго узла
Рисунок 1.5 - Общий вид третьего узла
Раздеталировка рамы линейной представлена в таблице 1.1.
Таблица 1.1
Раздеталировка рамы линейной
|
Поз. |
Наименование |
Конфигурация делали |
Габариты, мм |
Вес, кг |
Материалы |
Кол-во |
1,2
Гнездо  250х240х
250х240х
|
408Сталь10Г2С12 |
|
|
|
|
3 Боковина
 1470х248
1470х248
х25
.2Сталь
|
10Г2С11 |
|
|
|
|
4 Кронштейн
 430х180х
430х180х
Сталь
|
16Г2АФ4 |
|
|
|
|
5 Кронштейн  280х180х
280х180х
.8Сталь
|
16Г2АФ2 |
|
|
|
|
6 Упор  55х70х340.8Сталь
55х70х340.8Сталь
|
16Г2АФ2 |
|
|
|
|
7 Бобышка  150х15010.4Сталь
150х15010.4Сталь
|
16Г2АФ4 |
|
|
|
|
|
|
|
8 |
Боковина |
|
|
|
|
|
|
9 |
Ребро |
|
|
|
|
|
 1470х80х3022,7Сталь10Г2С12
1470х80х3022,7Сталь10Г2С12
 257x168x405Сталь10Г2С11
257x168x405Сталь10Г2С11
10 лемех  1470х388х1656.7Сталь
1470х388х1656.7Сталь
|
16Г2АФ1 |
|
|
|
|
11 Ребро  300х190х40
300х190х40
.4Сталь
|
16Г2АФ2 |
|
|
|
|
12 Плита 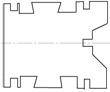
|
1520х1470х25371Сталь10Г2С11 |
|
|
|
|
13 Ребро 