Материал: Изготовление линейной рамы передвижного скребкового конвейера СПМ87Д
Nn=
Р ·cos![]() , (3.27)
, (3.27)
гдеР - сила тяжести: Р = 115 кг;
![]() = 80°
= 80°
Nn= 115 ·cos 80 = 114,09;
Fтр = 114,09 · 0,2 = 22,818, (Н)
Из формулы (3.27) находится сила прижатия узла к упору:
Рпр
= Р · cos2![]() , (3.28)
, (3.28)
Рпр = 115 · cos2 80 = 113,19, (кгс)
Рисунок 3.1.9 - Общий вид пневмоприжима
После того, как стало известно усилие прижатия узла к упору, находим
диаметр пневмоцилиндра (см. рисунок 3.1.9):
![]() , (3.29)
, (3.29)
где
![]() - давление сжатого воздухав системе:
- давление сжатого воздухав системе: ![]() = 4 атм.
= 4 атм.
![]() -
коэффициент ,
-
коэффициент , ![]() = 0,9
= 0,9
![]() , (см)
, (см)
По ГОСТ15608-70 подбирается пневмоцилиндр с ближайшим наибольшим диаметром 80 мм. Все остальные параметры пневмоцилиндра стандартные и подбираются по диаметру.
3.1.7 Сборка - сварка второго узла
Сборка и сварка второго узла производится на одном рабочем месте, так, как загрузка этих рабочих мест мала.
Сборка второго узла производится в приспособлении установленном на двухстоечном кантователе, позиция 9 (см. рисунок 3.1.10). Кантователь необходим для обеспечения последующей сварки в нижнем положении.
Консольно-поворотным краном, позиция 1, укладывается на упоры, позиция 6,
планка, и закрепляется ручными шарнирно-рычажными прижимами, позиция 10,
установленные на этих же упорах, для обеспечения жесткого закрепления при
повороте рамы кантователя на 180°. Далее на раму приспособления, по краям
планки, устанавливаются первый и второй подузлы. Правильность установки
подузлов обеспечивается упорами, позиции 5 и 7. После того как, узлы
установлены они прижимаются к планке, откидными упорами, позиция 3. Прижатие
обеспечивается пневмоприжимами, позиция 2, на штоках которых закреплены эти
упоры. Шпиндель передней стойки кантователя оборудован устройством для подвода
сжатого воздуха к крепежным приспособлениям. Это дает возможность применять
пневматические прижимы.
Рисунок 3.1.10 - Компоновка рабочего места сборки - сварки второго узла
После установки и прижатия подузлов производится прихватка детали планка к этим подузлам. Прихватки производятся полуавтоматической сваркой в среде углекислого газа.
Ручные шарнирно-рычажные прижимы, позиция 4, обеспечивают жесткое
закрепление установленных узлов и удерживают их от выпадения при повороте рамы
кантователя на 180°. После сборки производится сварка. В первоначальном
положении завариваются швы в местах соединения планки с узлами. Затем после
того, как шва проварены приспособление кантуется на 180°, для проварки этих же
швов с другой стороны. Сварка узла производится полуавтоматической сваркой в
среде углекислого газа, полуавтоматом ПДГ-508, позиция 8, закрепленного на
поворотно - консольном кране, сварочной проволокой Св-08Г2С, диаметром 1.6 мм.,
при сварочном токе 240 А. . После сварки швы и околошовные зоны зачищаются от
шлака и брызг шлифмашинкой.
3.1.8 Расчет приспособлений для сборки второго узла
3.1.8.1 Расчет рамы приспособления
Расчётрамыприспособленияпроизводитсясдопускаемойнормально-распределённойнагрузкойq, состоящая из веса собираемого узла. Расчётная схема рамы представлена на рисунке 3.1.11
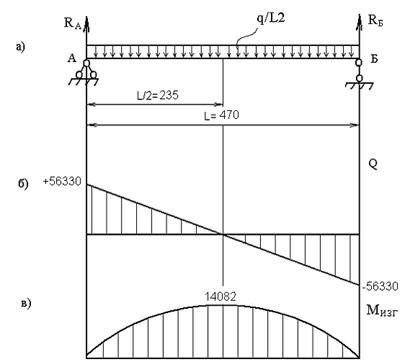
а) - силы действующие на раму; б) - эпюра поперечных сил; в) - эпюра изгибающего момента в середине пролета.
Рисунок 3.1.11 − Расчётная схема рамы приспособления
Равномерно-распределённая нагрузка q:
q=![]() , (3.30)
, (3.30)
где G - вес собираемого узла, G=242 кг;
q=![]() , (кг/см)
, (кг/см)
Реакции опор А и Б:
RА=RБ=![]() ∙q∙L, (3.31)
∙q∙L, (3.31)
RА=RБ=![]() ∙0,51∙470=119,85, (кгс)
∙0,51∙470=119,85, (кгс)
Поперечная сила Q:
Q1=Q2=±![]() , (3.32)
, (3.32)
Q1=Q2=± ±56330, (кг∙см)
±56330, (кг∙см)
При равномерно-распределённой нагрузке:
МИЗГ= , (3.33)
, (3.33)
гдеЕ - модуль упругости, Е=1,2∙106;Х - момент инерции, JХ=304 см4;
МИЗГ= , (кг∙см)
, (кг∙см)
а если
МИЗГ=![]() , (3.34)
, (3.34)
МИЗГ=![]() , (кг∙см)
, (кг∙см)
Необходимый момент сопротивления сечения:
WХ=![]()
 , (3.35)
, (3.35)
где[σИ] - допускаемое нормальное напряжение,[σИ]=1600 кг/см2
WХ= , (см3)
, (см3)
Из ГОСТ 8240-97 ближайший швеллер №10, с WХ =34,8 см3. Но из
конструктивных соображений принимается швеллер №14.
3.1.8.2 Определение усилия прижатия второго узла к раме двухстоечного кантователя
Усилие зажима Р узла массой Q, свариваемого в двухстоечном поворотном
кантователе (см. рисунок 3.1.12), находится из условия, что силы прижатия Р
обеспечивают сцепление установочных поверхностей М и свариваемого узла с
поверхностями опорных платиков рамы приспособленияи препятствуют выпадению узла
при повороте в наиболее опасное положение (поворот на 180° из плоскости).
Рисунок 3.1.12 - Схема установки узла в двухстоечном поворотном
кантователе
В этом случае усилие зажима Р находится:
Р=![]() Q/2 (3.36)
Q/2 (3.36)
Где![]() - коэффициент запаса:
- коэффициент запаса: ![]() =1,5;
=1,5;
![]() -
коэффициент трения скольжения стали по стали:
-
коэффициент трения скольжения стали по стали:![]() =0,2;-
масса узла: Q=242 кг.
=0,2;-
масса узла: Q=242 кг.
Р=1,5![]() 0,2
0,2![]() 242/2=36,3
, (кгс/см2)
242/2=36,3
, (кгс/см2)
3.1.8.3 Расчет пневмоприжима
В данном случае из конструктивных соображений усилие прижатие
назначаетсяРпр =150 Н. Из формулы 3.25 находим диаметр пневмоцилиндра. (см.
рисунок 3.1.9)
![]() , (3.37)
, (3.37)
![]() , (см)
, (см)
По ГОСТ15608-70 подбирается пневмоцилиндр с ближайшим наибольшим
диаметром 80 мм. Все остальные параметры пневмоцилиндра стандартные и
подбираются по диаметру.
3.1.9 Сборка - сварка третьего узла
Сборка и сварка третьего узла производится на одном рабочем месте, так, как загрузка этих рабочих мест мала.
Сборка третьего узла производится в приспособлении установленном на двухстоечном кантователе (см. рисунок 3.1.13). Кантователь необходим для обеспечения последующей сварки в нижнем положении.
Консольно-поворотным краном, позиция 1, устанавливается по упорам, позиция 2 и 8 (см. лист №7 графической части дипломного проекта «Приспособление для сборки - сварки третьего узла.) , боковина. Боковина прижимается к упору пневмоприжимом, позиция 5. На штоке пневмоприжима закреплен шаблон, служащий одновременно для прижатия боковины и для установки последующей детали упор. Шаблон оснащен винтовым прижимом, позиция 4. Деталь упор устанавливается по этому шаблону и прижимается к боковине винтовым прижимом. После того как эти две детали установлены производится прихватка детали упор к боковине. Прихватки производятся полуавтоматической сваркой в среде углекислого газа. Затем, по тем же самым упорам что и при установки боковины, устанавливаются два ребра. Ребра прижимаются с двух сторон. С одной стороны боковым на половину откидывающимся упором, позиция 2, а с другой эксцентриковым прижимом, позиция 10. Нижняя часть бокового упора, стационарная, а верхняя откидывающаяся. Верхняя часть упора откидывается по оси и фиксируется в рабочем положении пальцем. Эксцентриковый прижим прижимает ребро к боковине. При повороте рукоятки эксцентрика увеличивается радиус эксцентрика. Зазор между эксцентриком и прижимаемой деталью ребро постепенно уменьшается до нуля. Таким образом, ребро надежно прижимается к боковине. Прижимное усилие Q, развиваемое эксцентриком, в 10 - 12 раз больше прикладываемого. После того как ребра установлены и прижаты производится их прихватка к боковине. Затем устанавливается на ребра накладка. Правильность установки накладки обеспечивается боковыми откидывающимися упорами, позиция 2. После установки эта деталь прижимается винтовыми откидывающимися прижимами, позиция 9.. Винтовой откидывающийся прижим обеспечивает надежное закрепление детали накладка и всего узла на раме кантователя и предостерегает его от выпадения при повороте рамы.
Рисунок 3.1.13 - Компоновка рабочего места сборки - сварки третьего узла
После сборки производится сварка. Сварка узла производится полуавтоматической сваркой в среде углекислого газа, полуавтоматом ПДГ- 508 позиция 8, закрепленного на консольно-поворотном кране, сварочной проволокой Св-08Г2С, диаметром 1.6 мм., при сварочном токе 240А.После сварки швы и околошовные зоны зачищаются от шлака и брызг шлифмашинкой.
3.1.10 Расчет приспособлений для сборки третьего узла
3.1.10.1 Расчет рамы приспособления
Расчётрамыприспособленияпроизводитсясдопускаемойнормально-распределённойнагрузкойq, состоящая из веса собираемого узла. Расчётная схема рамы представлена на рисунке 3.1.14.
Равномерно-распределённая нагрузка q:
q=![]() , (3.38)
, (3.38)
где G - вес собираемого узла, G=76 кг;
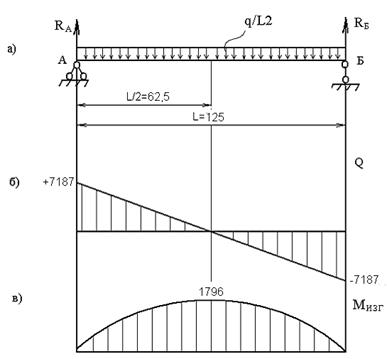
а) - силы, действующие на раму; б) - эпюра поперечных сил; в) - эпюра изгибающего момента в середине пролета.
Рисунок 3.1.14 − Расчётная схема рамы приспособления
q=![]() , (кг/см)
, (кг/см)
Реакции опор А и Б:
RА=RБ=![]() ∙q∙L, (3.39)
∙q∙L, (3.39)
RА=RБ=![]() ∙0,92∙125=57,5, (кгс)
∙0,92∙125=57,5, (кгс)
Поперечная сила Q:
Q1=Q2=±![]() , (3.40)
, (3.40)
Q1=Q2=± ±7187, (кг∙см)
±7187, (кг∙см)
При равномерно-распределённой нагрузке:
МИЗГ=, (3.41)
гдеЕ - модуль упругости, Е=1,2∙106;Х - момент инерции, JХ=304 см4;
МИЗГ= , (кг∙см)
, (кг∙см)
а если
МИЗГ=![]() , (3.42)
, (3.42)
МИЗГ=![]() , (кг∙см)
, (кг∙см)
Необходимый момент сопротивления сечения:
WХ=![]()
 , (3.43)
, (3.43)
где[σИ] - допускаемое нормальное напряжение,[σИ]=1600 кг/см2
WХ= , (см3)
, (см3)
Из ГОСТ 8240-97 ближайший швеллер №5, с WХ =9,1 см3. Но из конструктивных
соображений принимается швеллер №12.
3.1.10.2 Определение усилия прижатия третьего узла к раме двухстоечного кантователя
Усилие зажима Р узла массой Q, свариваемого в двухстоечном поворотном кантователе (см. рисунок 3.1.12), находится из условия, что силы прижатия Р обеспечивают сцепление установочных поверхностей М и свариваемого узла с поверхностями опорных платиков рамы приспособленияи препятствуют выпадению узла при повороте в наиболее опасное положение (поворот на 180° из плоскости).
В этом случае усилие зажима Р находится:
Р=![]() Q/2 (3.44)
Q/2 (3.44)
гдеQ - масса узла: Q=76 кг.
Р=1,5![]() 0,2
0,2![]() 76/2=11,4
, (кгс/см2)
76/2=11,4
, (кгс/см2)
3.1.10.3 Расчет винтового прижима
Винтовые прижимы имеют простую конструкцию, невысокую стоимость, надежны в работе, обеспечивают необходимые (иногда значительные) усилия.
В соответствии с рекомендациями [2] принимается необходимое усилие прижатия РПР=5000 Н.
По заданному усилию Р рассчитывают винт, гайку, корпус и элементы крепления прижима к корпусу приспособления.( рисунок 3.1.7).
Наружный диаметр винта:
DН=![]() , (3.45)
, (3.45)
где [σР] - допускаемое напряжение на растяжение материала винта при переменной нагрузке, [σР]=58÷98 МПа;
DН=![]() =11,3 , (мм)
=11,3 , (мм)
в соответствии с [9] принимается ближайшее большее значение dН=dВН=12мм, а также шаг резьбы t=1,75 мм.
Количество витков резьбы в гайке:
n= , (3.46)
, (3.46)
где ρ0 - удельное давление на поверхности ниток резьбы, для стального винта и гайки ρ0=90÷130 МПа;
n= ,
,
Высота гайки:
Н= , (3.47)
, (3.47)
где S - шаг винта, S=1,25 мм;- число заходов резьбы, m=1
Н=![]() , (мм)
, (мм)
принимается Н=62 мм.
Длина рукоятки:
L=![]() , (3.48)
, (3.48)
гдеW - усилие на рукоятке, принимается W=150 Н;
α - угол подъема резьбы, α=60°;
φ1 - угол трения в резьбовой паре,
φ1=arctg f, (3.49)
где f - коэффициент трения скольжения, сталь по стали f=0,15;
φ1=arctg 0,15=80,
L= (мм)
(мм)
Из конструктивных соображений длина рукоятки принимается L=150 мм.
Изгибающий момент действующий на стойку винтового прижима:
МИЗГ=РПР∙А, (3.50)
где А - расстояние от точки приложения усилия до оси стойки, А=150 мм;
МИЗГ=5000∙0,15=750, (Н∙м)
Допускаемый момент сопротивления сечения стойки:
WX= , (3.51)
, (3.51)
где [σИ] -допускаемое нормальное напряжение, [σИ]=1600 кг/см2
WX=![]() , (см3)
, (см3)
Из следующей формулы находится высота стойки h винтового прижима:
WX= , (3.52)
, (3.52)
где δ - толщина стойки, принимается δ=10 мм;
 , (см)
, (см)
Из конструктивных соображений высота стойки h принимается равной h=150мм.