Материал: 2330
СТРОИТЕЛЬСТВО. СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
балки и площадь нижнего стального пояса) становятся исходными для проектирования менее напряженных сечений. Переходя к их проектированию, следует отметить, что принятые параметры железобетонной плиты должны быть сохранены постоянными на всей длине пролетного строения, вследствие чего плита во всех сечениях кроме срединного будет недонапряжена. Для разрезных балочных систем целесообразно применять балки постоянной высоты, что требует сохранения найденной для срединного сечения «оптимальной»
высоты Н для других сечений пролета. В этих
условиях положение нейтральной оси по высоте сечений, а, следовательно, положение линии сопряжения стальной и железобетонной частей балки будет меняться.
Задача сводится к отысканию положения нейтральной оси в i-том сечении балки постоянной высоты с обеспечением оптимальной для данных условий площади растянутого стального пояса при заданном значении изгибающего момента. Напряженное состояние в i-том сечении сталежелезобетонной балки приведено (рис. 2).
Рис. 2. Напряженное состояние i-того сечения.
На рисунке приведены следующие обозначения: К – центр изгиба сталежелезобетонного сечения в середине пролета балки, К i- центр изгиба i- того сечения с недонапряженной железобетонной
плитой, Rис - нормальное напряжение в стальном
поясе, yб k H , ycт k H , yбi ki H ,
ycтт ki H – расстояния от центров тяжести до
крайних фибр сечений соответственно. На эпюре нормальных напряжений, приведенной к стали, сплошной линией ограничены напряжения в середине пролета, а прерывистой линией - напряжения в i-том сечении пролета.
Условие прочности (3) после не сложных преобразований с учетом параметров стальной и железобетонной частей сечения балки (рис. 2) может быть представлено в виде алгебраического уравнения четвертой степени относительно неизвест-
ной yб |
|
|
|
|
|
|
|
|
|
a y |
4 |
b y3 |
с y2 |
d y |
бi |
e 0 |
|||
|
|
бi |
бi |
|
бi |
|
|
(8), |
|
Где |
|
|
|
|
|
|
|
|
|
а |
1 |
р п1 ст , |
|
|
|
|
|||
|
|
|
|
|
|||||
6 |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
гл |
|
|
|
b |
|
р п1 |
ст H |
|
, |
|
|
||
3 |
|
|
|
||||||
|
|
|
|
|
2 |
|
|
||
,
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n1 ст H |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
Fn hn |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
гл2 |
|
|
|
|
|
|
|
|||||||||
|
|
|
р п1 ст |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
с |
H H гл |
|
|
|
|
|
|
|
|
, |
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
гл |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
п М |
|
||||||
|
|
|
2 |
Н |
|
|
|
F n |
ст |
H 2 |
|
1 |
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
2 |
|
|
n |
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
Rис |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
гл |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d |
H |
|
|
H гл |
|
|
Fn n1 |
ст H |
|
|
|
||||||||||||||||||||||||||
|
|
3 |
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
гл |
п1 |
М |
|
||||||||||
|
|
|
Fn hn |
n1 ст H |
|
|
2 Н |
|
|
|
|
|
|
|
|
|
|
; |
|
||||||||||||||||||
3 |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 Rис |
|
||||||||||||
|
|
|
|
|
1 |
|
|
|
гл |
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
||||
e |
|
|
Н |
|
|
Fn |
hn |
n1 ст |
H |
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
3 |
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1 |
|
|
|
2 |
|
|
|
|
|
|
|
|
гл2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
H H |
гл |
3 |
Fn hn n1 ст H |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
H Н гл п1 М
2 Rис
Решение уравнения (8) для ряда расчетных сечений балки в пределах полупролета сталежелезобетонного пролетного строения lр=42,0м по-
Вестник СибАДИ, выпуск 4 (22), 2011 |
41 |
СТРОИТЕЛЬСТВО. СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
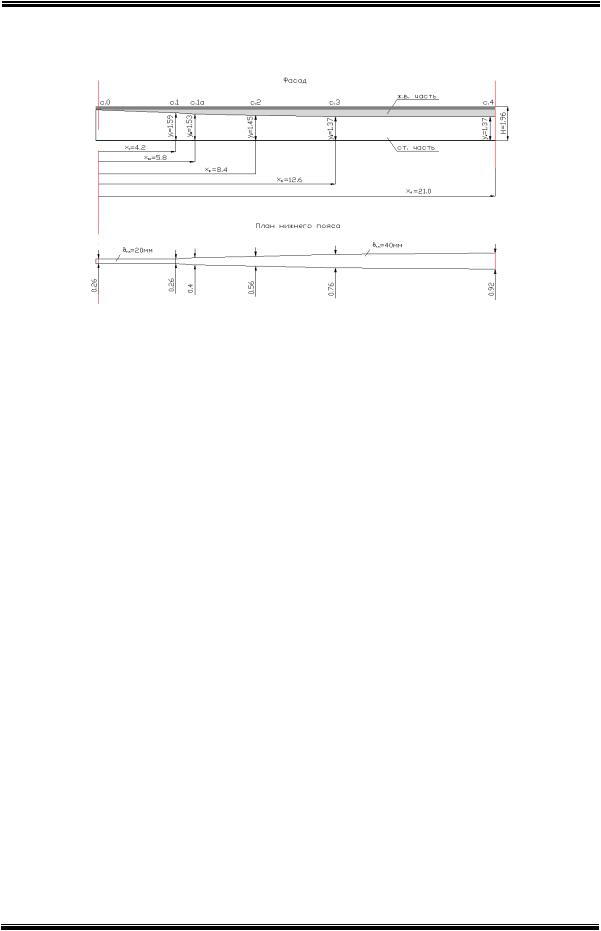
зволили оптимизировать параметры конструкции в |
бающих моментов по данным типового проекта |
соответствии со значениями расчетных моментов |
ГПИ «Ленгипротрансмост» 1968г. |
(рис. 3). В примере использованы значения изги- |
|
Рис.3. Конструкция оптимизированного пролетного строения L=42.5 м
Уравнение (8) позволяет найти необходимую высоту железобетонного (стального) элемента сталежелезобетонной балки заданной высоты с максимальным использованием прочностных свойств стали при любом изменении расчетного значения изгибающего момента.
Поскольку из условий обеспечения работы железобетонной плиты на изгиб в поперечном направлении прочностные свойства железобетонного элемента в продольном направлении полностью не используются, нейтральная ось сталебетонной балки меняет свое положение, приближаясь с уменьшением изгибающего момента к плите. Высота стальной стенки при этом увеличивается от середины пролета к опорам.
Найденные соотношения высот железобетонного и стального элементов объединенного сечения позволяют согласно (7) получить для каждого расчетного сечения требуемую площадь стального нижнего пояса. Сохранение принятой толщины листа постоянной дает возможность применения горизонтального листа с плавным изменением его ширины.
Сопряжение железобетонной и стальной частей балки определено зоной максимальных сдвигающих напряжений.
Рассчитанное по предлагаемой методике сталежелезобетонное пролетное строение полной длиной 42.5м в равных условиях с типовой конструкцией Ленгипротрансмоста (серия 3.503-18 608/1) имеет более низкую материалоемкость по расходу стали для главных балок. Общий расход стали на стенку и нижние пояса пролетного строения составляет 26,76 тонн, что на 26% меньше соответствующего расхода стали отмеченной типовой конструкции.
Заключение
1. Предлагаемая конструкция сталежелезобетонных мостовых балок является примером наиболее рационального распределения материала при максимальном использовании его несущей способности в сравнении с известными решениями.
2.Предлагаемый способ проектирования позволяет находить оптимальные параметры конструкции в доступной для инженера форме.
3.Предлагаемая конструкция требует новых технологических решений при сооружении сталежелезобетонных мостов по отношению к применяемым ранее.
Библиографический список
1.Стрелецкий Н.Н. Сталежелезобетонные мосты. М.: Транспорт. 1965.
2.Уткин В.А. Авторское свидетельство СССР
№1823891 А3 кл. Е 01 Д 7/02. Сталежелезобетонное пролетное строение, 1991.
3.СНиП 2.05.03-84* Мосты и трубы / Минстрой России. – М.: ГП ЦПП, 1996.
THE REGULATION OF THE NEUTRAL AXIS POSITION WHEN DESIGNING SECTIONS OF STEEL REINFORCED CONCRETE SPAN STRUCTURES
V.A. Utkin
The article deals with the structure of steel reinforced concrete span construction, which differs from well known decisions since it is constructed from separate steel reinforced concrete blocks joined with the sticky joint in reinforced concrete part and joining of steel part with strong bolts. The structure is designed to carry constant and temporary load with joined section. In this case reinforced concrete element deals with the compressed loading and steel structure – with tension one.
Уткин Владимир Александрович - доктор технических наук, профессор кафедры «Мосты и тоннели» СибАДИ. Основное направление научной деятельности – совершенствование конст- руктивно-технологических форм пролетных строений мостов. Общее количество опубликованных работ: 61.
42 |
Вестник СибАДИ, выпуск 4 (22), 2011 |
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ И СИСТЕМЫ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ
РАЗДЕЛ III
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ. СИСТЕМЫ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ
УДК 629.78
ЗАДАЧИ ГЕОМЕТРИЧЕСКОГО МОДЕЛИРОВАНИЯ В СОЗДАНИИ СИСТЕМ АВТОМАТИЗАЦИИ КОНСТРУИРОВАНИЯ ОБВОДООБРАЗУЮЩИХ ПОВЕРХНОСТЕЙ СЛОЖНЫХ ОБЪЕКТОВ
А.Л. Ахтулов, Л.Н. Ахтулова
Аннотация. Представлен алгоритм конструирования обводообразующих поверхностей методами геометрического моделирования и компьютерной графики.
Ключевые слова: конструирование, геометрическая модель, сложные обводообразующие поверхности, сетка плоских сечений.
В настоящее время отечественная промышленность широко использует ряд интегрированных систем проектирования [1, 6, 8-13], автоматизирующих процесс разработки и производства сложных объектов. Проектирование поверхностей сложной формы осуществляется во многих промышленных отраслях, например, при построении кузова автомобиля и аэродинамических обводов летательных аппаратов. Современный автомобильный транспорт по сложности геометрических форм технических решений хоть и уступает аэрокосмическим объектам, но отдельные образцы уже составляют достойную конкуренцию.
Рациональность применения САПР определяется большими и сложными системами, наиболее типичными представителями, которых являются летательные аппараты (ЛА). Эффективность применения прикладных программ [5, 12] растет по мере увеличения сложности и количества итераций процесса проектирования, поэтому целесообразно рассматривать геометрическое [5, 8, 9, 13, 14] и математическое моделирование [6, 10-12] оптимальных контуров сложных поверхностей в системах автоматизации проектирования применительно к ЛА.
Практически все этапы создания новых сложных объектов - от проектирования до изготовления, связаны с решением разнообразных геометрических задач, которые в одних областях играют второстепенную роль, а в других - функциональные свойства объекта зависят от внешних форм отдельных узлов и их взаимной компоновки. Особую роль задачи формообразования приобретают при проектировании внешних и внутренних обводов агрегатов и ЛА в целом [2, 4], кузова автомобиля [3, 6], так как часто от формы объекта зависит его эстетическое восприятие, которое как показывает время, меняется под воздействием различных факторов. Техническая и эстетическая составляю-
щая геометрии различных объектов по разному влияют на результат проектирования и играют определенную роль , так, например, в совершенстве обводов современного ЛА, они достигаю полного единства целей, а в конструкции отдельных деталей кузова автомобиля, обладая эстетическим воздействием, не выполняют важных функции. Отметим, что эстетическое восприятие не маловажно для реализации продукции, так как при относительно одинаковых стоимости и технических характеристиках покупатель оценивает продукт по совершенно не техническому критерию: «смотрится» он или нет. Более совершенная гладкая поверхность обшивки ЛA обеспечивает не только хорошие аэродинамические характеристики, но и придает ему более красивые очертания.
Для построения поверхностей используются методы начертательной, аналитической, многомерной геометрий, программирования и компьютерной визуализации, позволяющей судить о достоверности полученных результатов. Проектирование поверхностей в области геометрического моделирования отражено в работах многих авторов, в том числе В.Я. Волкова и В.Ю. Юркова [7]. К области прикладной геометрии автоматизация и визуализация поверхностей можно отнести работы авто-
ров [2-4].
Проектирование сложных поверхностей в авиаракетостроении представляет немалые трудности, т.к. приходится решать целый ряд задач по увязке взаимопротиворечащих требований аэродинамики, размещения оборудования, конструкции и технологии.
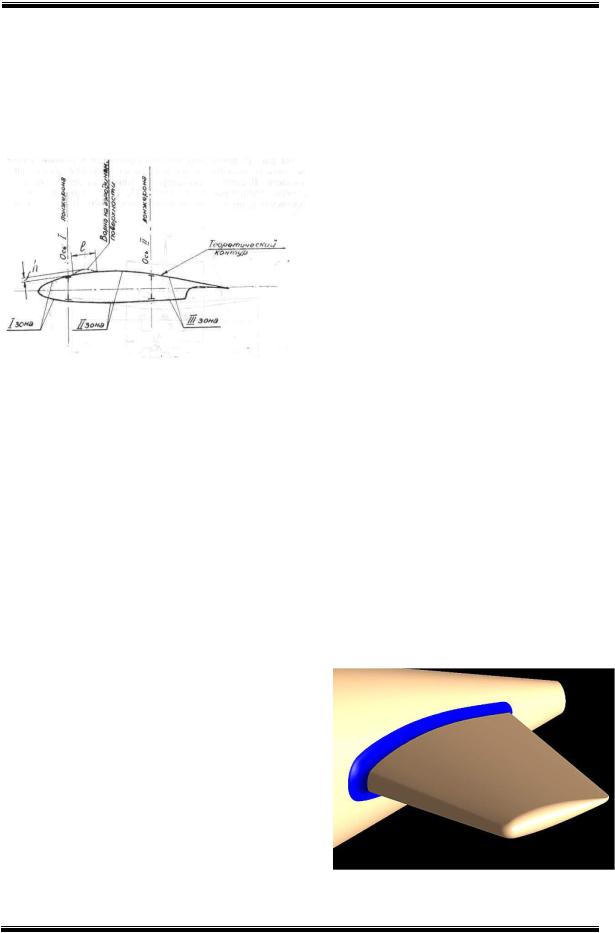
Внешние и внутренние обводы таких объектов представляют собой совокупность поверхностей сложной формы и сопряжений между этими поверхностями. Для их задания на определенном этапе проектирования выпускается теоретический чертеж (рисунок 1), где используются различные
Вестник СибАДИ, выпуск 4 (22), 2011 |
43 |
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ И СИСТЕМЫ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ
способы построения формообразующих линий: кривые второго и третьего порядка, прямые, дуги окружностей, таблицы точек, сплайны или другие специальные кривые, определяющие способ задания обводов. От точности воспроизведения обводов зависят многие характеристики объекта, в том числе его скорость, маневренность и экономичность.
Рис. 1. Фрагмент теоретического чертежа
Поэтому при построении реальных обводообразующих поверхностей в настоящее время применяются как методы, которые принято называть традиционными, так и методы, использующие математические модели для представления обводов и соответствующих конструкций в пространстве (трехмерные модели). До недавнего времени господствовал традиционный способ плазовотехнологической подготовки производства, предполагающий выпуск специальной технологической оснастки для всех этапов изготовления деталей, имеющих выход на обводообразующие элементы конструкции объекта.
Проектируемые и создаваемые объекты в таких отраслях, как аэрокосмическая, автомобильная, судостроительная имеют значительные пространственные размеры, поэтому создание элементов конструкции связанны со сложными обводами, которые выполняются на чертеже в уменьшенном масштабе. Кроме того в процессе изготовления отдельных деталей происходит накопление погрешностей, и контуры реально полученных деталей могут значительно отличаться от заданных. Чтобы устранить этот недостаток применяется так называемый плазово-шаблонный метод, суть которого в следующем.
Разрабатываются специальные теоретические чертежи с таблицами координат для плаза и сборочные чертежи. При этом рабочие чертежи на каждую отдельно взятую деталь, изготавливаемую из листового или профилированного материала методом раскроя, гибки или вытяжки, как правило, не выпускаются: необходимые данные для изготовления таких деталей указывают на сборочных чертежах или берут с плаза.
На основании теоретического чертежа по дискретному набору точек геометрические обводы судна (самолета, корабля) строятся в натуральную
величину на специально подготовленной поверхности - плазе. Затем по плазу выполняются шаблоны, болванки, эталоны стыков, сборочные постели
идругая оснастка, необходимая для изготовления объекта. Таким образом, после вычерчивания плаза именно он (его рабочая поверхность) становится основным - эталонным - носителем информации о размерах.
Конечно, применение плазово-шаблонного метода в несколько раз удешевило и ускорило сборку: намного выгоднее один раз скрупулезно увязать конструкцию на плазе, а потом без проблем производить сборку на потоке, чем подгонять на каждом изделии каждую деталь. С другой стороны, значительно возросли объем подготовки производства и затраты на соответствующие приспособления и инструмент. Недостатком плазово-шаблонного метода является и то, что все основное производство
иего подготовка не могут быть начаты до завершения плазовой разбивки. Производство полностью зависит от шаблонов - жестких носителей форм и размеров.
Для устранения недостатков плазовошаблонного метода менялись его отдельные этапы (внедрялся, например, фотопроекционный метод), но технологический прорыв стал возможен только с появлением компьютерных технологий и применением интегрированных проектно-производственных систем (CAD/CAM). Это позволило перейти на принципиально новую технологию, исключающую традиционный метод и его вариации.
Кривые, которые были построены по тем или иным объектам (например, в результате пересечения поверхностей), ассоциативно связаны с этими объектами: с изменением объектов кривые будут меняться. Еще удобнее управлять такими зависимостями, имея возможность отказываться от них или на некоторое время «замораживать».
При создании поверхности в окружении других поверхностей (рисунок 2) можно задать условия касательности создаваемой поверхности к граничным поверхностям или условия сохранения кривизны между поверхностями. При необходимости есть возможность создать поверхность, у которой одно ребро вырождается в точку.
Рис. 2. Иллюстрация поверхности сопряжения
44 |
Вестник СибАДИ, выпуск 4 (22), 2011 |
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ И СИСТЕМЫ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ
Таким образом, формирование модели объекта на этапе подготовки производства создает основу для создания единой информационной базы, которая пополняется данными на всех этапах создания, то есть в течение всего жизненного цикла объекта. Другими словами, трехмерная модель, становится основой для внедрения CALSтехнологий.
Опыт работы российской промышленности, показывает, что число различных шаблонов и эталонов деталей, используемых для производства, постепенно уменьшается. Каждая изготовленная деталь может сравниваться с ее математической мо-
делью. Применение систем геометрического проектирования способно коренным образом изменить технологию подготовки производства в различных областях производства и плаз в его традиционном представлении заменяется трехмерной геометрической (компьютерной) моделью объекта.
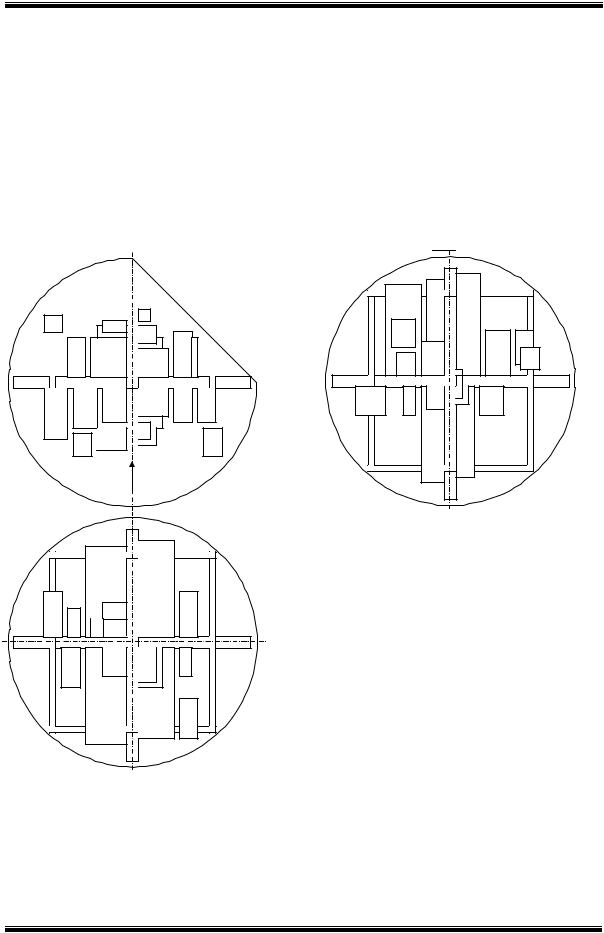
Второй немаловажной задача геометрического проектирования сложных технических объектов является размещение заданного набора элементов определенной формы и размеров внутри заданной пространственной оболочки (рисунок 3).
31 |
|
18 |
|
|
29 |
|
|
|
14 |
|
27 |
|
|
||
|
|
|
|
|
25 |
|
|
|
10 |
2 |
|
|
|
26 |
|
|
|
|
|
|
8 |
|
|
11 |
|
5 |
9 |
|
1 |
21 |
23 |
|
|
|
24 |
|
15 |
|
20 |
|
|
30 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
|
|
|
|
|
|
А |
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
12 |
3 |
26 |
|
|
|
|
|
|
|
|
||
31 |
32 |
18 |
16 |
|
|
|
|
|
|
|
|
|
|||
|
10 |
|
14 |
|
22 |
|
|
|
|
|
|
|
|
28 |
|
|
|
|
|
|
27 |
|
|
|
|
|
|
|
|
25 |
|
|
|
2 |
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
9 |
1 |
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
|
21 |
23 |
|
|
24 |
|
|
20 |
|
34 |
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
11 |
22 |
19 |
13 |
33 |
|
|
|
|
17 |
|
|
|
|
4 |
6 |
|
|
|
|
|
|
|
Рис. 3. Вариант размещения приборов в отсеке
В такой постановке задача легче поддается формализации, и для ее решения могут быть использованы методы автоматизированного проектирования [5]. Задача размещения заключается в определении координат элементов и их углового положения относительно оболочки, удовлетво-
ряющих заданным требованиям.
В процессе проектирования разрабатываются несколько вариантов компоновки. Полученные варианты размещения элементов анализируются. Анализ степени выполнения требований к размещению позволяет выбрать вариант для изготовле-
Вестник СибАДИ, выпуск 4 (22), 2011 |
45 |