Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
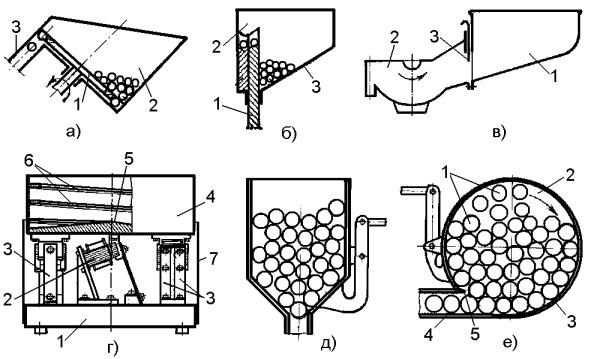
Бункерные загрузочные устройства получили наиболее широкое распространение. Конструктивные исполнения бункеров в таких устройствах, как правило, взаимосвязаны с формой и размерами загружаемых изделий и в большинстве случаев представляют собой емкости, образующие поверхности в которых сочетаются сложными криволинейными переходами. Если изделия загружаются в бункер в упорядоченном (ориентированном) положении, то такие загрузочные устройства называются бункерами-магазинами и выполняются в виде емкостей, сохраняющих ориентированное положение изделий и обеспечивающих их упорядоченный выход через соответствующее окно на позицию захвата. В зависимости от конфигурации загружаемых изделий они выполняются в виде симметричных и несимметричных прямоугольных емкостей с наклонным дном, переходящим в окно или в виде вертикальных ковшеобразных емкостей с выгрузочным окнам. Такие бункерымагазины (рис.4.2д) применяются, в частности, для загрузки в технологические автоматы туб и других изделий цилиндрической формы.
Если штучные изделия загружаются в бункер навалом, а выдаются из него систематизированным потоком, то такие устройства называют бункерными загрузочно-ориентирующими устройствами (БЗОУ). В этом случае бункеры имеют форму, обеспечивающую предварительное внутрибункерное ориентирование загружаемых объектов, а также содержат разнообразные захватно-подающие механизмы, осуществляющие выдачу из них изделий систематизированным потоком.
Бункеры могут выполняться односекционными и двухсекционными. Односекционные бункеры (рис.4.2а) содержат захватно-подающие механизмы в емкости, загружаемой штучными изделиями. В процессе работы эти механизмы производят интенсивное ворошение всей массы изделий, что может вызвать их повреждение (появление на поверхности потертостей, царапин, забоин, вмятин). В двухсекционных бункерах (рис.4.2в) загрузка изделий осуществляется в одну секцию, которая называется предбункером 1, а захватноподающие механизмы располагаются во второй секции – бункере 2. При этом предбункер от бункера отделяется заслонкой 3, положением которой регулируется интенсивность потока пересыпающихся изделий. При таком исполнении в предбункер можно загружать большую массу изделий и подавать их в бункер требуемым потоком, а приданием донной части бункера оптимальной формы можно улучшить предварительное ориентирование и захват изделий. Для повышения надежности пересыпания изделий предбункер делают иногда качающимся.
Требуемый объем бункера определяется запасом штучных изделий, необходимым для обеспечения непрерывной автономной работы питаемого автомата в течение расчетного периода времени и может быть вычислен по формуле:
VБ |
|
Т VИ |
, см3 |
(4.1) |
|
||||
|
|
t kv |
|
|
где Т – расчетный период времени непрерывной работы автомата с одной загрузки бункера, мин.;
VИ – объем одного загружаемого изделия, см3;
41
t – продолжительность цикла упаковывания одного изделия, мин.;
kv – коэффициент объемного заполнения бункера загружаемыми изделиями; для цилиндрических, конических, шарообразных и некоторых других изделий kv = 0,5 – 0,65.
Рис.4.2. Конструктивные исполнения загрузочных устройств
Наиболее широко применяются бункеры ковшеобразной, цилиндрической и конусной формы.
Если захватно-подающий механизм представляет собой вращающийся диск 1 (рис.4.2а) с профильными вырезами, то его обычно располагают в донной части бункера 2, имеющего форму усеченного цилиндра, а для надежной выдачи заготовок в лоток 3, такой бункер устанавливают под соответствующим углом к горизонту.
При применении возвратно-поступательно перемещающегося шиберного группового захватно-подающего механизма 1 (рис.4.2б), бункер 2 выполняется с наклонным дном 3 или ковшеобразной формы, а если захватно-подающий механизм представляет собой вертикально перемещающуюся трубку или штырь, то донная часть у бункера выполняется в виде конической воронки.
В дисковых фрикционных загрузочных устройствах (рис.4.2е) изделия 1 загружаются или подаются на непрерывно вращающийся горизонтальный диск 2, где под действием центробежной силы постепенно перемещаются по его поверхности к неподвижной охватывающей обечайке 3. При этом на одном из участков стенки обечайки выполняется окно, соединяющееся с отводящим лотком 4, и изделия направляются в него систематизированным потоком с помощью отсекающей планки 5 из сопрягающегося с обечайкой крайнего ряда. Такие вращающиеся столы успешно используются для загрузки, например, плоских и объемных круглых изделий (прокладок, крышек, банок).
Бункерные вибрационные загрузочные устройства (рис.4.2г) характеризуются тем, что изделия загружаются в них навалом, а затем под
42
воздействием вибрации перемещаются на спиральный лоток и в процессе движения по нему упорядочиваются в систематизированный поток с одновременным первичным или полным ориентированием. При этом регулирование скорости движения изделий в бункере может осуществляться бесступенчато в широком диапазоне. Наиболее широкое распространение получили вибробункеры с электромагнитным приводом. Они состоят из основания 1, к которому крепятся электромагнитный привод 2 и наклонные стержневые или плоские пружины (рессоры) 3, несущие цилиндрический бункер 4 с конусным дном 5 и спиральным лотком 6 на обечайке. При этом привод с основанием располагаются в звукоизолирующем кожухе 7. Движение изделий по спиральному лотку осуществляется в результате взаимодействия сил инерции, тяжести и трения при гармоничных колебаниях бункера на упругих наклонных рессорах с амплитудой А и круговой частотой ω от электромагнитного привода.
Разнообразные захватно-подающие механизмы, обеспечивающие выдачу изделий из загрузочных устройств систематизированным потоком с их предварительным ориентированием, в зависимости от конструктивного исполнения подразделяются на следующие.
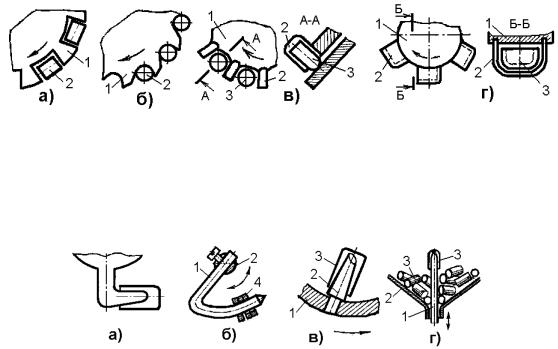
Дисковые с профильными вырезами (рис.4.3а-в), карманчиками (рис.4.3г)
иповоротными механизмами; применяются выдачи цилиндрических, круглых плоских, многогранных, шарообразных и им подобных изделий.
Рис.4.3. Конструктивные исполнения дисковых захватно-подающих механизмов
Крючковые (рис.4.4а-б)и штыревые(рис.4.4в-г), которые применяются для выдачи разнообразных полых изделий типа колпачков, а также деталей содержащих отверстия, выемки и пазы.
Рис.4.4. Конструктивные исполнения крючковых и штыревых захватно-подающих механизмов
Вибролотковые, включающие разнообразные спиральные дорожки, располагающиеся обычно в вибробункерах. Под воздействием вибрации они осуществляют захват из бункера загружаемых навалом изделий, а также их поточное транспортирование с одновременным упорядочиванием в систематизированный однослойный поток и предварительным или полным ориентированием. По конструктивному исполнению вибробункеры
43
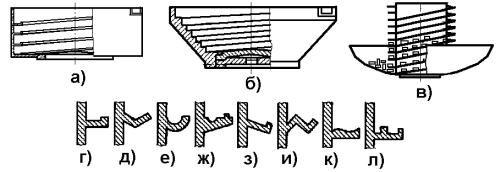
подразделяются на цилиндрические (рис.4.5а), конические (рис.4.5б) и комбинированные (рис.4.5в), в которых изделия захватываются из конического бункера-накопителя спиральной дорожкой, выполненной на внешней стороне соосного с ним вертикального цилиндра. Форма и размеры несущей поверхности спиральной дорожки вибробункера определяется конфигурацией и размерами подаваемых изделий (рис.4.5г-л). Она должна обеспечивать формирование однослойного систематизированного потока из подаваемых изделий с удалением неправильно расположенных или образующих второй слой.
Рис.4.5. Конструктивные исполнения вибролотковых захватно-подающих механизмов
Исполнение захватно-подающих механизмов взаимосвязано с конструкцией выдаваемых изделий, а их совершенством во многом определяется производительность и надежность работы БЗОУ.
4.2. Ориентирующие устройства
Ориентирующие устройства представляют собой комплекс разнообразных механизмов и поверхностей, обеспечивающих контроль исходного положения поступающих изделий и их переориентацию к заданному положению, необходимому для выполнения соответствующей технологической операции (укладки, сборки, упаковывания и т. д.).
Изделия ориентируют по таким признакам, как форма, размеры, масса, расположение центра тяжести, физическим свойствам, специальным маркировкам, а также по совокупности нескольких отличительных признаков. В процессе автоматического ориентирования изделий различают два следующих основных этапа:
предварительное (или первичное) ориентирование, при котором изделия из хаотичного состояния захватно-подающими механизмами переводятся в определенные первичные устойчивые положения относительно ориентирующих поверхностей;
окончательное (или вторичное) ориентирование, при котором из случайных первичных устойчивых положений изделия переводятся к одному заданному положению (активное ориентирование) или при котором неправильно ориентированные изделия отделяются от изделий находящихся в требуемом положении и направляются на повторное предварительное ориентирование (пассивное ориентирование).
Соответственно в устройствах активного ориентирования все поступающие изделия из случайных первичных устойчивых положений
44
переводятся к одному заданному положению, а в устройствах пассивного ориентирования – изделия находящиеся в требуемом положении отделяются от неправильно ориентированных изделий, направляемых на повторное предварительное ориентирование.
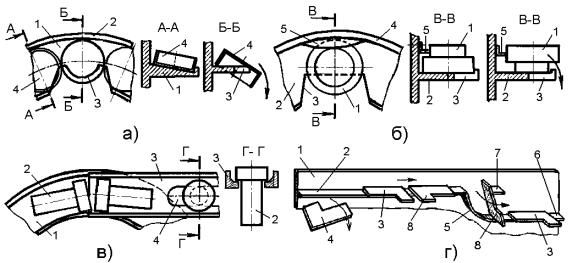
В частности в вибробункерных, вибролотковых и адекватных комбинированных устройствах вибрирующими захватно-ориентирующими механизмами обычно являются разнообразные дорожки и лотки, а также выполненные в них или установленные вдоль них различные механические конструктивные элементы, обеспечивающие пассивное или активное ориентирование движущихся систематизированным потоком изделий. Например, при пассивном ориентировании колпачков и крышек в спиральной дорожке 1 (рис.4.6а) вибробункера 2 выполняют полукруглый вырез 3 радиусом несколько меньшим внутреннего радиуса колпачка 4. При этом колпачки 4, расположенные донышком вниз свободно проходят по этому вырезу, а расположенные отверстием вниз – теряют опору на вырезе и соскальзывают по нему с дорожки 1 обратно в бункер на повторное первичное ориентирование.
Рис.4.6. Конструктивные исполнения вибрационных ориентирующих механизмов
Для дисков 1 (рис.4.6б) и других аналогичных симметричных изделий со ступенчатой боковой поверхностью также применяют пассивное ориентирование, обеспечиваемое выполнением в дорожке 2 выреза 3 и установкой над ним на обечайке 4 вибробункера секторного сбрасывателя 5. При этом диски 1, движущиеся на поверхности большего диаметра, проходят над вырезом 3 и остаются на дорожке 2, а перевернутые – находят на сбрасыватель 5, смешаются им в сторону выреза 3 и сбрасываются с дорожки обратно в бункер на повторное первичное ориентирование.
Для активного ориентирования движущихся по дорожке 1 вибробункера симметричных изделий 2 (рис.4.6в) с головками (болтов, гвоздей, шурупов, винтов), в сопрягающемся с дорожкой прямолинейном лотке 3 выполняется паз 4. При этом подаваемые изделия 2 частями меньшего диаметра западают в этот паз и повисают в лотке 3 на головках в одинаковом вертикальном положении.
Несимметричные плоские детали (рис.4.6г) со смещенным центром тяжести, движущиеся по дорожке вибробункера 1 в четырех положениях,
45