Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
полиэтиленом бумаги, масса 1м2 которых составляет 30 – 40 г. В литом корпусе 1 (рис.8.9) данного устройства, закрепляемом на станине автомата, содержится редуктор, роликовый механизм термоконтактного нагрева и тянущеохлаждающий механизм. При этом входной вал 2 редуктора, установленный на шарикоподшипниках во втулке 3 корпуса, содержит звездочку 4, которая связывает его цепной передачей с общим приводом автомата. На втором же конце вала 2 располагается шестерня 5 конической зубчатой передачи, связанная с аналогичной шестерней 6, закрепленной на ведомом валу 7. На втором конце этого вала установлена шестерня 8 редуктора, которая находится в зацеплении с зубчатыми колесами 9 и 10, располагающимися на ведущих валах 11 и 12 устройства.
Ведущий же вал 12 тянуще-охлаждающего механизма, вращающийся на шарикоподшипниках во втулке 13 корпуса, связан аналогичным зубчатым колесом 14 с ведомым валом 15, вращающимся на шарикоподшипниках во втулке 16, которая установлена в корпусе 1 на оси 17 и фиксируется винтом 18. На концах синхронно вращающихся валов 12 и 15 этого механизма крепятся сопрягающиеся тянуще-охлаждающие ролики 19 и 20 соответственно.
Рис. 8.9. Ротационное устройство продольной термоконтактной сварки заверточного автомата модели Л5-03Л
141
Ведущий же вал 11 механизма термоконтактного нагрева, вращающийся на шарикоподшипниках во втулке 21 корпуса, связан через аналогичное зубчатое колесо 22 с ведомым валом 23 этого механизма, вращающимся на шарикоподшипниках во втулке 24, установленной в корпусе 1 на той же оси 17 и фиксируемой винтом 25. Сопрягающиеся нагревательные ролики 26 и 27, закрепленные на концах синхронно вращающихся валов 11 и 23 данного механизма, имеют кольцевые пазы, в которых уложены спиральные электронагревательные элементы сопротивления 28 и 29 соответственно. Эти электронагревательные элементы соединяются термостойкими проводами, проходящими через продольные отверстия валов, с закрепленными на их противоположных концах коллекторами 30 и 31. Напряжение же от источника питания подается по проводам 32 на щеткодержатель 33, а с него через подпружиненные графитовые щетки 34 и 35 на сопрягающиеся контактные кольца вращающихся коллекторов 30 и 31 и далее по проводам на электронагревательные элементы, располагающиеся в роликах 26 и 27.
Вращением винта 36, установленного в кронштейне 37 корпуса обеспечивается регулировка расположения соединительного шва относительно продольной оси свариваемого рукава 38. Все механизмы устройства, располагающиеся в его корпусе 1, закрывает защитный кожух 39.
Для заправки свариваемых концов рукава 38 сопрягающиеся пары роликов разводятся за счет соответствующего поворота втулок 16 и 24 на оси 17 с помощью фиксирующих винтов 18 и 25. Затем в образовавшийся зазор заводятся сложенные концы свариваемого рукава и зажимаются между сопрягающимися парами путем обратного перемещения отведенных роликов 20 и 27 в исходное положение. Далее задается температура на электронагревательных роликах 26 и 27 в зависимости от свойств соединяемых материалов путем соответствующей регулировки силы тока, питающего их электронагревательные элементы сопротивления, и после этого устройство включается в работу.
В процессе же работы устройства соединяемые части изготовляемого рукава 38 пропускаются между двумя синхронно вращающимися электронагревательными роликами 26 и 27, которые зажимают их с усилием Р, разогревают в зоне контакта до вязкотекучего состояния и, непрерывно продвигая, сваривают. Быстрое же охлаждение полученного сварного шва производит следующая пара синхронно вращающихся тянуще-охлаждающих роликов 19 и 20.
Рассмотренные устройства непрерывной термоконтактной сварки позволяют получать качественные неразъемные соединения на изделиях, изготовляемых преимущественно из рулонных полимерных и ламинированных материалов, обеспечивая при этом высокую производительность и уровень автоматизации процесса.
Для получения сварных швов сложной конфигурации, например, при герметичном укупоривании платинками пластмассовых стаканов или лотков по замкнутому контуру, в устройствах термоконтактной сварки периодического действия (клещевых) применяется сварочный инструмент, который представляет собою плоскую плиту 1 (рис.8.10).
142
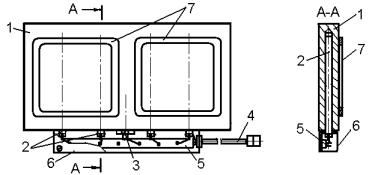
Рис. 8.10. Конструктивное исполнение электронагревательной плиты для термоконтактной сварки
Внутри же этой плиты располагаются электронагревательные элементы сопротивления 2 (ТЭНы), а также термопара 3, обеспечивающая поддержание температуры ее нагрева на заданном уровне. Подсоединение кабеля 4, к ТЭНам 2 и термопаре 3 осуществляется через клеммную колодку 5, закрепленную на торце плиты и закрываемую защитным кожухом 6. На плоской рабочей поверхности плиты 1 закрепляются металлические накладки 7 толщиной 2 – 4 мм, контур и ширина которых соответствуют выполняемым сварным швам. Обычно плита 1 и сменные накладки 7 изготовляются из алюминиевого сплава марки Д16. При этом рабочая поверхность накладок 7 тщательно полируется, для исключения прилипания нагреваемого материала. При выполнении рабочей поверхности накладок рифленой, она дополнительно покрывается тонким антиадгезионным слоем, например тефлоновым или из состава на силиконовой основе. В период работы плита 1 вместе с накладками 7 разогревается электрическим током до заданной температуры, контролируемой термопарой 3. Заполненные же пластмассовые стаканы устанавливаются в окна второй опорной плиты так, чтобы их фланцы опирались на ее поверхность. Далее стаканы накрываются платинками, которые затем прижимаются по контуру к их фланцам накладками 7 опускающейся плиты 1, при этом сопрягающиеся части изделий нагреваются в зоне контакта до вязкотекучего состояния и герметично свариваются. После этого плита 1 поднимается приводом в исходное положение, укупоренные стаканы извлекаются из окон опорной плиты и цикл повторяется. За один цикл такие устройства одновременно могут выполнять несколько сварных швов разнообразного контура, а переналадка их на другие изделия производится путем закрепления на плите 1 адекватных сменных накладок.
Клещи переносные термоимпульсные модели АПН17.005М,
предназначены для выполнения заключительного герметизирующего сварного шва на полимерных пленочных пакетах, мешках и чехлах после укладки в них упаковываемой продукции, а также для изготовления малых партий и единичных экземпляров пленочной полимерной тары.
Характеризуется это устройство следующими техническими данными: Производительность, циклов/час (м/мин), не менее………240(0,64); Способ сварки – двусторонним электроимпульсным нагревом; Длина шва, выполняемого за один цикл, мм, не более………… 160; Время нагрева свариваемого шва, с, не более …………………… 10;
143
Толщина свариваемых пленок, мм ....... ………………… 0,15 – 0,4; Питание – переменный ток: частота, Гц ………………………… 50;
напряжение, В……………………… 220; Напряжение на нагревательных элементах клещей, В:
врежиме работы I .………………….. 7;
врежиме работы II …………………. 12;
Потребляемая мощность, кВт, не более ……………………….0,25; Габаритные размеры (длина, ширина, высота), мм, не более:
клещей …………………. 211 x 166 x 86;
блока управления …….. 235 x 195 x 190; Длина соединительного шнура, м ………………………….. 3 ± 0,1; Масса изделия, кг, не более …………………………………….. 7,5.
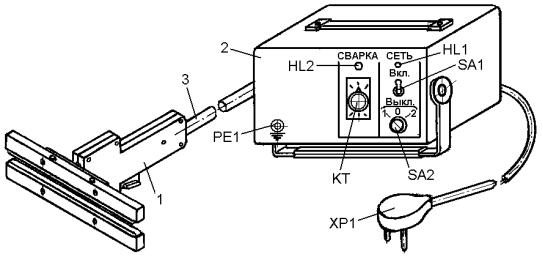
Данное устройство включают в себя ручные сварочные клещи 1 (рис.8.11), блок управления 2 и соединительный кабель 3.
Рис. 8.11. Клещи переносные термоимпульсные модели АПН17.005М
Ручные сварочные клещи 1 в свою очередь состоят из двух плоских соединенных между собой щек 4 и 5 (рис.8.12), образующих корпус с ручкой, внутрь которого через торцевую стенку ручки введен кабель соединительный 3, закрепляемый прижимной планкой 6 и соединяющийся с нагревательными элементами сопротивления ЕК1, ЕК2, а также с микровыключателем SQ клещей через клеммную колодку 7. В корпусе клещей располагаются также две плоские пластины: неподвижная 8 и подвижная 9 с кронштейнами 10 и 11 соответственно, на которых втулками 12 и винтами 13 крепятся встречно две одинаковые электронагревательные линейки. Состоят эти линейки из металлических кожухов 14, в которых размещаются плоские стеклотекстолитовые планки 15, а на торцевой рабочей поверхности этих планок располагаются нагревательные элементы сопротивления ЕК1 и ЕК2 соответственно, выполненные из нихромовой ленты толщиной 0,2 мм. Присоединяются же нихромовые ленты своими концами к проводам питания и планкам 15 винтами 16 вместе с дугообразными плоскими пружинами 17, обеспечивающими и постоянное натяжение. Кроме этого наружная рабочая поверхность нагревательных элементов ЕК1 и ЕК2 покрывается оболочками из фторопластовой пленки 18, закрепляемой на планках 15 накладками 19 и винтами 20. Требуемая величина зазора S между неподвижной и
144
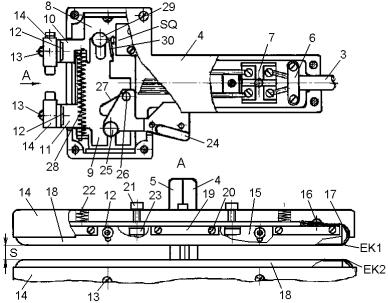
подвижной электронагревательными линейками регулируется винтами 21, удерживающими в кожухе 14 неподвижной линейки планку 15, постоянно отжимаемую пружинами 22. Например, для увеличения зазора S винты 21 вворачиваются во втулки 23, закрепленные в окнах планки 15, и последняя, сжимая пружины 22, втягивается внутрь кожуха 14 на адекватный размер. Перемещение же подвижной электронагревательной линейки к неподвижной (их смыкание) осуществляется от нажатия пальцем руки на выступающий из ручки рычаг 24. При этом он поворачивается на оси 25 и нажимает своим роликом 26 на сопрягающуюся наклонную поверхность 27 паза в подвижной пластине 9. От этого пластина 9, растягивая пружину 28, перемещается вместе с электронагревательной линейкой вверх по направляющим осям 25 и 29, нажимая в конечном положении своим косым упором 30 на кнопку микровыключателя SQ, закрепленного на неподвижной пластине 8. При отпускании же рычага 24, от усилия растянутой пружины 28 подвижная пластина 9 вместе со своей электронагревательной линейкой возвращается в нижнее исходное положение, возвращая одновременно в исходное положение и сопрягающийся с ней рычаг 24.
Рис. 8.12. Ручные сварочные клещи устройства модели АПН17.005М
Блок управления 2 (рис.8.11) данного устройства на своей лицевой панели содержит:
тумблер SА1 включения напряжения питающей сети и лампочку НL1 индикации наличия напряжения;
переключатель SА2 режимов сварки, в положении I которого напряжение питания нагревательных элементов сопротивления ЕК1 и ЕК2 составляет 7 В, а в положении II – 12 В;
реле времени КТ для установки при сварке требуемой продолжительности импульсного нагрева элементов сопротивления ЕК1 и ЕК2 в пределах от 1 до 10с; лампочку НL2 индикации подачи напряжения на нагревательные элементы
сопротивления ЕК1 и ЕК2, а также клемму заземления РЕ1.
На задней же стенке блока 2 установлены предохранительная вставка плавкая и кабель питания с вилкой ХР1, обеспечивающий подключение устройства через розетку к сети питания напряжением 220 В. Остальное электрооборудование
145