Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
через границу раздела с образованием химических связей между активными звеньями макромолекул и формированием сварного соединения между контактирующими поверхностями.
Применяют химическую сварку в тех случаях, когда тепловые способы сварки могут нарушить форму и изменить размеры соединяемых деталей, а также для соединения деталей, выполненных из прозрачных пластмасс (полиакрилата, поликарбоната, полистирола), на которых сварные швы должны иметь не только высокую прочность, но и хороший внешний вид. Ею соединяют также пластмассы на основе фенолоформальдегидных, кремнийорганических, эпоксидных и отверждающихся полиэфирных смол. При этом температура в зоне сварки может быть ниже температуры плавления полимера, когда подвижность его макромолекул еще незначительна. Получаемые же сварные швы по своей структуре и свойствам существенно не отличаются от основного материала; в них отсутствуют значительные внутренние напряжения и не происходит ослабление материала околошовной зоны. Нанесение растворителя на соединяемые поверхности производится погружением, напылением, кистью, шпателем, шприцем и другими способами. Хорошим считается такой растворитель, у которого параметр q растворимости отличается от q полимера не более чем на 2,5 (МДж/м3)1/2. В технологии химической сварки используются как индивидуальные растворители, так и их смеси. Использованием смеси растворителей можно регулировать скорость размягчения полимера и уменьшать испарения с поверхности детали во время набухания. Часто к растворителю добавляют небольшое количество (обычно 1 – 10%, но может быть и до 50%) соответствующего полимера для придания присадочному материалу нужной консистенции и улучшения заполняемости зазора между соединяемыми поверхностями. Для химической сварки, например, полиметилметакрилата (органического стекла) используют такие растворители, как дихлорэтан или уксусная кислота. Детали из поливинилхлорида (винипласта) сваривают с использованием ацетона, циклогексанона, тетрагидрофурана и других веществ с высокой растворяющей способностью. Полистирол сваривается такими растворителями, как циклогексанон, диоксан, этилацетат, уксусная кислота, метиленхлорид, перхлорэтилен, толуол и ксилол. Для сварки деталей выполненных из поликарбоната применяют этилацетат или уксусную кислоту и так далее.
Технологический процесс химической сварки включает в себя такие основные операции как:
подготовка соединяемых поверхностей;
нанесение на соединяемые поверхности растворителя или состава, содержащего растворитель (при соединении встык составом заполняют полость между кромками деталей);
открытая выдержка при пластифицировании (набухании) поверхностных слоев;
приведение соединяемых поверхностей в контакт;
выдержка свариваемых поверхностей под давлением до момента затвердевания материала шва.
136
В частности, подготовка соединяемых поверхностей заключается в их очистке. При сварке органических стекол в качестве подготовительной операции может производиться термообработка при температуре, близкой к температуре стеклования полимера, в течение 30 – 60 мин в зависимости от его толщины. Процесс же сварки можно облегчить и ускорить за счет использования лаковой (высыхающей) композиции – раствора полимера в инертном растворителе, а наилучшее качество соединения достигается при применении полимеризующейся композиции, представляющей собой раствор полимера в мономере. Для ускорения процесса сварки применяют также дополнительный нагрев, а в некоторых случаях растворяющая способность присадочного материала по отношению к соединяемым пластмассам проявляется только при нагреве.
Применение химической сварки ограничивается плохой растворимостью ряда термопластов, повышенной токсичностью некоторых растворителей, сложностью выполнения не горизонтально расположенных швов, а в некоторых случаях и длительным затвердеванием материала в зоне соединения.
8.7. Сварочные устройства
Устройства термоконтактной сварки условно подразделяются на устройства периодического и непрерывного действия. В устройствах периодического действия (клещевых) смыкающиеся нагревательные линейки выполняют за один цикл сварные швы, не превышающие их длину. В устройствах же непрерывного действия сомкнутыми нагревательными элементами в непрерывном режиме могут выполняться сварные швы, многократно превышающие их размеры. Последние обеспечивают более высокую производительность и качество сварки. В зависимости от конструктивного исполнения механизмов, обеспечивающих непрерывное продвижение свариваемых частей изделия, эти устройства подразделяются на ротационные с роликовыми нагревательными элементами, а также на устройства с ленточными транспортирующими механизмами и линейными нагревателями.
В частности, установка непрерывной термоконтактной сварки модели АПН17.004М1 с ленточным транспортирующим механизмом, применяемая для изготовления из термопластичных пленочных материалов пакетов, мешков, чехлов и разнообразных других изделий, имеет следующую техническую характеристику:
Скорость непрерывной сварки, м/мин…………………… 2 – 17; Толщина свариваемых пленок, мм…………………… 0,10 – 0,35; Максимальная температура сварки, °С . ……………………. 350; Питание – переменный ток: частотой, Гц ………………….. 50 ± 1;
напряжением, В…………………….................……………220;
Напряжение питания электронагревателей, В…………………. 12; Потребляемая мощность, кВт, не более ……………………… 0,5; Габаритные размеры, мм, не более:
длина……………………………………………….. 585; ширина……………………………………………… 230;
137
высота………………………………………………. 325; Масса, кг, не более……………………………………………. 25.
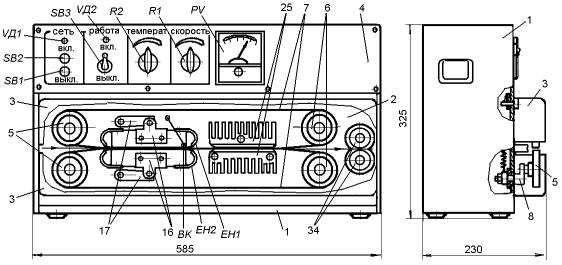
Данная установка содержит корпус 1 (рис.8.7) на лицевой панели которого расположены сваривающее устройство 2, закрытое защитными ограждениями 3, и панель управления 4. Сваривающее устройство 2 в свою очередь состоит из ленточного транспортера, обеспечивающего продвижение соединяемых частей изделия, а также электронагревателей, охладителей и механизма обрезки пленок.
Рис. 8.7. Установка непрерывной термоконтактной сварки модели АПН17.004М1
Ленточный транспортер включает в себя две пары синхронно вращающихся натяжных 5 и приводных 6 роликов, которыми перемещаются охватывающие их попарно две параллельные бесконечные ленты 7 выполненные из стеклоткани толщиной 0,2 мм с фторопластовым покрытием. При этом натяжные ролики 5 свободно вращаются через шарикоподшипники на эксцентриковых осях рычагов 8, установленных с возможностью поворота в корпусе 1, а концы плеч этих рычагов стягиваются пружиной 9 (рис.8.8), обеспечивающей дугообразное продольное перемещение роликов для постоянного натяжения охватывающих их лент 7. Синхронное же вращение приводных роликов 6 осуществляется от электродвигателя М1 через клиноременную передачу 10, червячный редуктор 11, соединительную муфту 12 и пару зубчатых колес 13, передающих вращение с нижнего вала 14 на верхний вал 15, несущие приводные ролики 6.
Два идентичных электронагревателя 16 состоят из стеклотекстолитовых плоских корпусов, на рабочих торцах которых располагаются нагревательные элементы сопротивления ЕН1 и ЕН2, выполненные из плоской нихромовой ленты толщиной 0,2 мм. Крепится же нихромовая лента к противоположному торцу корпуса вместе с плоскими дугообразными пружинами, обеспечивающими ее постоянное натяжение, и этими же винтами она соединяется с источником питания напряжением 12В. Располагаются же электронагреватели 16 параллельно внутренним ветвям лент 7 на эксцентриковых осях рычагов 17, установленных в корпусе 1 с возможностью поворота, и соединенных между собой вертикальными плечами в шарнире 18. При этом горизонтально расположенное плечо верхнего рычага притягивается пружиной 19 к штырю 20, закрепленному на корпусе 1, а горизонтальное плечо нижнего рычага соединяется с якорем 21 электромагнита 22 через тягу 23 с опорой 24.
138
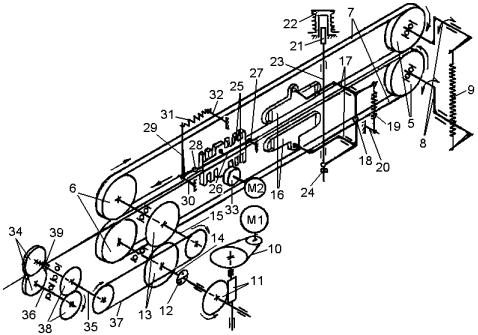
Рис. 8.8. Кинематическая схема установки непрерывной термоконтактной сварки модели АПН17.004М1
За электронагревателями 16 на корпусе 1 размещается пара ребристых охладителей 25, нижний из которых крепится к корпусу неподвижно так, чтобы лента 7 скользила по его рабочей поверхности, а верхний – устанавливается подвижно на оси рычага 26, один конец которого через ось 27 соединяется с корпусом 1, а второй конец через шарнир 28 связывается с горизонтальным плечом рычага 29. Рычаг же 29 располагается на оси 30 и своим вертикальным плечом через пружину 31 притягивается к штырю 32, закрепленному на корпусе 1. Этим растянутая пружина 31 через систему рычагов 26 и 28 обеспечивает постоянное поджатие рабочих поверхностей охладителей 25 друг к другу через проходящие между ними сопрягающиеся ветви лент 7. Накапливающееся в процессе работы тепло отводится с охладителей 25 потоком обдувающего воздуха, который создается вентилятором 33, приводимым во вращение от электродвигателя M2.
Механизм обрезки пленки содержит два дисковых ножа 34, закрепленных на валах 35 и 36, которые синхронно вращаются на шарикоподшипниках в корпусе 1, при этом привод верхнего вала 35 осуществляется от вала 15 приводного ролика 6 через клиноременную передачу 37, а передача вращения с верхнего вала 35 на нижний 36 производится парой зубчатых колес 38. Для качественной отрезки краев пленки режущие кромки дисковых ножей 34 беззазорно поджимаются друг к другу пружиной 39, установленной на валу 35.
На панели управления 4 установки располагаются (рис.8.7):
кнопка включения напряжения SB2 "СЕТЬ" с лампочкой индикации включения
VД1;
кнопка включения установки в работу SB3 "РАБОТА" с лампочкой индикации включения VД2;
милливольтметр PV со шкалой 0...400°С, для контроля температуры нагревателей;
регулятор R2 для установки требуемой температуры нагревателей;
139
регулятор напряжения R1 для изменения скорости движения ленты транспортера;
кнопка SB1 "СТОП" для прекращения работы установки.
На верхнем же электронагревателе 16 располагается термопара ВК, которая контактирует непосредственно с нагревательным элементом сопротивления ЕН1 и соединяется с милливольтметром PV.
Внутри корпуса 1, закрытого кожухом располагаются приводы и составные части кинематической схемы сваривающего устройства, а также электрооборудование установки.
Включается установка нажатием кнопки SB2 "СЕТЬ". При этом на панели управления 4 загорается лампочка VД1 и напряжение питания 220В подается на трансформатор TV1 и реле KV1, контакты которого, замыкаясь, блокируют кнопку SB2, а также на электродвигатель M2 вентилятора 33, который начинает вращаться и создаваемым воздушным потоком охлаждает электрооборудование установки и ребристые охладители 25. Затем поворотом рукоятки резистора R2 по нанесенной возле нее шкале устанавливается требуемая для сварки температура электронагревательных элементов сопротивления ЕН1 и ЕН2. Далее нажатием кнопки SB3 "РАБОТА" включается лампочка VД2 и реле KV2, которое своими контактами блокирует кнопку SB3 и замыкает цепи питания электромагнита 22, электродвигателя М1 привода транспортера, а также трансформатора TV2, от которого напряжение питания 12В подается на электронагревательные элементы ЕН1 и ЕН2. При этом начинают вращаться ролики транспортера и перемещать охватывающие их ленты 7, а также дисковые ножи 34. Одновременно, включенным электромагнитом 22 втягивается якорь 21, который при перемещении вверх через тягу 23 и опору 24 поворачивает рычаги 17, обеспечивая тем самым сведение электронагревателей 16, прижимающихся своими рабочими поверхностями к скользящим между ними внутренним ветвям лент 7 транспортера. При этом температура на их электронагревательных элементах ЕН1 и ЕН2 контролируется с помощью термопары ВК, подключенной к операционному усилителю электронного блока, и передается с него на милливольтметр PV со шкалой 0...400°С. Затем рукояткой резистора R1 устанавливается по нанесенной около нее шкале требуемая скорость движения транспортера и приступают к сварке пленок. Для этого сложенные вместе края пленок вручную вводят между сопрягающимися ветвями лент 7 транспортера со стороны натяжных роликов 5. Здесь они захватываются лентами и продвигаются последовательно между сведенными электронагревателями 16, охладителями 25 и дисковыми ножницами 34, которые обрезают лишние края соединенных частей, находящиеся за сварочным швом. Этот процесс продолжается до окончания свариваемых пленок, непрерывно подаваемых в транспортер. После окончания работы установка выключается нажатием на красную кнопку SB1 "СТОП". При этом разрывается цепь питания реле KV1, контакты которого, блокирующие кнопку SB2 "СЕТЬ", размыкаются и установка отключается от сети питания, о чем свидетельствуют гаснущие лампочки VД1 и VД2.
Ротационное устройство термоконтактной сварки, применяется в заверточном автомате модели Л5-03Л для выполнения непрерывного продольного нахлесточного шва со скоростью до 15 м/мин на рукаве, формируемом из рулонной полимерной пленки или ламинированной
140