Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
выводится из блока фасовочного ротора другим транспортным ротором 5. Оборудование этого класса обладает наиболее высокой производительностью, определяющейся количеством исполнительных блоков 2 в технологическом роторе 1.
Если технологическое оборудование на производственном участке установлено в последовательности выполняемых операций технологического процесса, то оно образует поточную линию.
Поточная линия – это такой производственный участок, на котором постоянно или периодически изготовляется один или несколько видов изделий, при этом рабочие места (станки, стенды и т. д.) специализированы на выполнение одной или нескольких однотипных операций и расположены (обычно в линию) по ходу технологического процесса. Поточные линии
характеризуются |
прямоточностью |
и |
могут быть |
немеханизированными, |
|||
механизированными, |
конвейерными, |
автоматическими, |
и |
гибкими |
|||
автоматизированными. |
|
|
|
|
|
|
|
Автоматические поточные линии образуются, в частности, на базе |
|||||||
станков-автоматов |
работающих с |
единым ритмом |
от |
общей |
системы |
||
управления и объединенных автоматизированной транспортной системой. Разновидностью последних являются роторные и роторно-конвейерные линии.
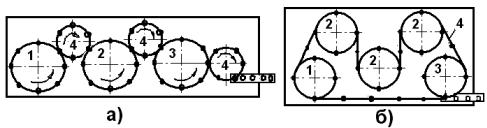
Автоматические роторные линии имеют общую структуру, которая характеризуется наличием ротора питания 1 (рис. 1.2а), а также технологических (рабочих) 2, контрольных 3 и транспортных 4 роторов, объединенных в систему с синхронизированным транспортным движением объектов обработки и общим управлением. При этом в инструментальных блоках рабочих роторов осуществляются технологические воздействия на объекты обработки в процессе их совместного непрерывного движения.
Роторно-конвейерной линией называется автоматическое технологическое оборудование, содержащее загрузочный 1 (рис. 1.2б), технологические 2, выгрузочный 3 и другие роторы, объединенные в систему синхронизированного движения общим конвейером 4, обеспечивающим непрерывное транспортирование объектов в процессе их обработки.
Рис. 1.2. Структурные схемы роторной (а) и роторно-конвейерной (б) линий
В зависимости от вида выполняемых операций, их трудоемкости и других технологических факторов автоматические линии могут строиться по последовательной, последовательной многопоточной, параллельной и последовательно-параллельной (смешанной) схемам обработки.
Линии с последовательной схемой обработки (рис. 1.3а) применяются при изготовлении сложных изделий или упаковочных единиц. В них, например, производится подача из питателя бутылок, мойка и сушка стеклянной тары,
6
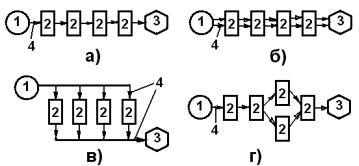
фасование в нее жидкой продукции, укупоривание тары, этикетирование и маркировка упаковочных единиц.
При возможности одновременного изготовления нескольких упаковочных единиц целесообразно применять линии с последовательной многопоточной обработкой (рис. 1.3б). На таких линиях, например, в подаваемом рулонном полотне формуют несколькими параллельными рядами стаканы, затем в них фасуют пастообразную продукцию, далее стаканы укупоривают герметично привариваемыми платинками и в конце готовые упаковочные единицы отделяют (вырубают) из отходов полотна.
Рис. 1.3. Структурные схемы автоматических линий: 1 – питатель; 2 – технологические автоматы; 3 – накопитель; 4 – транспортирующая система.
При выполнении простых упаковочных операций с малогабаритными предметами применяются линии с параллельной обработкой (рис. 1.3в), где подача объектов обработки производится из одного общего питателя сразу в несколько параллельно работающих автоматов и готовые упаковочные единицы принимаются из них в один общий накопитель. Этим достигается существенное упрощение линии. На таких линиях, например, упаковывают в обертку карамели.
Линии с последовательно-параллельной (смешанной) схемой обработки (рис. 1.3г) применяют в тех случаях, когда по ходу технологического процесса имеются отдельные операции, на выполнение которых требуется больше времени, чем на остальные. И чтобы исключить простои остального оборудования и повысить тем самым общую производительность линии на таких более продолжительных операциях соответственно устанавливаются параллельно работающие автоматы.
По компоновке и организации потока автоматические линии подразделяются на линии с жесткой и линии с гибкой передачей объектов обработки.
Если в автоматической линии автоматы сблокированы в единую неразрывную цепь с жесткой передачей предметов обработки (рис. 1.4а), то при сбое в работе, хотя бы одного из них останавливается работа всей линии и соответственно снижается ее действительная производительность. Следовательно, по такой схеме целесообразно выполнять линии, включающие небольшое число надежно работающих технологических автоматов и других устройств.
Надежность работы более сложных многооперационных линий повышают за счет установки между автоматами промежуточных приемниковнакопителей с определенным запасом полуфабрикатов. Если такие приемники-
7

накопители гибко связывают между собой все входящие в линию автоматы (рис.1.4б), то в этом случае каждая единица оборудования превращается в независимый технологический модуль. И если в такой линии кратковременно выходит из строя или останавливается какой-либо автомат, то остальные автоматы продолжают работать за счет имеющихся запасов полуфабрикатов в их приемниках-накопителях.
Рис. 1.4. Структурные схемы автоматических линий: 1 – питатель; 2 – технологические автоматы; 3 – приемник-накопитель; 4 – накопитель; 5 – транспортирующая система.
Однако приемники-накопители существенно усложняют конструктивное исполнение линии, увеличивают ее размеры и стоимость. Поэтому наибольшее распространение получили автоматические линии, в которых жесткие связи устанавливаются в пределах коротких участков (рис. 1.4в), соединенных между собой гибкой связью, обеспечиваемой промежуточными приемникаминакопителями.
1.1. Системы управления автоматическим оборудованием
Системы управления обеспечивают выполнение функциональными устройствами автоматических машин определенных взаимосвязанных действий, предусмотренных заранее установленной программой. По степени участия человека в управлении автоматическое технологическое оборудование подразделяется на цикловое, рефлекторное и самонастраивающееся.
В цикловых автоматах и линиях выполняется жестко заданная программа технологического цикла без контроля (разомкнутые системы) или с контролем (замкнутые системы) за процессом ее выполнения. При этом под циклом понимается совокупность элементарных действий, осуществляемых в определенной повторяющейся последовательности при выполнении машиной рабочих функций.
Разомкнутые цикловые системы автоматического управления (САУ)
вырабатывают управляющие сигналы (действия) по истечении определенного промежутка времени (т. е. в функции времени) либо при достижении рабочими органами определенных положений (т. е. в функции положения). В частности, наиболее характерным примером такой системы управления в функции
времени являются командоаппараты |
с |
непрерывно |
или периодически |
вращающимся распределительным валом. |
При этом |
установленные на |
|
распределительном валу кулачки непосредственно, либо через механические, гидравлические, пневматические, электрические и другие связи управляют всеми исполнительными механизмами машины. Привод распределительного вала 1 (рис.1.5а) такого командоаппарата осуществляется через редуктор 2 от
8
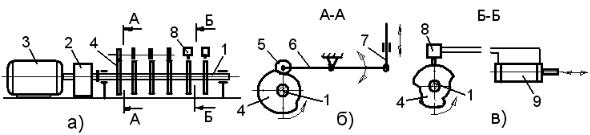
индивидуального электродвигателя 3 или через систему передачи вращения непосредственно от основного привода автомата. На распределительном валу закрепляются кулачки 4, профиль торцевой поверхности которых адекватен цикловым перемещениям соответствующих исполнительных механизмов автомата.
Рис. 1.5. Схема циклового кулачкового командоаппарата
Например, при механической передаче движения ролик 5 (рис. 1.5б) в процессе вращения вала 1 прокатывается по профильной торцевой поверхности кулачка 4, и все ее радиальные отклонения передает через качающийся рычаг 6 на адекватно перемещающееся исполнительное звено 7. Точность работы машины при этом полностью определяется точностью физического моделирования программы ее механизмами и устройствами (т. е. точностью изготовления кулачков, копиров и других звеньев передачи движений). При пневматической связи кулачок 4 (рис.1.5в) своей профильной торцевой поверхностью воздействует на шток распределителя 8, обеспечивающего подачу сжатого воздуха в соответствующие полости пневмоцилиндра 9, осуществляющего адекватные перемещения связанного с ним исполнительного звена автомата. При электрических связях вместо распределителя 8 с кулачком 4 взаимодействует кнопочный или бесконтактный электропереключатель, обеспечивающий адекватное включение и выключение электропривода исполнительного звена и т. д. Продолжительность полного цикла таких автоматов определяется временем, за которое распределительный вал совершает полный оборот. Эти системы управления применяются обычно в узкоспециализированных автоматах, характеризующихся жестким ритмом процесса.
Функционирующие по временному принципу разомкнутые САУ выполняются также на командоаппаратах, содержащих несколько реле времени (таймеров). Включение в работу и отключение соответствующих исполнительных механизмов автомата осуществляется этими реле, отсчитывающими запрограммированную выдержку времени.
Характерным примером разомкнутой САУ в функции положений являются, например, системы, снабженные путевыми контактными переключателями. В них каждый последующий исполнительный механизм включается в работу по сигналу, поступающему от предыдущего механизма и свидетельствующему об окончании предшествующего этапа цикла.
Иногда рассмотренные разомкнутые САУ комбинируют, то есть одними исполнительными механизмами машины управляют в функции времени, а другими – в функции положения.
9
Замкнутые цикловые САУ характеризуются наличием обратной связи, то есть они вырабатывают запрограммированные управляющие сигналы на исполнительные механизмы автомата только при поступлении от них заданного обратного потока информации (информации обратной связи). В этих системах переход от выполненного этапа цикла к следующему зависит от требуемого положения или состояния соответствующих исполнительных органов, которые контролируются устройствами обратной связи. В качестве последних широко применяются различные путевые микропереключатели, тактильные, оптические и другие датчики. Наиболее распространенными в настоящее время являются САУ, основанные на использовании управляющих вычислительных машин. Такие гибко программируемые специализированные электронные управляющие системы называются программируемыми
контроллерами (ПК).
Рефлекторные САУ обеспечивают работу оборудования в соответствии с заданной программой, а также осуществляют непрерывный контроль над ходом процесса по потоку информации обратной связи и путем сопоставления задающей программы с фактически реализуемой непрерывно вырабатывают сигнал рассогласования, корректирующий ошибку. Таким образом, рефлекторное автоматическое оборудование освобождает человека, как от функции управления, так и от функции контроля над выполняемым технологическим процессом и качеством производимой продукции.
В самонастраивающемся технологическом оборудовании по заданным конечным параметрам процесса и в зависимости от совокупности фактических условий автоматически изыскивается и производится оптимальное управление процессом, то есть человек освобождается (целиком или частично) и от функции программирования.
2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ УПАКОВОЧНОГО ОБОРУДОВАНИЯ
Работа технологического оборудования характеризуется рабочими циклами – интервалами времени между одноименными срабатываниями его основных исполнительных механизмов при бесперебойной работе машины. Рабочий цикл оборудования складывается из длительности рабочих и холостых ходов.
Рабочим ходом называют такое перемещение исполнительного механизма машины, при котором производится непосредственное технологическое воздействий на объект обработки.
К холостым ходам относятся все вспомогательные движения, которые служат для подготовки условий, необходимых для выполнения рабочего хода. Это перемещения исполнительных механизмов без воздействия на объект обработки, например, такие как возвращение исполнительного механизма в исходное положение, зажим или фиксация изделия, транспортирование и расфиксация изделия после выполнения рабочего хода и другие.
Работа технологического оборудования характеризуется периодическим повторением в заданной последовательности всех необходимых рабочих и холостых ходов, то есть периодическим повторением рабочего цикла. Время
10