Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
выполнения рабочего цикла называется периодом цикла Тц и определяется по формуле:
Тц = tр + tх ,
где tр – производительно затраченное время на осуществление рабочего хода;
tх – непроизводительно затраченное время на осуществление холостых ходов (вспомогательных перемещений механизмов для подготовки условий выполнения рабочего хода).
Период рабочего цикла является важнейшим параметром, определяющим производительность технологического оборудования.
Производительность технологического оборудования определяется количеством изделий, изготовленным в единицу времени. Различают теоретическую и действительную производительность.
Теоретической производительностью Qт называется такая, которая достигается при бесперебойной непрерывной работе машин как дискретного, так и непрерывного действия.
Воборудовании дискретного действия предметы труда останавливаются
вего рабочей позиции на период выполнения технологического перехода. Если
выразить время цикла Тц в секундах, то теоретическая производительность для этого класса машин будет определяться по формуле:
Qт |
|
60 n |
, шт. / мин. |
|
|||
|
|
Tц |
|
где Тц – время периода цикла, с;
n – количество параллельных потоков предметов труда в машине. Оборудование непрерывного действия характеризуется тем, что в
процессе обработки предметы труда в нем непрерывно движутся, а орудия труда занимают постоянное положение или непрерывно перемещаются вместе с предметами труда (в машинах квазинепрерывного действия). Теоретическая производительность для этого класса машин определяется по формуле:
Qт |
|
Vт n |
|
Vт |
n |
, шт. / мин. |
||
h |
l |
a |
||||||
|
|
|
|
|||||
где Vт – скорость технологического движения предметов труда, м/мин.; n – количество параллельных потоков предметов труда в машине;
h – расстояние (шаг) между идентичными точками двух соседних предметов труда, м;
l – размер предмета труда в направлении его движения, м;
a – расстояние (зазор) между двумя соседними предметами труда, м.
Действительная производительность Qд технологического оборудования определяется как отношение среднего количества изготовленных изделий к среднему времени, затраченному на их изготовление. Она обычно определяется экспериментально в процессе испытаний или эксплуатации машины. Например, если в течение рассматриваемого периода времени было изготовлено N штук изделий и при этом упаковочное оборудование работало Тм
11

минут (машинное время), а простои составили Тп минут (из-за выполнения внецикловых работ по устранению неисправностей, наладке машины и другим причинам), то действительная производительность будет составлять:
Q |
|
|
|
N |
|
д |
|
Т |
|
||
|
T |
|
|
||
|
|
м |
n |
||
|
|
|
|
,шт. / мин.
Отношение действительной производительности Qд к теоретической Qт называется коэффициентом использования оборудования k, то есть
k |
Q |
|
|
д |
|
|
|
|
|
Q |
т |
|
|
|
1
.
Данный коэффициент отражает стабильность работы и надежность технологического оборудования, и чем он выше, тем эти показатели у машины лучше.
2.1. Циклограммы работы технологического оборудования
Тароупаковочное технологическое оборудование в большинстве случаев имеет сложную кинематику и большое число исполнительных механизмов, движения которых взаимосвязаны. Наглядное графическое изображение последовательности перемещений и работы всех исполнительных механизмов на протяжении полного рабочего цикла приводится обычно на циклограмме, представляющей собой программу работы машины. Разрабатываются циклограммы при проектировании технологического оборудования с целью обеспечения рационального взаимодействия входящих исполнительных механизмов. Применяются циклограммы при разработке систем управления, программировании, наладке и эксплуатации оборудования, а также при составлении различной эксплуатационной документации.
Циклограммы строятся в прямоугольной или полярной системе координат, что зависит от кинематики оборудования, а также применяемой системы управления, которые бывают самых разнообразных видов. Для простых автоматов с механическим кулачковым командоаппаратом циклограммы выполняются в полярной или прямоугольной системе координат, а для кинематически сложных машин с гибкой системой числового программного управления циклограммы строятся в прямоугольной системе координат. Наиболее распространенными и удобными в работе являются циклограммы, выполненные в прямоугольной системе координат. Расчет и составление циклограммы является сложной стадией проектирования многооперационных циклических автоматов, которую обычно выполняют в несколько этапов методом последовательных приближений. При ее построении в прямоугольной системе координат по оси абсцисс, при применении кулачкового командоаппарата, откладываются в масштабе углы полного оборота его распределительного вала, а для автоматов с гибкой микропроцессорной системой числового программного управления – в
12
масштабе времени откладывается максимально допустимый период полного рабочего цикла Тц. Далее ось ординат разбивается на отрезки, число которых равно количеству участвующих в работе исполнительных механизмов и других функциональных элементов автомата. Слева от оси ординат в каждом отрезке приводятся последовательно названия всех исполнительных механизмов и функциональных элементов автомата, а справа изображаются упрощенные графики их действий на протяжении всего рабочего цикла (без точного воспроизведения закона движения и масштаба перемещений). При этом периоды бездействия (выстоя) механизмов изображаются на графике горизонтальными отрезками прямой, а рабочие и холостые (обратные) хода – наклонными прямыми (или дугами окружности – для механизмов одностороннего прерывистого движения). В процессе проектирования цикла уточняется последовательность и продолжительность движений исполнительных механизмов с тем, чтобы осуществить заданный технологической операцией порядок их воздействия на изготавливаемый объект, учесть все накладываемые на движения механизмов ограничения, достигнуть требуемой производительности и высокой надежности работы автомата. Обычно стремятся максимально совместить движения механизмов (уплотнить циклограмму), по возможности обеспечив их одновременную работу по параллельной схеме действия.
В качестве примера рассмотрим автомат модели М6-ОРЗЕ, обеспечивающий упаковывание жидкой и пастообразной продукции (молока, кефира, сметаны) в полимерные пакеты порциями от 0,25 до 1,0 дм3 с производительностью 25 пакетов в минуту. Данный вертикальный однопоточный цикловой автомат с микропроцессорной системой управления (рис. 2.1) состоит из установленного на станине устройства 1 размотки рулона 2, сблокированного с ленточным тормозом 3 и механизмом 4 петлевого типа амортизации и натяжения пленочного полотна 5, протягиваемого по направляющим роликам 6. Далее по ходу движения полотна в нем располагаются датировщик 7, бактерицидная лампа 8, воротниковый рукавообразователь 9, сопрягающийся с вертикальной трубой 10, на которой края свернутой в рукав пленки свариваются между собой внахлестку сварочной линейкой 11. Внутри трубы 10 располагается загрузочная труба 12, по которой фасуемый продукт из установленного на ней объемного поршневого дозатора 13 подается в свариваемый пленочный рукав 14, периодически пережимаемый на заданном уровне сварочными линейками 15, клещевой подачи 16, протягивающей пленку на заданный шаг при движении вниз и возвращающейся в исходное верхнее положение с разведенными линейками 15. При этом пленочный рукав в процессе протяжки сваривается сомкнутыми линейками 15 поперек двойным швом с разрезкой пережатого полотна между швами. В результате нижним сварным швом укупоривается отделяемый пакет 17, а верхний сварной шов образует на рукаве дно следующего пакета. Далее укупоренные пакеты 17 укладываются в гнезда ленточного транспортера 18, который в шаговом режиме работы выносит их из рабочей зоны автомата и через загрузочный лоток 19 сбрасывает в пластмассовые ящики 20, находящиеся на рольганге 21. Подсчет упаковок осуществляется оптическим датчиком 22, передающим регистрирующие сигналы счетному устройству,
13
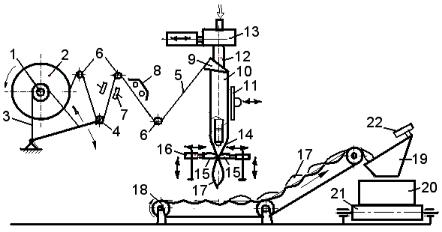
которое после заполнения ящика запрограммированным количеством пакетов, включает рольганг 21, перемещающий на место заполненного следующий пустой ящик. Привод дозатора, сварочных линеек, клещевой подачи, ленточного транспортера и рольганга – пневматический. Для их автономной работы, а также работы эжекторного устройства, обеспечивающего удаление воздуха из укупориваемых пакетов, автомат оснащен специальным компрессором.
Рис. 2.1. Конструктивная схема автомата модели М6-ОРЗЕ
Для разработки циклограммы работы автомата в нем выделяются отдельные исполнительные механизмы и функциональные устройства, выполняющие в установленной последовательности все переходы автоматизируемой операции, в том числе:
клещевая подача 16 с механизмами ее вертикального перемещения и смыкания клещей со сварочными линейками 15;
механизм размотки рулона 1;
ленточный тормоз 3;
механизм амортизации и натяжения пленочного полотна 4;
бактерицидная лампа 8;
сварочная вертикальная линейка 11 с пневмоприводном;
датировщик 7;
объемный поршневой дозатор 13;
эжекторное устройство удаления воздуха;
шаговый ленточный транспортер 18;
оптический датчик 22, передающий регистрирующие сигналы счетному устройству.
Далее, с учетом величин ходов, последовательности и продолжительности движений исполнительных механизмов, строится в прямоугольной системе координат циклограмма работы данного автомата, приведенная на рис. 2.2. Работает автомат в соответствии с данной циклограммой по параллельнопоследовательной схеме действия, характеризующейся тем, что размотка упаковочной пленки с рулона и ее шаговая протяжка через исполнительные устройства машины осуществляется перемещением вниз клещевой подачи 16.
14
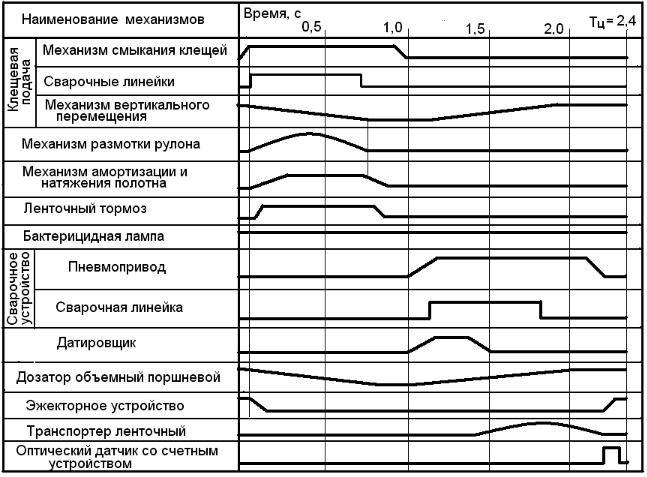
Одновременно с этим сомкнутыми линейками 15 подачи рукав сваривается поперек двойным швом с разрезкой пережатого полотна между швами, а также расфиксируется ленточный тормоз 3 для свободного вращения рулона 2, производится бактерицидная обработка пленки 5 излучением лампы 8, осуществляется сворачивание протягиваемого полотна в рукав на воротниковом рукавообразователе 9 и вертикальной трубе 10. В это же время поршневой дозатор 13 набирает из поплавковой камеры автомата очередную порцию фасуемого продукта.
Рис. 2.2. Циклограмма работы автомата модели М6-ОРЗЕ
Далее сварочные линейки 15 размыкаются, и клещевая подача 16 возвращается из крайнего нижнего в верхнее исходное положение, пропуская через себя рукав. Одновременно с этим опускающимся рычагом механизма 4 натягивается лента тормоза 3 и прекращается инерционное вращение рулона 2; срабатывающим датировщиком 7 на пленке проставляется дата упаковывания продукта; прижимающейся к трубе 10 сварочной линейкой 11 края свернутой в рукав пленки свариваются между собой внахлестку вертикальным швом; из поршневого дозатора 13 отмеренная доза фасуемого продукта по трубе 12 подается вниз сваренного пленочного рукава 14; лента транспортера 18 перемещается на шаг, унося вперед лежащий на ней пакет и сбрасывая в ящик упаковочную единицу, находящуюся в ее конечном гнезде и регистрируемую оптическим датчиком 22. Затем эжекторным устройством из рукава и
15