Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
Министерство образования Республики Беларусь
Учреждение образования «Гомельский государственный технический университет имени П.О. Сухого»
Кафедра «Обработка материалов давлением»
В. Г. Шипинский
ОБОРУДОВАНИЕ И ОСНАСТКА УПАКОВОЧНОГО ПРОИЗВОДСТВА
Часть I. Структура и функциональные устройства упаковочных машин
УЧЕБНОЕ ПОСОБИЕ
для студентов специальности I-36 20 02-03 «Упаковочное производство (технологии и оборудование упаковочного производства)»
Гомель 2013
УДК 621. 798.06(075.8)
ББК 30.61я73
Ш65
Шипинский В. Г.
Ш65 Оборудование и оснастка упаковочного производства. Часть I.
Структура и функциональные устройства упаковочных машин/
В. Г. Шипинский. – Гомель: ГГТУ им. П.О. Сухого, 2013. 153 с.: ил.
Приводятся основные понятия о производственном и технологическом процессах; структурно-функциональной классификации технологических
машин, комплексов и линий; их основных технических характеристиках и применяемых системах управления. Содержатся основные конструктивные исполнения и необходимые методики проектировочных расчетов типовых функциональных устройств, обеспечивающих дозирование и фасование продукции, автоматическую загрузку штучных изделий, транспортирование объектов обработки, подачу рулонных материалов и сварку конструктивных элементов упаковки.
Книга предназначена для студентов высших учебных заведений, обучающихся по специальности «Упаковочное производство». Будет полезна для инженерно-технических работников, занимающихся упаковочным технологическим оборудованием, комплексной автоматизацией производственных процессов, технологиями и оснасткой тароупаковочного производства, созданием и производством самой упаковки, а также товарообращением.
УДК 621. 798.06(075.8) ББК 30.61я73
Учреждение образования “Гомельский государственный технический университет имени П.О. Сухого”, 2013
2
ВВЕДЕНИЕ
Упаковывание продукции – это сложная многофункциональная задача, эффективное решение которой тесно связано с созданием и производством современных упаковочных материалов, функционально совершенной упаковки
исредств пакетирования грузов, разнообразного технологического оборудования, а также с производством самой продукции. Сложность технологического оснащения и комплексной автоматизации тароупаковочного производства обуславливается огромным разнообразием производимой продукции, видов упаковки и средств пакетирования грузов, их типоразмеров и конструктивных исполнений. Этими факторами, в свою очередь, определяется
ибольшая номенклатура разнообразных видов тароупаковочных машин, уровень универсальности, степень автоматизации, производительность и стоимость которых, как правило, зависят от широты номенклатуры и объемов выпуска упаковываемой продукции, то есть от типа производства.
Вструктуре производственного процесса операции упаковывания продукции и формирования из нее укрупненных грузовых единиц выполняются, как правило, на завершающих этапах. В обобщенном виде эта часть технологического процесса включает в себя такие этапы, как:
изготовление тары и других упаковочных средств;
подготовка тары, укупорочных средств и других элементов упаковки к упаковыванию;
подготовка к упаковыванию изготовленной продукции (изделий);
дозирование и фасование (укладка) продукции (изделий) в тару;
укупоривание тары, маркировка и оформление упаковочных единиц;
группирование упаковочных единиц и укладка в транспортную тару;
укупоривание транспортной тары и маркировка транспортных единиц;
подготовка средств пакетирования;
формирование из транспортных единиц с помощью средств пакетирования укрупненных грузовых единиц;
складирование укрупненных грузовых единиц и отгрузка товара потребителям.
Всвою очередь перечисленные этапы обычно состоят из нескольких последовательных операций, которые выполняются технологическими машинами, содержащими адекватные исполнительные устройства и механизмы. Эти машины часто объединяются сквозной транспортирующей системой, как между собой, так и с технологическим оборудованием по производству самой продукции, образуя работающие в едином технологическом ритме механизированные или автоматизированные комплексы и поточные линии, связанные общей системой управления.
1. СТРУКТУРНО-ФУНКЦИОНАЛЬНАЯ КЛАССИФИКАЦИЯ МАШИН УПАКОВОЧНОГО ПРОИЗВОДСТВА
Машина (франц. machine, от лат. machina) – механическое устройство с согласованно работающими частями, осуществляющее определенные целесообразные движения для преобразования энергии, материалов или
3
информации. Основное назначение машин – частичная или полная замена производственных функций человека с целью облегчения труда и повышения его производительности.
Машины, предназначенные для осуществления технологического процесса, называются технологическим оборудованием. Это оборудование можно классифицировать по функциональному назначению, уровню механизации и автоматизации технологического процесса и структуре построения.
Функциональная классификация технологического оборудования определяется выполняемыми на нем основными операциями или этапами упаковочного процесса. По функциональному назначению оно подразделяется, например, на оборудование, предназначенное для изготовления тары и других упаковочных средств, дозирования и фасования продукции (изделий) в тару, укупоривания тары, маркировки и декоративного оформления упаковочных единиц, упаковывания в транспортную тару, изготовления средств пакетирования, формирования укрупненных грузовых единиц и т. д.
По уровню механизации и автоматизации процесса технологическое оборудование подразделяется на оборудование с ручным управлением, а также полуавтоматическое и автоматическое оборудование.
В оборудовании с ручным управлением машиной производятся непосредственные воздействия на предметы труда, а человеком осуществляется загрузка исходных материалов или компонентов упаковки, выгрузка обработанных предметов труда, а также непосредственное управление рабочим циклом.
Полуавтоматическим называется такое оборудование, на котором загрузка исходных объектов обработки в машину и выгрузка из нее обработанных предметов труда выполняются рабочим вручную, а процесс непосредственного воздействия на предметы труда в течение цикла осуществляется автоматически.
Автоматическим называется самоуправляющееся оборудование, на котором без непосредственного участия человека, то есть автоматически, выполняются все действия технологического цикла, для которых оно предназначено, включая и переход к следующему циклу. Человек здесь только контролирует процесс работы, периодически пополняет исходными объектами обработки питатель автомата, подналаживает оборудование и удаляет отходы.
Гибкий производственный модуль (ГПМ) – это единица технологического оборудования, оснащенная автоматизированными устройствами переналадки, программного управления и средствами автоматизации технологического процесса, автономно функционирующая, осуществляющая многократные циклы и имеющая возможность встраивания в систему более высокого уровня.
Если автоматическое оборудование создается на базе универсальной технологической машины путем оснащения ее дополнительными устройствами и передачи цикловых функций, выполняемых человеком, механическому устройству – промышленному роботу, то такое оборудование называют
робото-технологическим комплексом (РТК).
4
Промышленным роботом в свою очередь называется автоматическая машина, стационарная или подвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, а также устройства программного управления и предназначенная для выполнения в производственном процессе двигательных и управляющих функций.
По принципу перемещения объектов обработки, пользуясь классификацией С. И. Артоболевского, все упаковочное технологическое оборудование можно разделить на три класса.
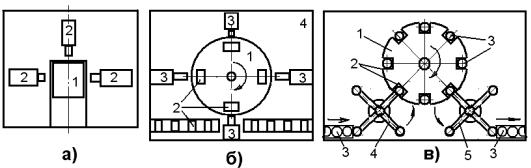
В технологическом оборудовании I-го класса изготавливаемый объект занимает одну позицию и в течение цикла является неподвижным или совершает ограниченные перемещения в пределах этой позиции. Таковыми являются упаковочные машины, в которых, например, тара 1 (рис.1.1а) занимает постоянное положение на рабочей позиции, а упаковываемые изделия, укупорочные средства, этикетки и другие необходимые элементы упаковки подаются к ней соответствующими исполнительными механизмами 2 для формирования готовой упаковочной единицы.
Рис. 1.1. Структурные схемы технологического оборудования
Втехнологическом оборудовании II-го класса изготавливаемый объект в процессе обработки дискретно или непрерывно последовательно перемещается по всем его рабочим позициям, при этом исполнительные механизмы (орудия труда) неподвижны и занимают на каждой позиции заданное им положение. К таковому относится, например, карусельное оборудование в котором вращающийся или периодически поворачивающийся рабочий стол 1 (рис.1.1б) несет на себе закрепленные с заданным шагом объекты обработки 2, а исполнительные механизмы 3 при этом с адекватным шагом закрепляются на станине 4 машины и работают в каждом цикле по параллельной схеме действия. Время рабочего цикла в таком оборудовании определяется продолжительностью наиболее длительной операции.
Втехнологическом оборудовании III-го класса изготавливаемый объект в процессе обработки непрерывно перемещается совместно с исполнительным механизмом, производящим на него технологическое воздействие. К таковым относятся, например, роторные фасовочные автоматы, содержащие во вращающемся технологическом роторе 1 (рис.1.1в) несколько фасовочных блоков 2 с дозаторами. Тара 3 поочередно устанавливается в эти блоки синхронно вращающимся транспортным ротором 4, затем в процессе вращения ротора заполняется из дозатора упаковываемым продуктом, а в конце цикла
5