Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
следующего пакета отсасывается воздух, сварочные линейки 15 клещей подачи 16 снова смыкаются и цикл повторяется.
Таким образом, за счет уплотнения циклограммы путем максимального совмещения движений и рационального взаимодействия исполнительных механизмов, работающих по параллельно-последовательной схеме действия, в данном автомате достигается относительно высокая производительность и надежность в работе.
3. УСТРОЙСТВА ДЛЯ ДОЗИРОВАНИЯ И ФАСОВАНИЯ ПРОДУКЦИИ
Дозирование заключается в отмеривании требуемого количества продукции, а фасование – это ее размещение в таре или упаковочном материале с предварительным или одновременным дозированием. Обычно оба этих процесса выполняются устройствами, которые называют дозаторами. Дозаторами осуществляется дозирование и фасование в тару жидкой, пастообразной, сыпучей, смешанной, а также мелкоштучной продукции, упаковываемой навалом.
Независимо от свойств упаковываемой продукции отмеривание ее дозаторами может осуществляться по объему, уровню, весу, времени или комбинированным способом.
При дозировании по объему дозатор отмеривает с помощью мерной емкости, дозирующего насоса и расходного счетчика, шнекового или другого мерного механизма дозу продукта определенного объема и фасует ее в тару.
Дозирование по уровню заключается в том, что тара любой вместимости заполняется дозатором до заданного уровня, контролируемого соответствующим устройством (датчиком). При этом точность дозирования определяется идентичностью объемов наполняемой стандартной тары и совершенством датчиков, контролирующих заданный уровень наполнения.
Весовое дозирование заключается в отмеривании дозатором заданной дозы продукта по весу с помощью рычажных, пружинных, электротензометрических, индукционных, гидравлических или других весовых механизмов и фасовании ее в тару.
Дозирование по времени заключается в отмеривании требуемого количества продукта по продолжительности его непрерывной подачи с заданной производительностью в крупногабаритную тару или непосредственно транспортное средство. При этом равномерный непрерывный поток загружаемой продукции в таких дозаторах создают соответствующие весовые или объемные питатели (ленточные, барабанные, насосные, тарельчатые, шнековые, вибрационные, аэрационные и другие).
Комбинированное дозирование заключается в том, что формирование требуемой порции продукта осуществляется в дозаторе несколькими из перечисленных способов. Например, основная часть порции отмеряется объемным дозированием, а затем производится ее досыпка по весу до заданной величины.
Одной из основных технических характеристик дозаторов является такая, как точность (погрешность) дозирования. Этим показателем регламентируются
16
предельно допустимые отклонения (погрешности) фактически отмеряемых дозатором доз от их заданной номинальной величины. Обычно погрешность дозирования задается в процентах от номинальной отмеряемой дозы (например, 1дм3 ± 2%) или указывается в виде ее допустимых предельных отклонений (например, 1 ± 0,02 кг). Чем выше техническая точность дозирования, тем более совершенным считается дозатор. Однако в конечном итоге величина погрешности отмеренной дозы определяется не только технической точностью дозатора, но и зависит от ряда внешних факторов, в том числе географической широты местности, высоты от уровня моря, атмосферного давления, температуры дозируемого продукта и окружающего воздуха, влажности и других.
3.1. Дозаторы жидкой продукции
Конструктивные исполнения дозаторов жидкой продукции определяются как техническими требованиями, так и физико-химическими свойствами фасуемой продукции. Фасуемые жидкости, например, имеют различную вязкость; могут быть склонными или не склонными к пенообразованию; пары некоторых из них могут создавать взрывоопасные смеси с воздухом; в одних случаях не допускается проникновение паров дозируемой жидкости в атмосферу, в других – попадание атмосферного воздуха в продукт и т. д.
В зависимости от свойств жидкостей их дозирование и фасование производится по одному из следующих четырех способов: гравитационному, изобарическому, вакуумному или с избыточным давлением.
Гравитационный способ характеризуется перетеканием жидкости в системе расходная емкость – дозатор – наполняемая тара при атмосферном давлении и под воздействием только силы тяжести (то есть самотеком). Этим способом дозируют и фасуют легкотекучие не склонные к пенообразованию и слабовспенивающиеся жидкости, не содержащие легколетучих компонентов.
Изобарический способ характеризуется наличием одинакового избыточного давления в герметично закрытой системе расходная емкость – дозатор – наполняемая тара с перетеканием в ней жидкости под воздействием только силы тяжести (то есть самотеком). Этим способом дозируют и фасуют пенящиеся жидкости, а также жидкости насыщенные газами или воздухом (упаковки аэрозольные, с шампанским и игристыми винами и т. п.).
Вакуумное фасование реализуется по следующим двум вариантам:
когда в системе расходная емкость – дозатор – наполняемая тара разрежение (вакуум) создается только в наполняемой таре и жидкость перетекает в нее за счет разности давлений между атмосферным в дозаторе и остаточным в таре;
когда в герметично закрытой системе расходная емкость – дозатор – наполняемая тара создается одинаковое разрежение (вакуум) и перетекание фасуемой жидкости в ней осуществляется только под воздействием силы тяжести (то есть самотеком).
При таком фасовании уменьшается взаимодействие воздуха с упаковываемой жидкостью, а также исключается попадание ее легколетучих компонентов в окружающую среду, что способствует сохранению свойств,
17
например, химико-фармацевтической, парфюмерно-косметической и другой аналогичной продукции, а также повышает безопасность труда.
При фасовании с избыточным давлением в наполняемой таре действует атмосферное давление, а жидкость подается в нее из дозатора под давлением большим атмосферного. Такое фасование позволяет существенно повышать производительность процесса.
Первые три способа применяются преимущественно при фасовании жидкостей в потребительскую тару, а четвертый – в крупногабаритную транспортную тару.
Рассмотрим наиболее распространенные исполнения дозаторов жидкой продукции. К ним относятся, в частности, ковшовые погружные дозаторы-
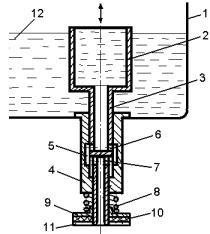
мерники с золотниковым распределителем, которые применяются в роторных фасовочных автоматах и устанавливаются там с заданным шагом по периметру распределительного бака 1 (рис.3.1). Состоят такие дозаторы из мерного стакана 2, соосно соединенного с полым золотником 3, перемещающимся в корпусе 4 с кольцевой проточкой 5. При этом в золотнике 3 над и под перемычкой, перекрывающей канал, выполнены радиальные отверстия 6 и 7. На конце золотника под корпусом 4 располагается пружина 8, закрепленная наконечником 9 с резиновой кольцевой прокладкой 10, в которой имеются радиальные канавки 11. Прокладка 10 выполняется иногда в форме усеченного конуса, обеспечивающего центрирование горловины сопрягающейся с ней тары. В исходном положении мерный стакан 2 располагается в баке 1 ниже уровня фасуемой жидкости 12 и заполняется ею.
Рис.3.1. Ковшовый объемный дозатор с золотниковым распределителем
При работе автомата бутылки поочередно устанавливаются соосно с дозаторами на поднимающиеся столики фасовочных блоков вращающегося ротора, перемещаются ими вверх и, упираясь горловинами в сопрягающуюся прокладку 10, поднимают золотник 3 с мерным стаканом 2 в крайнее верхнее положение, сжимая пружину 8. Когда верхняя плоскость мерного стакана 2 поднимается выше уровня жидкости в баке 1, золотниковый распределитель открывается, и отмеренная доза жидкости переливается из стакана в тару по осевому каналу золотника, обходя его перемычку через верхние 6 и нижние 7 радиальные отверстия, а также соединяющую их кольцевую проточку 5 в
18
корпусе 4. При этом воздух из заполняемой тары вытесняется через радиальные канавки 11 в прокладке 10. Затем в процессе дальнейшего вращения ротора его столик с заполненной бутылкой опускается и одновременно с ними от усилия пружины 8 в нижнее исходное положение возвращаются мерный стакан 2 с золотником 3. При этом радиальные отверстия 7 золотника опускаются ниже кольцевой проточки 5, и распределитель герметично закрывается, а мерный стакан 2 погружается в жидкость бака 1, заполняется ею и цикл на следующем обороте ротора повторяется. Регулировать отмеряемый объем в таких дозаторах можно только в сторону уменьшения путем размещения в мерном стакане 2 соответствующего вытеснителя.
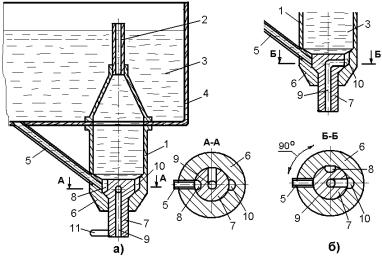
Камерные дозаторы-мерники (рис.3.2а) содержат неподвижный мерный стакан 1 (камеру) с воздушной трубкой 2, который заполняется жидкостью 3 из распределительного бака 4 по наклонной питающей трубке 5. Дно стакана переходит в корпус трехходового крана 6, содержащего пробку 7, в которой выполнено впускное окно 8 и сливное отверстие 9, сопрягающееся с окном 10 корпуса при повороте пробки на 90о с помощью рычага 11.
Рис.3.2. Камерный объемный дозатор с краном
В процессе работы пробка 7 посредством рычага 11 вначале поворачивается в исходное положение и жидкость по открывающейся питающей трубке 5 поступает в мерную камеру 1, заполняя ее и частично воздушную трубку 2 до уровня жидкости в баке 4. Затем пробку 7 крана поворачивают на 90о (рис.3.2б), при этом канал питающей трубки 5 герметично ею закрывается, а сливное отверстие 9 пробки сопрягается с окном 10 корпуса и отмеренная доза жидкости по открывшемуся каналу сливается из камеры в тару. Эти дозаторы при работе исключают заплескивание жидкости в мерный стакан и имеют возможность небольшой точной регулировки объема дозы путем ввинчивания или вывинчивания трубки 2 в верхнюю часть стакана 1.
Регулировать в широких пределах объем отмеряемой дозы позволяют поршневые объемные дозаторы (рис. 3.3), состоящие из мерного цилиндра 1, с перемещающимся внутри на штоке 2 поршнем 3 несущим уплотнительное кольцо 4, и двух установленных на крышке 5 кланов: впускного 6, соединяемого трубопроводом с баком, и сливного 7, соединяемого с
19
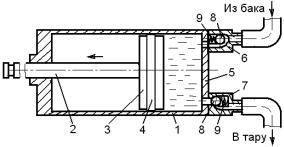
фасовочной трубкой. В исходном положении проходное отверстие в клапанах герметично закрывается шариками 8 (затворами), поджимаемыми пружинами 9. Привод дозатора обычно осуществляется от присоединенного к его штоку пневмоцилиндра.
Рис.3.3. Поршневой объемный дозатор с клапанами
При этом в период движения поршня 3 от крышки 5 внутри рабочей полости цилиндра 1 создается разрежение (вакуум). От действия разности давлении впускной клапан 6 открывается (шарик 8, сжимая пружину 9, отходит от отверстия) и по этому каналу фасуемая жидкость поступает из бака в мерную полость цилиндра 1. Сливной клапан 7 в это время остается закрытым. После заполнения мерной полости поршень 3 перемещается приводом в обратном направлении. При этом внутри рабочей полости цилиндра 1 создается избыточное давление, под действием которого впускной клапан 6 закрывается (шарик 8 пружиной 9 и сжимаемой жидкостью плотно прижимается к проходному отверстию), а сливной клапан 7 открывается и через него отмеренная доза жидкости под избыточным давлением подается по фасовочной трубке в тару. Объем отмеряемой дозы определяется величиной хода поршня 3 и регулируется ограничительным упором. Дозатор такого типа применяется, в частности, в фасовочном автомате модели М6-ОР3Е (рис.2.1), обеспечивающем упаковывание жидкой и пастообразной продукции (молока, кефира, сметаны) в полимерные пакеты порциями от 0,25 до 1,0 дм3 с точностью дозирования
± 2 % и производительностью до 25 пакетов в минуту.
Дозаторы с вакуумом в таре применяются для фасования по уровню пенообразующих жидкостей. Основными конструктивными элементами таких дозаторов (рис.3.4) являются крышка 1, герметично закрывающая горловину прижимаемой к ней тары 2, и трехходовой кран 3, соединяющийся с вертикально установленной в крышке трубкой 4, несущей датчик уровня 5. Кроме этого крышка 1 содержит камеру 6, сообщающуюся с полостью тары 2 через сливные отверстия 7, а также с питающей магистралью 8 через впускной клапан 9, проходное отверстие которого закрывается шариком 10, поджимаемым пружиной 11.
При фасовании жидкой продукции тара 2 подается на поднимающийся столик, прижимается им к резиновому уплотнению крышки 1 и ее полость при этом герметизируется. Далее пробка крана 3, поворачивается в положение, соединяющее трубку 4 с вакуумным насосом, создающим в таре разрежение. От возникшей разности давлений впускной клапан 9 открывается (шарик 10, сжимая пружину 11, отходит от отверстия) и через него фасуемая жидкость под атмосферным давлением поступает из бака по питающей магистрали 8 через
20