Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
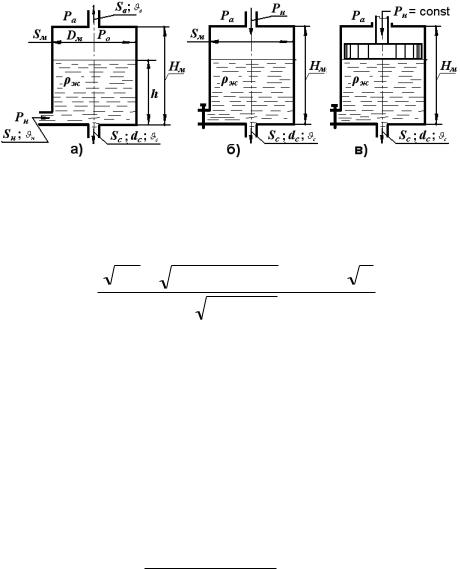
Наполнение мерной емкости камерных объемных дозаторов всегда происходит под избыточным давлением, создаваемым столбом жидкости в расходном резервуаре, или насосом. Причем воздух в это время выходит из нее через небольшое отверстие, встречая сопротивление, и из-за этого давление в мернике несколько превышает атмосферное (рис.3.8а).
Рис.3.8. Расчетные схемы камерного дозатора
С учетом изложенного время заполнения |
|
|||||||||
определяется по формуле: |
|
|
|
|
|
|
|
|||
|
|
|
P |
P |
ж |
Н |
м |
2 S |
м |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||
|
з |
|
|
2 g |
|
|
|
|
||
|
|
|
|
ж |
|
|
||||
|
|
|
|
|
|
|
|
|
||
мерной камеры дозатора
|
A |
, с |
(3.4) |
где
Р Р |
Р |
– перепад давлений в мерной камере, Па; (Ро ≈ Ра); |
н |
0 |
Ро – давление воздуха внутри мерника, Па; Ра – атмосферное давление, Па;
Рн – давление в магистрали, питающей камеру, Па;ж – удельный вес дозируемой жидкости, Н/м3;
Sм – площадь поперечного сечения мерной камеры, м2; Нм – высота мерной камеры, м;
А – коэффициент, характеризующий условия дозирования;
по формуле: |
|
|
1 |
S |
|
||
А |
|
2 |
|||||
|
|
|
|
|
|
||
S |
ж |
|
|
в |
н |
||
|
2 |
|
1 |
|
|||
|
|
|
|
|
|
|
|
|
|
в |
|
ж |
|
н |
|
вычисляется
(3.5)
где Sв выхода
|
и Sн – площади поперечного сечения соответственно патрубка для |
|
воздуха и питающего патрубка, м2; |
в |
и н (тхэта) – коэффициенты местных сопротивлений соответственно |
патрубка для выхода воздуха и питающего патрубка.
Опорожнение мерной камеры дозатора может осуществляться: без избыточного давления; при избыточном давлении, создаваемом сжатым воздухом; и при избыточном давлении, создаваемом поршнем (плунжером), действующим на жидкость с постоянным усилием.
Время опорожнения мерной камеры τо без избыточного давления (рис.3.8а) определяется по формуле (3.3), а время опорожнения при избыточном давлении, создаваемом в камере сжатым воздухом (рис.3.8б), определяется по следующей формуле:
26
|
|
|
|
P |
ж |
Н |
м |
|
Р 2 S |
м |
|
A |
|
|
|
|
|
|
|
|
|
|
|
|
, с |
(3.6) |
|||
|
о |
|
|
|
|
2 |
g |
|
|
|
||||
|
|
|
|
|
|
ж |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где Р Рн Р0 – перепад давлений в мерной камере и таре, Па; Рн – давление воздуха в подводящей магистрали, Па.
Время опорожнения мерной камеры τо при избыточном давлении, создаваемом в ней поршнем (плунжером) (рис.3.8в), действующим на жидкость с постоянным усилием, определяется по формуле:
|
|
|
|
1 |
с |
/ 2g |
P / |
ж |
Н |
м |
|
Р / |
ж |
2 S |
м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, с |
(3.7) |
|||||
|
|
о |
|
|
|
|
|
S |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
c |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где Sс – площадь поперечного сечения сливного патрубка, м2; |
|
|||||||||||||||||
с |
– коэффициент местного сопротивления сливного патрубка; |
|
||||||||||||||||
Р
Рн –
Рн |
Р0 |
– перепад давлений в мерной камере и таре, Па; |
давление, создаваемое поршнем в мерной камере, Па.
При наполнении тары по уровню дозатор обычно подает в нее продукт непосредственно из расходной емкости под избыточным давлением, создаваемым его насосом или столбом жидкости в расходной емкости. Поскольку в этих дозаторах мерная емкость отсутствует, то в формуле (3.1) длительность ее опорожнения τо = 0, при этом τз является длительностью наполнения тары и определяется по формуле:
|
|
|
V |
т |
|
|
|
|
V |
т |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
||
|
з |
|
V |
|
S |
|
|
2 Р / |
|
||
|
|
|
|
н |
ж |
||||||
|
|
|
|
с |
|
|
|
|
|
||
, с
(3.8)
где Vт – номинальный объем наполняемой тары, м3;
Vc – секундный расход жидкости из фасовочного патрубка дозатора, м3/с;
– коэффициент расхода, зависящий от конструкции дозатора и режима
истечения жидкости (для большинства может быть определен из выражения
фасовочных машин |
|
= 0,4 – 0,7); |
|
n |
, где Re – критерий Рейнольдса; |
||
k Re |
|||
Sн – площадь сечения фасовочного патрубка дозатора, м2;
Р - перепад давлений жидкости в фасовочном патрубке и таре, Па. Длительность процесса переключения дозаторов τп определяется
продолжительностью перевода их механизмов с режима наполнения в режим опорожнения (открытие крана, клапана или золотника, подъем мерника и т. д.) и обратно в исходное положение (закрытие запорных устройств, опускание мерника, возвращение поршня в исходное положение) для подготовки к следующему циклу. Эта составляющая цикла определяется быстродействием применяемых приводов, переключающих устройств и других исполнительных механизмов, а также последовательностью их срабатываний в цикле. Для каждого конкретного конструктивного исполнения дозатора τп определяется экспериментально или рассчитывается на базе данных по быстродействию, приводимых в паспортах на применяемые стандартные переключатели, приводы, коммутационные электрические устройства и другие механизмы.
27
Длительность дополнительных процессов τд в цикле определяется продолжительностью действий, связанных с подачей тары к дозатору, ее установкой, подъемом и опусканием, а также удалением заполненной тары с фасовочной позиции. Для каждого конкретного конструктивного исполнения дозатора и режима его работы в составе фасовочно-упаковочной машины τд определяется экспериментально или рассчитывается на базе данных по быстродействию, приводимых в паспортах на соответствующие стандартные исполнительные устройства и механизмы.
3.4. Дозаторы сыпучей продукции
Сыпучими называются вещества и многокомпонентные смеси, состоящие из твердых частиц в виде порошка, зерен, гранул, кусков или мелкоштучных изделий, способных к перемешиванию под воздействием внешних сил. К сыпучей продукции, в частности, относятся сахар, соль, мука, цемент, песок, гравий, минеральные удобрения, разнообразные зерновые культуры, картофель, многие фрукты, а также некоторая мелкоштучная продукция, такая как гвозди, винты, гайки, конфеты и т. д. Такая продукция может быть легко- и трудносыпучей, пылящей и не пылящей, способной образовывать с воздухом взрывоопасную смесь и нейтральной, горючей и негорючей. Конструктивное исполнение дозаторов для сыпучей и мелкоштучной продукции в значительно большей степени зависит от ее физико-химических свойств, чем у дозаторов для жидкой и пастообразной продукции.
Дозаторы для сыпучей продукции выполняются как в виде самостоятельных устройств, имеющих собственный привод, так и в качестве одного из основных узлов фасовочно-упаковочного технологического оборудования. В зависимости от величины давления, создаваемого в фасуемой сыпучей продукции, дозаторы подразделяются на атмосферные, вакуумные и с избыточным давлением. Последние, как правило, предусматривают дозирование в атмосфере инертного газа, подаваемого в зону отмеривания дозы.
Объемные дозаторы сыпучей продукции обеспечивают погрешность дозирования в пределах 1 – 3 % и отличаются простотой конструкции и высокой производительностью. Отмеривание дозы в них может производиться посредством мерной емкости (барабанные, камерные, стаканчиковые дозаторы) и путем изменения подачи (шнековые дозаторы).
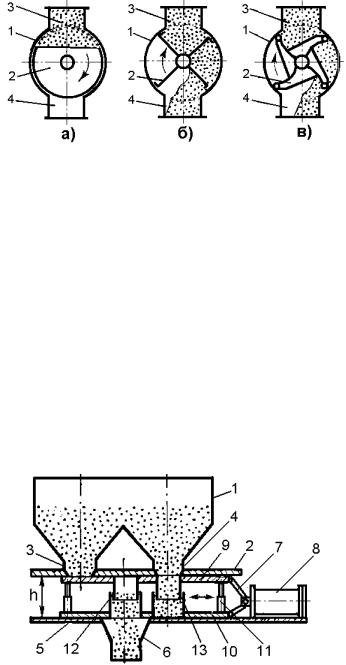
Наиболее конструктивно простыми являются объемные дозаторы, применяемые для фасования легкосыпучей продукции постоянного гранулометрического состава, свойства которой мало зависят от колебаний влажности окружающей среды. К ним, в частности, относятся барабанные дозаторы (рис.3.9) с одной или несколькими мерными емкостями. Такие дозаторы содержат цилиндрический корпус 1 внутри которого установлен поворачивающийся барабан 2, являющийся мерной емкостью (рис.3.9а) или содержащий несколько (обычно от 4 до 8) одинаковых секторных емкостей (рис.3.9б, в). При этом корпус дозатора через загрузочный патрубок 3 сообщается с расходным бункером, а через фасовочный патрубок 4 – с
28
продуктопроводом, по которому отмеренная доза высыпается в наполняемую тару.
Рис.3.9. Барабанные объемные дозаторы
В процессе работы дозатора фасуемая продукция по загрузочному патрубку 3 насыпается из расходного бункера в мерную емкость его барабана 4 (рис.3.9а), а затем после ее наполнения и поворота на 180о – под действием силы тяжести отмеренная доза высыпается из барабана через фасовочный патрубок 4 в тару. При этом канал загрузочного патрубка 3 перекрывается цилиндрической поверхностью барабана. Более производительными являются дозаторы с секторными барабанами (рис.3.9б, рис.3.9в), поскольку в них процесс заполнения одного мерного сектора барабана 2 совмещается во времени с процессом опорожнения противоположной ему мерной емкости.
Многопоточные объемные дозаторы с возвратно-поступательно перемещающимися мерными стаканами (рис.3.10) обеспечивают одновременное фасование легкосыпучей продукции в несколько единиц тары.
Рис.3.10. Многопоточный объемный дозатор
В этих дозаторах между общим расходным бункером 1, содержащим в плите 2 загрузочные воронки 3 и 4 для каждого потока, и нижней плитой 5, несущей адекватное число фасовочных воронок 6, располагается каретка 7, перемещающаяся возвратно-поступательно от пневмоцилиндра 8. Для каждого потока в окнах верхней 9 и нижней 10 плит каретки, соединенных винтовыми стяжками 11, закреплены сопрягающиеся обечайки двух телескопических мерных стаканов 12 и 13. При этом, сдвигая встречно эти плиты винтовыми стяжками 11 или раздвигая, за счет изменения высоты h устанавливается требуемый объем мерных стаканов. В процессе работы сыпучая продукция засыпается из бункера 1 через загрузочные воронки 4 в совмещенный с ними ряд мерных телескопических стаканов 13. Затем пневмоцилиндром 8 каретка 7 перемещается вперед и второй ряд ее мерных стаканов 12 совмещается с
29
загрузочными воронками 3 бункера 1, а наполненные стаканы 13 при этом совмещаются с окнами в нижней плите 5 фасовочных воронок 6. Далее осуществляется наполнение сыпучей продукцией из бункера 1 через воронки 3 стаканов 12 и одновременное фасование через воронки 6 отмеренных доз из стаканов 13 в тару. После этого каретка 7 возвращается пневмоцилиндром 8 в исходное положение. При этом из стаканов 12 отмеренные дозы через фасовочные воронки 6 высыпаются в тару, а мерные стаканы 13, совмещенные с загрузочными воронками 4 заполняются продукцией для выполнения очередного цикла.
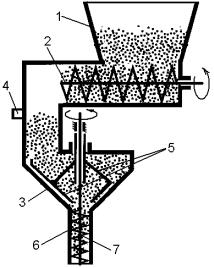
Для фасования трудносыпучей, порошкообразной и пылящей продукции применяются также шнековые объемные дозаторы, изготавливаемые в разнообразных конструктивных исполнениях. Причем такие дозаторы позволяют фасовать даже мелкодисперсную продукцию, которая склонна к слипанию при небольшом сдавливании.
1.Рис.3.11. Шнековый объемный дозатор
Внаиболее распространенном исполнении (рис.3.11) шнековый дозатор состоит из сопрягающейся с расходным бункером загрузочной воронки 1, оснащенной шнековым питателем 2 и переходящей в конический корпус 3 на переходном участке которого установлен датчик уровня 4. При этом внутри конического корпуса 3 на вертикальном полом валу вращается лопастная
мешалка 5, а в его вершине располагается фасовочный патрубок 6 с дозирующим шнеком 7, вал которого проходит через полый вал мешалки.
В процессе работы дозатора по команде датчика уровня 4 периодически включается вращение шнека в питателе 2, осуществляющего загрузку продукции из воронки 1 в конический корпус 3 до уровня контролируемого этим датчиком. В бункере поступающая продукция разрыхляется непрерывно вращающимися лопастями мешалки 5 и равномерным потоком проталкивается к дозирующему шнеку 7, периодическим вращением которого в патрубке 6 производится фасование очередной ее порции в тару. При этом заданный объем дозы отмеряется соответствующим числом оборотов дозирующего шнека. В период смены тары фасовочный патрубок 6 может закрываться заслонкой (не показана), для предотвращения выпадения из него прилипших частичек продукта. В герметичном исполнении шнековые дозаторы успешно фасуют как пылящую, так и гигроскопичную мелкодисперсную продукцию, а к их
30