Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
недостаткам можно отнести невысокую производительность и низкую точность дозирования.
Дополнительные механизмы и устройства, применяемые в дозаторах фасующих трудносыпучую продукцию, можно разделить на две следующие основные группы:
Ворошители различного вида, устанавливаемые в расходных бункерах, загрузочных воронках, корпусах дозаторов и на мерных емкостях, для придания фасуемой продукции хорошей сыпучести (текучести) путем предотвращения ее слеживаемости, комкуемости и сводообразования. В качестве ворошителей применяются мешалки и рыхлители в разнообразных исполнениях, а также механические встряхивающие и вибрационные механизмы
Питающие механизмы, обеспечивающие равномерную подачу упаковываемой продукции из расходного бункера или хранилища в дозатор, его мерные или весовые емкости, а также фасование отмеренных доз в тару. В качестве питающих механизмов применяются разнообразные вибролотки, ленточные транспортеры, барабанные, шнековые и тарельчатые питатели, пневмотранспортеры, аэрационные и другие устройства.
Тарельчатые питатели, например, обеспечивают подачу из расходного бункера равномерным потоком сухой мелкозернистой и порошкообразной продукции. Они состоят из плоской тарелки 1 (рис.3.12а), закрепленной на вертикальном валу 2 приводимом во вращение от электродвигателя. При этом над тарелкой соосно установлена загрузочная воронка 3 расходного бункера, содержащая вертикально перемещаемую винтовым механизмом 4 манжету 5. А под торцом тарелки на кронштейне 6 крепится фасовочный патрубок 7 питателя, с установленным на нем ножом 8, перекрывающим рабочую поверхность тарелки. В процессе работы питателя фасуемая продукция 9 высыпается из расходного бункера через воронку 3 на вращающуюся тарелку 1 и, растекаясь, образует на ее плоскости конус с углом естественного откоса . При этом периферийная часть этого конуса постоянно срезается перекрывающим тарелку ножом 8 и направляется с нее равномерным потоком в фасовочный патрубок 7.
Рис.3.12. Конструктивная (а) и расчетная (б) схемы тарельчатого питателя
Производительность такого питателя достаточно точно регулируется за счет изменения:
скорости вращения тарелки;
31

расстояния между нижним торцом манжеты 5 и тарелкой 1 (рис. 3.12а);
величиной перекрытия ножом 8 рабочей поверхности тарелки.
При этом следует учитывать, что скорость вращения ограничивается действием центробежной силы, при определенном значении которой частицы продукции сбрасываются с поверхности тарелки. Производительность тарельчатого питателя определяется по формуле (рис.3.12б):
Q
0,06 H |
2 |
|
R |
|
|||
|
tg |
|
|
n
, кг/ч
(3.9)
где Н – расстояние между тарелкой и верхней точкой (В) непрерывно удаляемого с нее ножом слоя продукции в форме треугольника АВС, см;
R – расстояние от оси вращения тарелки до центра тяжести треугольника АВС, см;
γ – объемный вес фасуемой продукции, г/см3; n – скорость вращения тарелки, об/мин;
– угол между образующей усеченного конуса и поверхностью тарелки (угол естественного откоса) в градусах.
Весовыми дозаторами осуществляется фасование сыпучей продукции в потребительскую и транспортную тару, а также непосредственно в грузовые емкости транспортных средств (вагоны, кузова автомобилей, трюмы судов) с наиболее высокой точностью дозирования. Сыпучая продукция поступает и выдается из таких дозаторов через разнообразные загрузочные и фасовочные воронки, а регулирование и перекрытие потоков в них обеспечивается различными затворами и заслонками. Дозаторы однократного взвешивания характеризуются низкой производительностью (до 15 циклов в минуту), из-за подачи продукта в их весовой бункер на заключительном этапе малым потоком. Повышение же интенсивности этого потока ведет к увеличению динамического воздействия на весовое устройство дозатора и к снижению точности взвешивания (дозирования). Получать же более высокую производительность без снижения точности позволяют конструктивно более сложные дозаторы двукратного и многократного взвешивания, обеспечивающие последовательное формирование требуемой дозы в нескольких параллельно работающих весовых устройствах.
В частности фасование легкосыпучей продукции с высокой производительностью обеспечивается дозатором двукратного взвешивания с рычажными весовыми устройствами (рис.3.13), содержащим расходный бункер 1 у которого загрузочный патрубок 2 основного потока перекрывается шибером 3 и сопрягается с загрузочным окном первого весового бункера 4, а загрузочный патрубок 5 малого потока сопрягается с направляющей воронкой 6, перекрываемой шибером 7. При этом весовой бункер 4, содержащий откидное дно 8 связанное с приводом 9, опирается подушками на призмы весового коромысла 10, на втором градуированном плече которого установлена уравновешивающая гиря 11, а расположенная в центре коромысла стрелка 12 взаимодействует с бесконтактным датчиком 13. Под весовым бункером 4 на аналогичном весовом коромысле 14 установлен второй весовой бункер 15, продукция в который загружается вибролотковым питателем 16 из
32
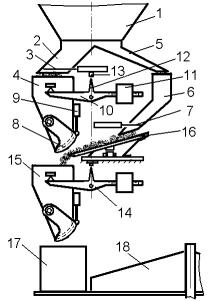
направляющей воронки 6, при этом тара 17 под этот бункер устанавливается дискретно вращающимся с заданным ритмом карусельным столом 18 фасовочного автомата.
Рис. 3.13. Дозатор двукратного взвешивания с рычажными весовыми устройствами.
В процессе работы дозатора при пустом весовом бункере 4 плечо с гирей 11 коромысла 10 опускается, стрелка 12 отходит от бесконтактного датчика 13 и по его сигналу открывается шибер 3. При этом продукция засыпается в весовой бункер 4 из расходного бункера 1 по загрузочному патрубку 2 до получения в нем веса, составляющего 85 – 90% от заданной дозы. В результате этого весовое коромысло 10 приходит в горизонтальное положение, его стрелка 12 взаимодействует с датчиком 13 и он выдает сигнал на закрытие шибера 3 и открытие откидного дна 8 весового бункера. При этом подача продукции прекращается, а грубо отмеренная доза высыпается из весового бункера 4 во второй весовой бункер 15. После выдержки времени, необходимого на пересыпание продукта и закрытие откидного дна 8 бункера, по сигналу датчика 13 открываются шиберы 3 и 7, а также включается в работу вибролотковый питатель 16. При этом в бункере 4 формируется следующая предварительная порция, и одновременно с этим вибролотковый питатель 16 производит досыпку продукта малым потоком в весовой бункер 15 до заданного веса. При получении в бункере 15 заданного веса коромысло 14 поворачивается в горизонтальное положение и его стрелка воздействует на аналогичный бесконтактный датчик, по сигналу которого закрывается шибер 7, выключается вибролотковый питатель 16, открывается откидное дно весового бункера 15 и точно взвешенная доза высыпается в тару 17. После выдержки времени, необходимого на высыпание продукта в тару и закрытие откидного дна весового бункера 15, карусельный стол 18 поворачивается на шаг, подавая под загрузку следующую тару, и далее цикл повторяется. Установка требуемого веса фасуемой дозы производится перемещением гири 11 до соответствующей риски шкалы, нанесенной на плечах весовых коромыслов 10 и 14 дозатора.
Наиболее же универсальными, высокопроизводительными и точными являются комбинационные (мультиголовочные) весовые дозаторы,
33
созданные и продемонстрированные впервые в 1972 году японской фирмой Ishida. Эти, конструктивно наиболее сложные и дорогостоящие дозаторы с электронной взвешивающей мультисистемой, обеспечивают фасование самой разнообразной сыпучей продукции (кроме пылящей порошкообразной), а также мелкоштучных изделий, упаковываемых в тару навалом. Они фасуют с минимальной погрешностью даже штучную и кусковую продукцию с довольно крупными размерами частиц, значительно отличающимися между собой по массе (конфеты, пряники, орехи, пельмени, сухофрукты) и на упаковывании именно такой продукции являются наиболее эффективными. Они также позволяют одновременно дозировать и несколько различных видов продукции.
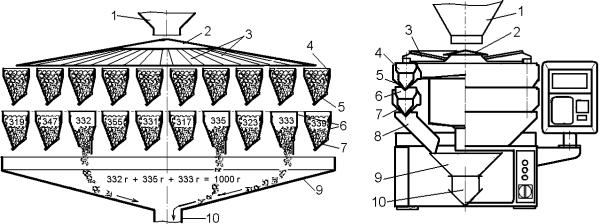
Такие дозаторы содержат от 8 до 24 одинаковых весовых устройств (рис.3.14), установленных обычно в круг и связанных с загрузочной воронкой 1 через конусообразное распределительное устройство 2 с направляющими радиальными желобами или вибролотками 3. Каждое весовое устройство включает в себя сопрягающийся с распределительным устройством 2 бункер 4 первичной загрузки с откидывающимся дном 5 и расположенный под ним весоизмерительный бункер 6, содержащий такое же откидывающееся дно 7 и электротензометрический весовой датчик, связанный с микропроцессорной взвешивающей мультисистемой дозатора. Откидывающееся дно на бункерах 4 и 6 приводится в действие от пневмопривода, а на последних усовершенствованных модификациях дозаторов – от шаговых электродвигателей, обеспечивающих программную регулировку величины его открытия. Этим достигается минимальная продолжительность выгрузки каждого конкретного продукта оптимальным потоком, а также снижается уровень вибрации и шума при работе. Под бункером 6 в каждом весовом устройстве располагается наклонный лоток 8, подающий отмеренную часть дозы в общую отводящую воронку 9, а из нее сформированная доза по продуктопроводу 10 фасуется в тару.
а) |
б) |
Рис. 3.14. Функциональная (а) и конструктивная (б) схемы комбинационного (мультиголовочного) весового дозатора
Принцип работы таких дозаторов основан на том, что приблизительно одинаковые порции фасуемой дозы продукта одновременно формируются во всех их весовых устройствах и данные о точной массе каждой из них постоянно передаются электротензометрическими весовыми датчиками в управляющий
34
микропроцессор, отбирающий в каждом цикле те из них, которые наиболее точно складываются в номинальную массу фасуемой дозы. Реализуется этот принцип следующим образом. Произведенная сыпучая или мелкоштучная продукция непрерывным потоком подается через загрузочную воронку 1 на конусообразное распределительное устройство 2 и далее его направляющими радиальными желобами или вибролотками 3 равномерно распределяется по всем бункерам 4 первичной загрузки, а из них через откидывающееся дно 5 периодически пересыпается сформированными порциями в весоизмерительные бункеры 6. Здесь электротензометрическими весовыми датчиками устанавливается и контролируется масса сформированных порций, и эти данные постоянно передаются в управляющий микропроцессор, который в каждом цикле находит оптимальную комбинацию из имеющихся составных частей, обеспечивающую наиболее точное формирование требуемой дозы продукта. Далее в выбранных микропроцессором бункерах 6 одновременно откидывается дно 7 и по сопрягающимся лоткам 8 отмеренные части дозы высыпаются в общую отводящую воронку 9, а из нее по продуктопроводу 10 фасуются в тару. В частности, в показанном на функциональной схеме примере (рис.3.14а) по команде микропроцессора в цикле одновременно открываются те три весоизмерительных бункера 6, суммарная масса порций в которых точно соответствует заданной массе фасуемой дозы в один килограмм (332 + 335 + 333 = 1000 г). Затем опорожненные весоизмерительные бункеры 6 заполняются из соответствующих бункеров 4 новыми порциями продукта, и управляющий микропроцессор находит оптимальную комбинацию из них для следующего цикла фасования, а в это время освободившиеся бункеры 4 первичной загрузки заполняются новыми порциями продукта, подаваемого распределительным устройством 2. Если же оптимальная комбинация не определяется, то в недогруженные весоизмерительные бункеры 6 автоматически добавляется некоторое количество продукта и управляющий микропроцессор после этого производит повторный поиск оптимальной комбинации. Использование принципа «взвешивание по частям и вычисление оптимальной комбинации» дает возможность получать в таких дозаторах конечный вес дозы со значительно меньшими погрешностями, чем при ее формировании в одном весовом бункере или поштучным взвешиванием.
В настоящее время такие дозаторы выпускает несколько фирм, в том числе по лицензии фирмы Ishida, но среди них Ishida по-прежнему является лидером, как по новизне применяемых технических решений, так и по количеству продаваемых автоматов. Комбинационные весовые дозаторы выпускаемые, например, фирмой «Bilwinco» (Дания) (модели BW110; BW114; BW118) в зависимости от исполнения работают с производительностью от 65 до 130 циклов в минуту и обеспечивают формирование доз массой до 1000 г со среднестатистической погрешностью ±1 г из сыпучей и мелкоштучной продукции с максимальной массой отдельных частиц до 80 г. Управляются они с пульта, содержащего микропроцессор с памятью на 164 продукта, алфавитноцифровой дисплей с выводом на печать, а также клавиатуру для программирования.
Дозирование сыпучей продукции по времени обеспечивают разнообразные дозаторы непрерывного действия с комбинированными
35