Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
питателями и весовым регулированием потока фасуемой продукции. В
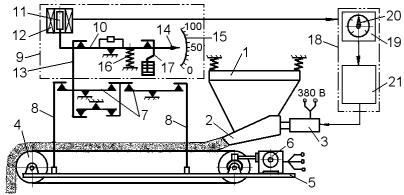
частности таковыми являются автоматические дозаторы непрерывного действия модели ЛДА с комбинированным питателем и весовым регулированием потока фасуемой продукции, которые применяются на металлургических предприятиях для непрерывного фасования по времени с заданной производительностью разнообразной кусковой сыпучей продукции, в том числе каменного угля, руды, доломита и агломерационной шихты. Выпускаются они промышленностью в виде серии машин с номинальной производительностью на 12; 25; 32; 60; 100 и 130 тон в час. Состоят такие дозаторы из расходного бункера 1(рис.3.15), подвешенного на пружинах; вибролоткового питателя 2, располагающегося под загрузочным патрубком бункера и работающего от электромагнитного привода 3; ленточного транспортера 4, установленного на весовой платформе 5 и приводимого в движение от электродвигателя 6; рычажного механизма 7, к которому на тягах 8 через опоры в виде пары «призма-подушка» подвешена весовая платформа 5; рычажного весового устройства 9 на конце плеча весового коромысла 10 которого крепится сердечник 11 индуктивного датчика 12, и оно соединяется также тягой 13 через опорные пары «призма-подушка» с рычажным механизмом 7, а второе плечо этого коромысла заканчивается стрелкой 14, сопрягающейся с секторным циферблатным указателем 15, и опирается на уравновешивающую пружину 16, а также несет на себе, установленную на опорной паре «призма-подушка», подвеску 17 для гирь. Стойка управления 18 может располагаться на расстоянии до 1000 метров от дозатора. Она содержит электронный дифференциально-трансформаторный блок 19 со стрелкой 20, вход которого соединяется проводами с индуктивным датчиком 12, а выход – через блок потенциал-регулятора 21 соединяется с приводом 3 вибролоткового питателя 2. В стойке 18 также располагаются блок автоматического управления ЭПИД и кнопочная панель ручного управления. Требуемая производительность дозатора задается соответствующей массой гирь, устанавливаемых на подвеску 17 весового коромысла 10 и по шкале блока управления ЭПИД.
Рис. 3.15. Автоматический весовой дозатор непрерывного действия модели ЛДА
В процессе работы дозатора сыпучая продукция подается из расходного бункера 1 вибролотковым питателем 2 на движущуюся от электродвигателя 6 бесконечную ленту транспортера 4 с заданной производительностью, а требуемая доза продукта отмеряется по времени ее подачи с транспортера 4
36
потоком заданной интенсивности. При этом вес находящейся на ленте продукции воспринимается рычажным механизмом 7 и передается на коромысло 10 весового устройства 9. Отклонения подаваемого потока от заданного выводят из равновесия коромысло 10, и его плечо отклоняется при этом пропорционально изменению веса в соответствующую сторону вместе с сердечником 11 индуктивного датчика 12. Пропорционально смещению сердечника 11 изменяется индуктивность датчика 12 и разбалансируется связанный с ним индукционный мост в дифференциально-трансформаторном блоке 19, что приводит к отклонению его стрелки 20 на величину, пропорциональную изменению нагрузки на ленту, а также появлению выходного сигнала рассогласования, поступающего на вход потенциалрегулятора 21. Последний изменяет напряжение, подаваемое на катушки электромагнитного привода 3, увеличивая или уменьшая тем самым амплитуду колебаний вибролоткового питателя 2 и его производительность до тех пор, пока вес дозируемого материала на движущейся ленте транспортера 4 не достигнет заданной величины, и коромысло 10 не вернется в равновесное состояние. Блок управления ЭПИД, кроме задатчика производительности, содержит также суммирующий счетчик количества выданного материала, стрелочно-циферблатный указательный механизм и регистрирующее устройство диаграммной записи производительности. А непосредственно на самом дозаторе располагается дублирующий стрелочно-циферблатный указательный механизм.
Для фасования сыпучей продукции наряду с рассмотренными дозаторами, получившими наиболее широкое распространение, применяются и разнообразные другие дозаторы, отличающиеся друг от друга конструктивным исполнением, величиной фасуемых доз, производительностью, точностью дозирования и другими характеристиками.
3.5.Закономерности дозирования сыпучей продукции
Впроцессе формирования заданной дозы (дозирования) сыпучая продукция, так же как и жидкость, обычно проходит в дозаторах по следующему тракту: расходный бункер с выходным патрубком – мерная емкость – фасовочная воронка с продуктопроводом – наполняемая тара.
Поэтому время полного цикла τц работы дозаторов сыпучей продукции определяется так же по формуле (3.1), то есть складывается из длительности
процесса заполнения его мерной емкости по заданному весу (τз), длительности процесса опорожнения мерной емкости (τо), длительности процессов переключения (τп) механизмов дозатора с режима наполнения в режим опорожнения и обратно в исходное положение, а также с длительности
дополнительных процессов (τд), связанных с установкой, подъемом, опусканием и удалением заполненной тары из дозатора.
Время заполнения τз мерной емкости дозатора зависит от многих факторов, основными из которых являются физико-механические характеристики фасуемой сыпучей продукции и вид применяемого питателя. Для заполнения мерных емкостей применяются гравитационные, вибролотковые, барабанные, шнековые тарельчатые и пневматические
37
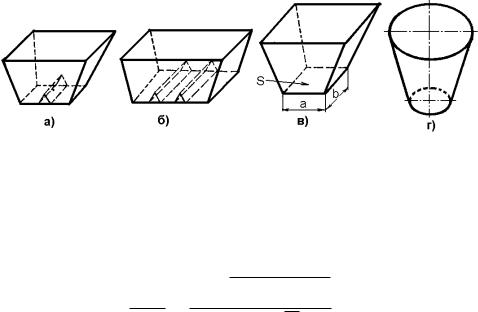
питатели, а также ленточные транспортеры и другие устройства. Из перечисленных самое широкое распространение получили конструктивно простые гравитационные питатели, основой которых являются воронки различных исполнений. При этом установлено [13], что наилучшие результаты дают призматические с рассекателями (рис.3.16а – в) и конические (рис.3.16г) воронки с углом наклона стенок около 30о.
Рис. 3.16. Исполнения воронок в гравитационных питателях
В частности, если мерная емкость дозатора заполняется из призматической воронки с двумя вертикальными и двумя наклонными стенками (рис.3.16в), при установившемся в ней максимальном давлении продукта, то время ее заполнения τз можно вычислить по следующей формуле:
|
з |
|
V S v
V 
 k a k
k a k
S 
 S
S
b
, с |
(3.10) |
где V – объем отмеряемой дозы, м3;
a, b, – размеры сторон выпускного отверстия воронки, м; S – площадь сечения выпускного отверстия воронки, м2; v – скорость истечения продукта, м/с;
μ – коэффициент истечения;
k, kα – экспериментальные коэффициенты, обусловливающие величину и характер изменения давления (напора) продукта (берутся для каждого рассматриваемого случая по таблице 2 (с.302 – 305) источника [13]). Например, для пшеницы, засыпаемой через призматическую воронку с двумя вертикальными и двумя наклонными стенками с углом α = 30о (рис.3.16в): k = 0,38; kα = 0,214; μ = 0,884.
Если мерная емкость дозатора заполняется другими видами питателей, то
время ее заполнения τз определяется из соотношения: |
|
||||
з |
|
3600 М |
, с |
(3.11) |
|
Q |
|||||
|
|
|
|
||
где М – масса отмеряемой дозы, кг;
Q – производительность применяемого питателя, кг/ч.
Длительность процесса опорожнения τо мерной емкости дозатора зависит от конструктивного исполнения и способа открытия ее выпускного устройства. Неравномерная интенсивность потока высыпающейся из мерной емкости продукции обусловливается, прежде всего, изменением (увеличением) площади S в раскрывающемся окне выпускного устройства и уменьшением высоты ее
38

наполнения в процессе высыпания выражения:
|
о |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
дозы. Значение τо можно определить из
|
М |
|
|
I |
|
, с |
(3.12) |
|
|
|
|
Ф I dI |
|
|
|
0 |
|
|
|
где Ф(I) – функция интенсивности высыпания дозы (в г/с), зависящая от конструкции мерной емкости, расположения выпускного окна и закономерности его открытия; в общем случае вид этой функции не может быть установлен и определяется для каждого конкретного исполнения мерной емкости.
В том случае, когда выпускное окно открывается очень быстро (например, электромагнитным приводом) и мерная емкость подвергается дополнительно вибрации, способствующей разрыхлению продукта, длительность ее опорожнения τо можно приближенно определить по формуле:
|
|
|
|
|
V |
1 |
|
|
||
|
|
|
|
|
|
|
S |
|
2 |
|
|
|
|
V |
|
|
|
F |
|
||
|
|
|
|
|
|
|
|
|||
о |
S v |
S |
2 g H |
|||||||
|
|
|
||||||||
|
|
|
|
|||||||
, с
(3.13)
где V – объем отмеряемой дозы, м3;
F – площадь сечения мерной емкости, м2;
S– площадь сечения выпускного окна мерной емкости, м2;
v– скорость истечения продукта, м/с;
μ – коэффициент истечения; Н – высота заполнения мерной емкости, м;
g – ускорение свободного падения, м/с2.
Длительность процесса переключения дозаторов τп полностью определяется конструктивным исполнением и быстродействием запорных устройств (заслонок, шиберов, клапанов и т. д.), а также последовательностью их срабатываний в цикле. Для каждого конкретного конструктивного исполнения дозатора τп определяется экспериментально или рассчитывается на базе данных по быстродействию, приводимых в паспортах на применяемые стандартные переключатели, приводы, коммутационные устройства и другие механизмы.
Длительность дополнительных процессов τд в цикле определяется продолжительностью действий, связанных с подачей тары к дозатору, ее установкой, подъемом и опусканием, а также удалением заполненной тары с фасовочной позиции. Для каждого конкретного конструктивного исполнения дозатора и режима его работы в составе фасовочно-упаковочной машины τд определяется экспериментально или рассчитывается на базе данных по быстродействию, приводимых в паспортах на соответствующие стандартные исполнительные устройства и механизмы.
39

4. УСТРОЙСТВА ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ШТУЧНЫХ ИЗДЕЛИЙ
Автоматизация процессов изготовления тары и других конструктивных элементов упаковки, а также упаковывания разнообразной штучной продукции неразрывно связана с поштучной, групповой или комплектной автоматической подачей на исполнительные позиции соответствующих технологических машин в заданном положении и с требуемой точностью, как образующих упаковку составных частей (тары, укупорочных средств, этикеток, функциональных приспособлений), так и упаковываемой штучной продукции.
Решается эта проблема путем создания под конкретные штучные изделия достаточно простых и недорогих специализированных загрузочных устройств, обеспечивающих требуемую производительность и точность. В обобщенном виде такие системы включают в себя (рис.4.1): разнообразные загрузочные устройства, оснащенные захватно-подающими механизмами; ориентирующие устройства; стапелирующие и кассетирующие устройства; магазины с механизмами поштучной выдачи изделий; кассетные питатели; а также роботы и манипуляторы, оснащенные захватами.
Рис.4.1. Обобщенная структурная схема систем автоматической загрузки штучных изделий
Реальные специализированные системы загрузки штучных изделий, в зависимости от конструктивного исполнения подаваемых объектов, вида технологического оборудования и уровня автоматизации процесса могут включать в себя от одного до нескольких таких функциональных устройств и механизмов, работающих в разнообразных сочетаниях или содержать многофункциональные устройства, обеспечивающие, например, захват, создание систематизированного потока и ориентирование изделий. Рассмотрим наиболее распространенные исполнения функциональных устройств и механизмов, а также примеры их конкретного совместного применения в реальных системах загрузки штучных изделий.
4.1. Загрузочные устройства с захватно-подающими механизмами
Загрузочные устройства предназначены для размещения в них партии штучных изделий и объектов обработки, обеспечивающей автономную бесперебойную работу технологического автомата в течение заданного интервала времени. Таковыми, в частности, являются разнообразные бункерные загрузочные устройства, а также неподвижные, вращающиеся или вибрирующие столы и другие накопители.
40