Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
ориентируют в заданное положение комбинированным способом. Для этого выходную часть дорожки 2 делают зауженной настолько, чтобы детали 3, движущиеся выступом внутрь бункера оставались на ней, а у деталей 4, движущихся выступом к обечайке бункера, центр тяжести оказывался за кромкой дорожки и они падали с нее обратно в бункер. После зауженного участка дорожка 2 в вибробункере через радиальный участок 5 переходит на нижний горизонтальный уровень 6, а на ее первоначальном уровне к обечайке на определенном расстоянии крепится опорная пластина 7 таким образом, чтобы детали 3, движущиеся выступом вперед из-за смещенного центра тяжести не доходили до нее и по радиальному участку 5 лотка соскальзывали на нижний горизонтальный участок 6, а детали 8, движущиеся выступом назад, заходили передним концом на пластину 7, а затем, опираясь на пластину 7 и соскальзывая вторым концом с дорожки 2, переворачивались на 180о при движении по радиальному участку и оказывались на нижнем горизонтальном участке 6 лотка в требуемом сориентированном положении.
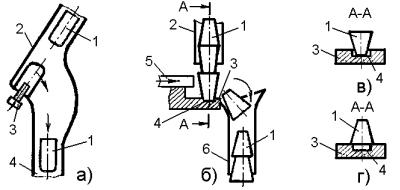
Когда же в систематизированном потоке, формируемом захватноподающими механизмами, изделия находятся в нескольких устойчивых положениях, то их окончательное ориентирование к одному заданному положению осуществляется разнообразными устройствами вторичного ориентирования. Например, колпачки 1 (рис.4.7а) из подающего лотка 2 в таком ориентирующем устройстве падают на винт 3. И если они движутся отверстием вниз, то надеваются им на винт, а затем опрокидываются и падают в отводящий лоток 4 донышком вниз. Если же колпачок движется донышком вниз, то он проскальзывает им по винту и поступает в отводящий лоток 4, не меняя положения. Таким образом, все колпачки поступают в отводящий лоток 4 только донышком вниз, то есть в одном требуемом положении.
Рис.4.7. Устройства для вторичного ориентирования изделий
В другом устройстве вторичного ориентирования (рис.4.7б) конические ролики 1 движутся по подающему лотку 2 и устанавливаются нижним основанием на опору 3, содержащую соосную выемку 4 по диаметру адекватную диаметру меньшего основания ролика. И если подаваемый ролик устанавливается на опору 3 большим основанием (рис.4.7г), то он перекрывает в опоре эту выемку, и толкателем 5 перемещается по ней в отводящий лоток 6, не меняя положения. Меньшее же основание (рис.4.7в) ролика 1 размещается в выемке 4 опоры 3 и в этом случае от воздействия толкателя 5 ролик опрокидывается и, переворачиваясь, падает в отводящий лоток 6 большим
46
основанием вниз. В результате в отводящем лотке 6 все конические ролики оказываются в одинаковом положении – большим основанием вниз.
4.3. Магазины с механизмами выдачи изделий
Магазины предназначены для накопления изделий, поступающих в ориентированном положении из внецикловых загрузочных устройств и их одновременной выдачи на приемную позицию технологического оборудования, работающего в заданном ритме. То есть с их помощью работа внецикловых загрузочных устройств согласовывается с требуемой производительностью циклового технологического оборудования. Периодическая загрузка изделий в магазины может производиться и вручную, а их поштучная или групповая подача из магазинов обычно производится механизмами выдачи изделий, работающими в едином ритме с питаемыми цикловыми автоматами. Механизмы выдачи в процессе работы принимают из магазина одно изделие или группу изделий и производят их выдачу на приемную позицию с заданным ритмом и требуемой точностью позиционирования. Магазины применяются также в качестве промежуточных приемников-накопителей в автоматических поточных линиях, для обеспечения их непрерывной работы при кратковременной остановке отдельных агрегатов.
По конструктивному исполнению магазины могут выполняться открытыми, полуоткрытыми и закрытыми; гибкими и жесткими; цельными и сборными; специализированными и переналаживаемыми; прямолинейными, криволинейными и спиральными. Поперечное же сечение магазинов должно обеспечивать накопление и свободное перемещение по ним изделий в заданном сориентированном положении. Различают гравитационные магазины, в которых изделия перемещаются под действием собственного веса, и магазины с принудительным перемещением изделий.
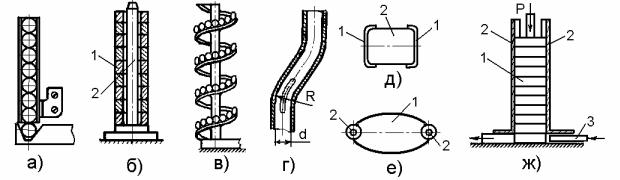
Рис.4.8. Конструктивные исполнения магазинов
Прямолинейные магазины (рис.4.8а-б) по конструктивному исполнению являются наиболее простыми. Для удобства наблюдения за наполняемостью магазинов в их стенках, образующих канал, выполняют вертикальные окна или магазины выполняют полуоткрытыми (рис.4.8д). В переналаживаемых магазинах стенки 1 (рис.4.8д) образующие канал для изделий 2 могут выполняться раздвижными. Спиральные (рис.4.8в) магазины обычно обладают большой вместимостью и применяются для накопления объемных изделий типа тел вращения (шарообразных, цилиндрических, конических, овальных). Трубчатые магазины выполняются прямыми и изогнутыми (рис.4.8г), а также
47
жесткими (из металлических труб) или гибкими (витыми из проволоки, из шлангов). Стержневые (штыревые) магазины (рис.4.8е) применяются для накопления плоских изделий 1, содержащих элементы фиксации стержневыми направляющими 2 на наружном контуре или на плоской поверхности в виде сквозных отверстий. В магазинах шахтного типа (рис.4.8ж) ускоренное принудительное перемещение стопы изделий 1 в направляющих 2 к шиберному механизму выдачи 3 осуществляется дополнительно действующей на нее силой Р, создаваемой грузом, пружиной или штоком пневмоцилиндра. Для поштучной или групповой выдачи изделий магазины обычно оснащаются соответствующими механизмами, работающими в едином ритме с питаемыми цикловыми автоматами.
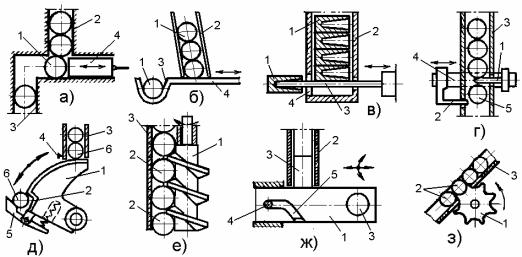
В частности, в механизме выдачи изделий простого действия поштучная выдача изделий 1 (рис.4.9а) из магазина 2 в приемный канал 3 осуществляется, например, возвратно-поступательно перемещающимся толкателем 4. Поштучная доставка изделий 1 (рис.4.9б) на приемную позицию из магазина 2 производится также в гнезде 3 возвратно-поступательно перемещающегося ползуна 4, которое в исходном положении ползуна сопрягается с каналом магазина 2 и принимает из него нижнее изделие. При движении же ползуна канал магазина закрывается его верхней сопрягающейся плоскостью. Поштучная выдача заготовок 1 (рис.4.9в) из магазина 2 может осуществляться и возвратно-поступательно перемещающимся обрабатывающим инструментом автомата, например, пуансоном 3 вытяжного штампа. При этом в процессе рабочего хода пуансон 3 входит в полость нижней заготовки и проталкивает ее через боковое окно 4 магазина и далее матрицу штампа, одновременно перекрывая собой канал магазина. При возвращении пуансона в исходное положение, канал магазина открывается, стопа заготовок опускается до его дна, а затем цикл повторяется.
Рис.4.9. Конструктивные исполнения механизмов выдачи изделий
Механизмы двойного действия содержат, например, два параллельных между собой штыря 1 и 2 (рис.4.9г), проходящих через отверстия в стенках магазина 3 и закрепленных на возвратно-поступательно перемещающемся от привода ползуне 4. При поштучной выдаче расстояние между штырями принимается равным высоте одного изделия 5, а при групповой выдаче – соответственно равным сумме высот выдаваемой группы изделий. В процессе
48
рабочего хода ползуна 4 вначале его верхний штырь 1 внедряется между изделиями и удерживает на себе стопу расположенных над ним изделий, а затем нижний штырь 2 выводится из канала магазина и освободившееся изделие 5 (или группа изделий) перемещается из него за счет силы тяжести на приемную позицию. При обратном ходе ползуна вначале нижний штырь 2 перекрывает канал, а затем верхний штырь 1 выводится из канала магазина, удерживаемая им стопа изделий перемещается до контакта с нижним штырем 2
идалее цикл повторяется.
Вмеханизме колебательного движения (рис.4.9д) секторный исполнительный механизм 1 в исходном положении сопрягается своим гнездом 2 с каналом магазина 3 и при отжатой упором 4 фиксирующей губке 5 принимает из него нижнее изделие 6. Затем при рабочем повороте сектора 1 подаваемое изделие 6 фиксируется в его гнезде 2 подпружиненной губкой 5 и переносится на приемную позицию, а канал магазина в это время закрывается снизу сопрягающейся торцевой поверхностью сектора.
Вмеханизмах вращательного движения поштучная выдача изделий производится непрерывно или периодически вращающимся шнеком 1 (рис.4.9е), за полный оборот которого осуществляется поштучный захват изделия 2 из магазина 3 и его одновременная выдача с заданным шагом на приемную позицию. Исполнительным механизмом в таких устройствах часто является и периодически поворачивающаяся от привода на заданный угол звездочка 1 (рис.4.9з) в выемки которой изделия 2 поочередно западают из магазина 3, а после поворота выкатываются из них с заданным ритмом на приемную позицию.
Вмеханизме с комбинированным движением гнездо ползуна 1 (рис.4.9ж) в исходном положении сопрягается с каналом магазина 2 и принимает из него нижнее изделие 3. Затем срабатывающим приводом ползун выдвигается вперед
иодновременно поворачивается относительно продольной оси на 90о от взаимодействия неподвижного штифта 4 с его спиральной направляющей канавкой 5. В результате такого совмещенного возвратнопоступательного и вращательным движения ползуна изделие 3 выдается им на приемную позицию с одновременной переориентацией в пространстве.
Наряду с рассмотренными имеются и многие другие исполнения магазинов и механизмов поштучной и групповой выдачи для самых разнообразных изделий.
4.4. Кассетные питатели
Кассетные питатели предназначены для выдачи ориентированных изделий из сменных или стационарных кассет, а также других накопителей на приемную позицию или непосредственно в рабочую зону технологического оборудования в соответствии с циклограммой его работы. По принципу действия основного исполнительного механизма, обеспечивающего подачу изделий, они подразделяются на питатели шиберные, шахтные с верхней выдачей изделий, револьверные и координатные с плоскими ячеистыми кассетами, а также комбинированные. В каждой группе питатели различаются по характерным признакам, определяющим их конструктивные исполнения. Привод исполнительных механизмов кассетных питателей может
49
осуществляться как от распределительного вала технологической машины, так и от индивидуального электрического, гидравлического или пневматического двигателя.
Шиберными питателями осуществляется поочередная выдача из стопы в кассете нижнего изделия в направлении, совпадающем с направлением движения шибера – исполнительного механизма, совершающего прямолинейные возвратно-поступательные или маятниковые движения. В процессе работы питателя шибер принимает из стопы нижнее изделие и перемещает его на приемную позицию, одновременно перекрывая своей сопрягающейся поверхностью канал кассеты. После рабочего хода шибер возвращается в исходное положение, канал кассеты открывается, стопа изделий опускается на рабочую плоскость питателя и цикл повторяется. Обычно такие питатели применяют для подачи изделий с плоскими противолежащими поверхностями толщиной от 0,2 до 50 мм и размерами в направлении движения до 150 мм. Шиберы в них могут выполняться открытыми и закрытыми. Наиболее распространенными являются открытые шиберы, перемещающие изделия своей передней торцевой поверхностью. Их применяют для подачи изделий простой конфигурации имеющих толщину более 1 мм. В закрытых шиберах выполняется окно или выемка (трафарет) с контуром адекватным конфигурации подаваемого изделия. В исходном положении нижнее изделие принимается из стопы в трафарет такого шибера, а затем подается в нем на приемную позицию. Применяются эти шиберы для подачи изделий сложной конфигурации, плохо сохраняющих заданную ориентацию и толщиной менее
0,8 мм.
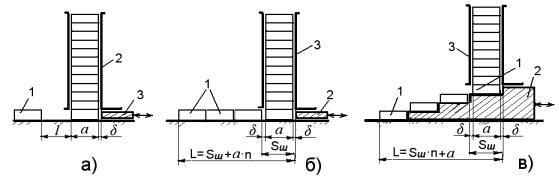
Изделия на приемную позицию шиберным питателем могут подаваться тремя способами: поштучно, дорожкой и ступенчато (каскадом).
При поштучной подаче изделий 1 (рис.4.10а) на приемную позицию, находящуюся на расстоянии l от стопы в кассете 2, достигается точное позиционирование изделия, но шибер 3 при этом совершает большой ход Sш, вычисляемый по формуле:
Sш l a , мм |
(4.2) |
где l – расстояние от стопы изделий до приемной позиции, мм; a – размер изделия в направлении подачи, мм;
δ – зазор между стопою и торцом шибера; принимается 3 – 5 мм.
Рис.4.10. Схемы способов подачи изделий шиберными питателями
Подача дорожкой (рис.4.10б) позволяет перемещать изделия 1 малым ходом шибера 2 на значительно удаленную от кассеты 3 приемную позицию.
50