Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
Промышленным роботом (ПР) называется автоматическая машина, стационарная или подвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, а также устройства программного управления и предназначенная для выполнения в производственном процессе двигательных и управляющих функций. Основными составными частями ПР являются манипуляторы, рабочие органы, системы управления и информационно-адаптивное обеспечение.
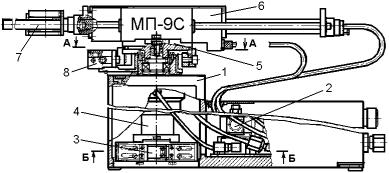
Самыми распространенными в производстве являются универсальные цикловые ПР с тремя степенями подвижности в цилиндрической системе координат. К ним, в частности, относится робот МП-9С грузоподъемностью 0,2 кг, состоящий из манипулятора габаритными размерами 630 х 232 х 305 мм и массой 40 кг, а также цикловой системы управления модели ЭЦПУ-6030, блока подготовки сжатого воздуха, захвата механического и соединительных кабелей.
Рис.4.15. Манипулятор робота МП-9С
Манипулятор этого робота состоит из корпуса 1 (рис.4.15), блока пневмораспределитетей 2, модуля поворота 3, модуля вертикального перемещения 4, соединительной муфты 5, а также из закрепленной на ней руки 6 с механическим захватом 7 и демпфера поворота 8, установленного на модуле 4.
4.6. Захватные устройства
Вся совокупность движений робота подчинена, в конечном счете, основной цели – перемещению объекта манипулирования, удерживаемого захватным устройством.
Захватные устройства обеспечивают взятие объектов манипулирования и их надежное удержание в определенном положении при разнообразных движениях манипулятора, выполняемых с ускорениями и торможениями как поочередно, так и одновременно по нескольким степеням подвижности. Способом удержания объектов манипулирования определяется принцип действия захвата. Соответственно по принципу действия захватные устройства подразделяются на следующие виды:
механические поддерживающие и схватывающие;
пневматические удерживающие (работающие на разряжении (вакууме), использующие атмосферное давление или потоки сжатого воздуха);
удерживающие магнитные, электростатические и адгезионные;
а также комбинированные (схватывающе-удерживающие).
56

Приведенная классификация (рис.4.16) позволяет для разнообразных производственных процессов выбирать наиболее оптимальные конструктивные исполнения захватных устройств, которые рационально взаимодействовали бы с объектами манипулирования и обеспечивали требуемые траектории их перемещений.
Рис.4.16. Схема классификации захватных устройств
Для оснащения промышленных роботов и манипуляторов наиболее широко применяются разнообразные механические захватные устройства,
состоящие, как правило, из корпуса, привода, передаточного механизма и захватных элементов, непосредственно контактирующих с объектом манипулирования. В частности неуправляемые механические захваты обычно выполняются в виде пинцетов (рис.4.17а), разрезных втулок (цанг), упругих валиков или клещей с одной или двумя подпружиненными подвижными губками. Командный же захват с рычажно-шарнирным передаточным механизмом состоит из двух рычагов 1 (рис.4.17б) с захватными губками 2, установленных на шарнирах 3 в корпусе 4 и связанных через параллелограммный передаточный механизм 5 со штоком приводного пневмоцилиндра 6. При выдвижении штока пневмоцилиндра 6 рычаги 1 этого захвата сходятся и губками 2 зажимают изделие, находящееся, например, на приемной позиции. После же доставки изделия манипулятором на позицию укладки, рычаги 1 захвата расходятся от обратного хода штока в пневмоцилиндре 6 и отпускают изделие.
Для перемещения с невысокой точностью позиционирования тонкостенных легких изделий применяются конструктивно простые захваты, исполнительным органом в которых являются растягивающиеся оболочки, надуваемые сжатым воздухом. Такой захват, берущий изделия 1 (рис.4.17в) за внутреннюю поверхность, на соединенной с пневмомагистралью полой цилиндрической оправке 2 с отверстиями в стенках содержит герметично закрепленную растягивающуюся оболочку 3. В процессе работы он вводится в
57
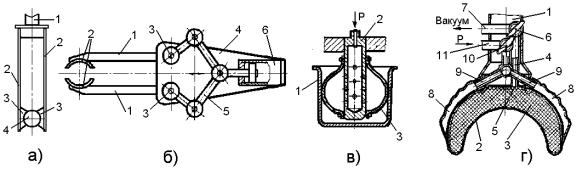
полость изделия, а затем в оболочку 3 через оправку 2 подается сжатый воздух под избыточным давлением 0,15 – 0,25 МПа. При этом оболочка 3 раздувается и, увеличиваясь в диаметре, с равномерным давлением прижимается к сопрягающейся внутренней поверхности изделия, удерживая его силами трения. Для отпускания изделия воздух из оболочки удаляется в атмосферу и за счет упругости она возвращается в исходное положение.
Рис.4.17. Механические захваты
Взятие хрупких изделий с адаптацией охватывающих губок к их поверхности обеспечивается захватом, к корпусу 1 которого (рис.5.37и) крепится дугообразной формы эластичный баллон 2, заполненный сыпучим материалом 3 и присоединенный трубкой 4 через сетку 5 и клапан 6 к вакуумной магистрали 7. При этом с наружной стороны баллон 2 охватывают два эластичных пальца 8 с гофрами на наружной образующей, соединенных трубопроводами 9 через клапан 10 с пневмомагистралью 11. В процессе работы захватываемое изделие вводится в дугообразную выемку баллона 2 и клапаном 10 включается подача сжатого воздуха в эластичные пальцы 8. При этом гофры на наружной поверхности пальцев распрямляются, и баллон 2 огибается ими вокруг изделия, а прижимающаяся поверхность баллона повторяет его форму за счет эластичности стенок и смещения частиц заполняющего сыпучего материала 3. Далее полость баллона 2 включением клапана 6 соединяется с вакуумной магистралью и из нее удаляется воздух. От этого частицы сыпучего материала 3 под действием атмосферного давления теряют способность смещаться относительно друг друга и сыпучий материал «затвердевает» в приобретенной форме. В результате корпус 1 вместе с баллоном 2 образуют единое жесткое тело, надежно удерживающее перемещаемое изделие. При отпускании изделия выключающимися клапанами 6 и 10 полости пальцев 8 и баллона 2 соединяются с атмосферой, и за счет собственной упругости они возвращаются в исходное положение. Наряду с рассмотренными применяются также и многочисленные другие механические захваты в самых разнообразных конструктивных исполнениях.
Сжимающее усилие, которое должен развивать механический захват для удержания изделия определяется весом этого изделия и величиной коэффициента трения между их контактирующими поверхностями, а также величиной и направлением действия инерционных сил, возникающих при манипулировании. Например, при перемещении манипулятором удерживаемого изделия одновременно по трем координатам (поворот в горизонтальной плоскости с одновременным подъемом и выдвижением руки) требуемую величину сжимающего усилия Fc можно вычислить по формуле:
58
F |
G |
|
k |
|
|
a |
|
|
1 |
a |
|
tg 2 |
|
|
|
|
1 |
|
в |
|
г |
R tg R |
, Н |
(4.8) |
|||||||
с |
и |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
f |
|
|
g |
|
g |
|
|
|
|
|
|
|
где Gи – вес удерживаемого изделия, Н;
k – коэффициент запаса (k = 1,2 – 2,0);
f – коэффициент трения между контактирующими поверхностями; ав – ускорение вертикального движения, м/с2;
g – ускорение свободного падения, м/с2;
аг – ускорение горизонтального выдвижения руки, м/с2; α – угол скоса в призматических губках захвата в градусах;
ω – угловая скорость поворота руки в горизонтальной плоскости, рад/с; ε – угловое ускорение поворота руки в горизонтальной плоскости, рад/с2; R – расстояние от оси поворота руки до центра тяжести изделия, м.
Далее по сжимающему усилию Fc, необходимому для удержания изделия, рассчитывается усилие привода захвата Рп. В частности, для двухпальцевых механических захватов усилие Рп создаваемое приводом захвата определяется по следующей обобщенной формуле:
Р |
|
|
2 F |
|
|
|
с |
, Н |
(4.9) |
||
|
|
|
|||
|
п |
|
i |
||
|
|
|
|
|
где Fc – сжимающее усилие удерживающих элементов захвата, Н; η – КПД передаточного механизма захвата;
i |
|
|
|
||
|
п г
– кинематическая передаточная функция;
δп и δг – величина перемещений исполнительного механизма привода и кинематически связанной с ним губки захвата соответственно, мм.
Пневматические захваты удерживают перемещаемые изделия за счет создания разряжения (вакуума) в контактирующем с их поверхностью звене или за счет энергии воздействия потоков сжатого воздуха.
По |
принципу действия пневматические захваты можно разделить на |
|
вакуумные, вихревые и струйные. |
|
|
По |
способу создания |
перепада давлений вакуумные захваты |
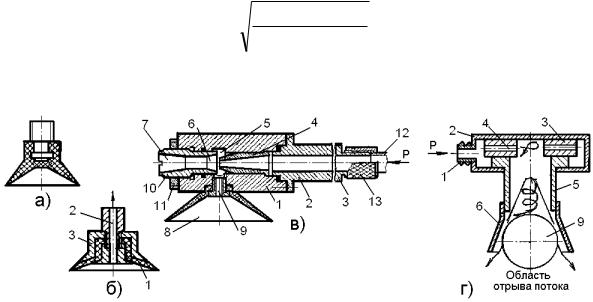
подразделяются на пассивные (не управляемые) и активные (управляемые). В пассивных захватах (рис.4.18а) разрежение создается за счет изменения объема внутренней полости присоски путем упругой деформации эластичного корпуса или оснащением ее растягивающейся мембраной, сильфоном, перемещающимся внутри поршнем. Изготовляют присоски чаще всего из резины в форме усеченного конуса. В активных вакуумных захватах разрежение в полости присоски создается присоединенными к ней различными вакуумными насосами или эжекторными устройствами. Для повышения точности позиционирования в активных захватах жесткость присоски 1 (рис.4.18б), соединяемой через канал 2 с вакуумным насосом, увеличивают за счет ее частичного размещения в металлическом корпусе 3. Удерживающее усилие одиночной присоски вакуумного захвата рассчитывается по формуле:
Рп k Fп ра рв , Н |
(4.10) |
59
где k – коэффициент, учитывающий возможное изменение атмосферного давления и свойств уплотнителя (принимается равным 0,85);
Fп – геометрическая площадь проекции присоски, ограниченная ее внутренним контуром, м2;
ра и рв – соответственно атмосферное и остаточное давление внутри полости присоски, Па.
Для присосок, соединенных с вакуумным насосом, давление рв внутри полости принимают равным значению вакуума, создаваемого насосом. Для неуправляемых и эжекторных захватов разность давлений ра - рв = (30 – 35)٠103 Па. Обычно при расчетах по заданной грузоподъемности определяется требуемый внутренний диаметр (Dвн) вакуумной присоски. Преобразовав для этого выражение (4.10), получим следующую формулу:
D |
|
4 Р |
г |
|
|
|
k р |
|
|
вн |
|
|
|
|
|
|
а |
||
|
|
|
|
|
р |
в |
|
|
|
,
(4.11)
где Dвн – внутренний диаметр вакуумной присоски, м; Рг – заданная грузоподъемность присоски, Н.
Рис.4.18. Пневматические захваты
Эжекторный захват состоит из корпуса 1 (рис.4.18в), воздушный продольный канал в котором образуют полая державка 2 со штуцером 3, сопло 4, приемная камера 5, смесительная камера 6 и диффузор 7. При этом располагающаяся на корпусе присоска 8 захвата соединяется отверстием 9 с приемной камерой 5 эжектора, а смесительная камера 6 с диффузором 7 располагаются в резьбовой втулке 10, фиксируемой контргайкой 11. Сжатый же воздух в канал эжектора подается по шлангу 12, герметично присоединяемому
кштуцеру 3 зажимной гайкой 13. При захвате изделия присоска 8 прижимается
кего поверхности, и одновременно включается подача в канал эжектора потока сжатого воздуха, скорость которого в сужающемся сопле 4 резко возрастает со снижением давления (потенциальная энергия газа преобразуется в кинетическую). Проходя через приемную камеру 5, ускоренный поток увлекает за собой воздух, находящийся в этой камере и присоединенной через отверстие 9 присоске 8. В результате этого в полости присоски 9 возникает вакуум, удерживающий изделие, а движущиеся далее частицы воздушных потоков в смесительной камере 6 выравнивают свои скорости, обмениваясь кинетической энергией, что проявляется в некотором уменьшении общей скорости потока.
60