Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
Затем в диффузоре 7 (расширяющейся части канала) происходит торможение движущегося потока с повышением давления, то есть кинетическая энергия обратно преобразуется в потенциальную энергию сжатого воздуха, выбрасываемого в атмосферу. Для снижения шума выходящего потока диффузор обычно соединяется с глушителем (не показан). При отпускании изделия, подача сжатого воздуха в эжектор захвата прекращается и давление в его присоске выравнивается с атмосферным. Глубина создаваемого эжектором вакуума может достигать 70%.
За счет использования ряда аэродинамических эффектов созданы и принципиально новые пневматические захваты, способные удерживать плоские изделия не только за сплошные поверхности, но и за поверхности с рифлениями, пазами и отверстиями, а также удерживающие изделия разнообразной сложной объемной конфигурации (сферические, цилиндрические, конусные, с комбинированными поверхностями). Таковыми, в частности, являются вихревые захваты, принцип действия которых основан на физическом эффекте, заключающемся в том, что внутри изолированного вихря и вдоль его оси имеется область пониженного давления, в которую вовлекаются тела разнообразной формы под действием силы радиальной тяги FТ, величина которой определяется из следующего выражения:
F |
р |
|
R |
|
|
|
|
|
2 |
, Н |
(4.12) |
Т |
|
ср |
|
где R – радиус вихря, м;
|Δрср| – средний радиальный перепад давления внутри вихря, Па.
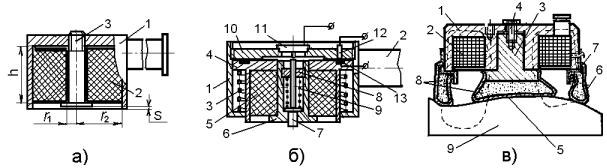
На этом принципе работает, например, вихревой захват, предназначенный для удержания плоских изделий. Он содержит выполненный со штуцером 1 цилиндрический корпус 2 (рис.4.18г), в котором соосно закреплены кольцевой завихритель 3 с четырьмя тангенциальными соплами 4 и сопрягающаяся с ним втулка 5, соединяющаяся вторым концом с насадкам 6 конусообразной формы. При захвате детали 9 сжатый воздух подается через штуцер 1 в корпус 2 и далее через тангенциальные сопла 4 в полость кольцевого завихрителя 3. Здесь благодаря высокой скорости истечения сопла формируют сильно закрученный воздушный поток, движущийся вниз вдоль втулки 5, который обтекает изделие 9 и выходит по периметру насадка в окружающую среду. При этом над изделием возникает вихревая воронка с давлением ниже атмосферного, а под изделием в зоне отрыва потока устанавливается давление равное атмосферному. Этим перепадом давлений создается сила, компенсирующая вес изделия 9 и направленная встречно набегающему потоку. В результате осуществляется бесконтактный захват изделия 9, в зоне удержания вращающегося в вихревом потоке. Для жесткого захвата шара и других объемных изделий применяются разнообразные насадки, содержащие на боковой поверхности отверстиями, обеспечивающие выход перед изделием в окружающую среду движущегося вниз воздушного потока.
Недостатки пневматических захватов заключаются в шуме при работе, невысоком быстродействии и удельном усилии удержания, в трудностях с удержанием изделий за поверхности с отверстиями, канавками, рифлениями и большой шероховатостью.
61
Магнитные захваты широко применяются благодаря простоте конструктивного исполнения, большой удельной силе притяжения, быстрому срабатыванию и удобству управления ими. Посредством магнитных сил можно удерживать во время перемещения как мелкие ферримагнитные изделия, например, электронной промышленности и приборостроения, так и крупные изделия весом до нескольких тонн. Величина силы притяжения ферримагнитного изделия полюсами контактирующего магнита может в десятки раз превышать вес самой магнитной системы. Недостатки таких захватов заключаются в возможности их применения только для изделий, выполненных из ферримагнитных материалов, а также в том, что на контактирующей поверхности изделий может наводиться остаточный магнетизм. Кроме этого возникающее рассеянное магнитное поле затрудняет поштучное взятие такими захватами из стопы листовых деталей с малой толщиной и относительно большой поверхностью. Выполняются магнитные захваты неуправляемыми на постоянных магнитах, а также управляемыми электромагнитными и комбинированными, например, содержащими одновременно постоянный магнит и электромагнит.
Простейший управляемый электромагнитный захват состоит из корпуса 1 (рис.4.19а), катушки возбуждения 2 и сердечника 3. Сердечники в них обычно выполняются с цилиндрическим центральным (внутренним) и кольцевым внешним полюсом (круглыми) (рис.4.19а). Выполняются также сердечники с двумя внешними полюсами (П-образными) или с одним центральным и двумя внешними полюсами (Ш-образными) (рис.4.19в).
Рис.4.19. Электромагнитные захваты
В некоторых случаях контактирующая поверхность сердечника захвата может повторять форму сопрягающейся поверхности изделия для более точного и надежного его удержания. Для перемещения крупногабаритных изделий применяются захваты, содержащие на державке несколько одновременно включаемых электромагнитов. В процессе работы при отключении тока питания электромагнитный захват продолжает иногда с некоторым усилием удерживать изделие из-за наличия остаточного магнетизма в его сердечнике. Для исключения таких явлений сердечники захватов следует изготавливать из магнитно-мягких материалов. Надежному отпусканию изделий способствует также подача на обмотку электромагнитов короткого импульса обратного тока, а также их питание от источника переменного тока.
Проблема предотвращения подачи сдвоенных тонколистовых изделий и их надежного отпускания решена, в частности, в электромагнитном захвате, содержащем цилиндрический корпус 1 (рис.4.19б) с державкой 2, в котором на
62
пружине 3 установлен с возможностью осевого перемещения стакан 4. Внутри же этого стакана располагается электромагнит, состоящий из катушки возбуждения 5 и прикрепленного к стакану резьбовым соединением сердечника 6. При этом в отверстии сердечника 6 располагается толкатель 7, один конец которого выступает над уровнем рабочей поверхности захвата, а другой проходит через резьбовую втулку 8, поджимающую пружину 9 толкателя. Усилие же пружины 3, удерживающей стакан 4, регулируется крышкой 10, закрепленной в корпусе на резьбовом соединении. При этом в крышке 10 установлен микровыключатель 11, взаимодействующий с концом толкателя 7, и электрический контакт 12, взаимодействующий с кольцевым электрическим контактом 13, установленным на верхней плоскости стакана.
Перед работой захват настраивается следующим образом. Вначале перемещением втулки 8 по резьбе в сердечнике 6 усилие предварительного сжатия пружины 9 устанавливается таким, чтобы при выключении электромагнита толкателем 7 обеспечивался надежный отрыв от его сердечника поданной детали и ее точная укладка на приемной позиции. Затем перемещением по резьбе корпуса 1 крышки 10 усилие предварительного сжатия пружины 3 устанавливается таким, чтобы при взятии одной детали стакан 4 надежно поджимался ею к крышке 10 (контакты 12 и 13 оставались замкнутыми), а при захвате двух деталей – от их веса пружина 3 сжималась под смещающимся вниз стаканом (контакты 12 и 13 размыкались). При работе рукой робота этот захват опускается на поверхность забираемой детали и в обмотку катушки возбуждения 5 его электромагнита подается ток. При этом верхняя контактирующая деталь стопы питателя, притягиваясь к сердечнику электромагнита, надавливает на толкатель 7. От этого он, сжимая пружину 9, перемещается вверх и включает микровыключатель 11, который подает системе управления сигнал о взятии детали. После этого захват поднимается над стопою и если им удерживается одна деталь, то она переносится роботом на позицию укладки. Здесь ток в электромагните отключается и подпружиненным толкателем 7 деталь отрывается от его сердечника и точно укладывается в заданном положении. Если захват не взял верхнюю деталь, то при его подъеме над стопою толкатель 7 пружиной 9 возвращается в исходное положение и выключающийся микровыключатель 11 дает системе управления сигнал на повторение цикла ее захвата. При подъеме же захватом над стопою двух и более деталей от их веса стакан 4, сжимая пружину 3, смещается немного вниз, при этом контакты 12 и 13 размыкаются, подавая системе управления сигнал на отключение питания электромагнита и сброс соединенных деталей, например, на промежуточной позиции в технологическую тару, а также на повторный захват из стопы питателя следующей верхней детали. Таким образом, данным захватом в любых ситуациях осуществляется надежная автоматическая поштучная подача деталей из кассеты питателя с точным их позиционированием на приемной позиции.
Усилие удержания детали Fэ, развиваемое электромагнитным захватом определяется по формуле:
Fэ 25,52 105 Вs2 r12 , Н |
(4.13) |
где Bs – индукция в воздушном зазоре, Т;
63
r1 – радиус внутреннего полюсного сердечника, м;
Сила притяжения электромагнитного захвата резко снижается при уменьшении сопрягающейся с изделием поверхности полюсов, а также с увеличением воздушного зазора. Поэтому контактирующую поверхность полюсов в захватах, работающих со сложнопрофильными изделиями, выполняют, как правило, адекватной форме сопрягающейся поверхности переносимого изделия. Из-за этого для каждого конструктивного исполнения такого изделия требуется свой специализированный захват, что усложняет процесс его изготовления и при смене объектов манипулирования требует замены захвата на руке робота. Для решения этой проблемы создан универсальный электромагнитный захват, способный адаптироваться к изделиям с разнообразными поверхностями. Состоит такой захват из основного магнитопровода 1 (рис.4.19в), катушки возбуждения 2 и сердечника 3, прикрепленного к основному магнитопроводу винтом 4, а также эластичной оболочки 5, закрепленной на конце сердечника 3, и эластичной оболочки 6, закрепленной с помощью профильного кольца 7 на торце основного магнитопровода 1. Изготовляются эти оболочки из гибкой и прочной ленты, выполненной из нержавеющей стали или пластмассы, а их внутренняя полость заполняется специальным ферромагнитным порошком 8. Для взятия захват рукой робота прижимается к изделию 9, при этом его эластичные оболочки 5 и 6 принимают форму контактирующей поверхности этого изделия. Далее подается ток в обмотку катушки 2, индуцирующий в сердечнике магнитный поток, под действием которого изделие притягивается к захвату, а ферримагнитный порошок в оболочках затвердевает, сохраняя принятую ими форму. Затем изделие переносится на приемную позицию, где ток в катушке возбуждения выключается и после этого захват возвращается роботом в исходное положение для взятия следующего изделия. Недостатки этого захвата заключаются в большом токе питания катушки возбуждения, которая должна создавать высоконапряженное магнитное поле из-за включения в магнитную цепь оболочек с ферромагнитным порошком, обладающих высоким магнитным сопротивлением. Повысить грузоподъемность таких захватов можно путем заполнения оболочек магнитореологическими жидкостями.
Электростатические захваты схематично могут рассматриваться с некоторым приближением как плоский конденсатор с многослойным диэлектриком.
Адгезионные захваты удерживают объекты манипулирования за контактирующую поверхность клеевым слоем, образующим с нею прочную адгезионную связь, то есть рабочая поверхность таких захватов слипается с контактирующей поверхностью перемещаемых изделий за счет наличия на ней клея.
В технологическом оборудовании электростатические и адгезионные захваты практически не применяются.
В комбинированных захватах для удержания объектов манипулирования используется одновременно несколько (обычно два) из рассмотренных способов. Соответственно различают вакууммеханические, пневмомеханические, пневмомагнитные, пневмоэлектростатические, магнитомеханические и другие комбинированные захваты.
64
4.7. Стапелирующие и кассетирующие устройства
Стапелирующие и кассетирующие устройства предназначены для упорядоченной укладки в заданном положении изготавливаемых изделий в стопы, а также для заполнения заготовками, полуфабрикатами или готовыми изделиями сменных кассет питателей и магазинов. Эти устройства позволяют процессы стапелирования и кассетирования изделий выделять в отдельные вспомогательные операции, а за счет этого повышать надежность и упрощать обслуживание технологических автоматов, применяя в них для загрузки штучных изделий конструктивно простые кассетные питатели и магазины.
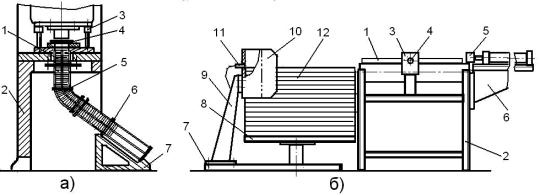
При комплексной автоматизации технологических процессов необходимо, прежде всего, стремиться к исключению промежуточного кассетирования полуфабрикатов в процессе производства продукции или к совмещению процессов стапелирования или кассетирования с операцией получения штучных заготовок. Промежуточное кассетирование исключается, например, при изготовлении на пресс-автоматах штампованных деталей в комбинированных штампах совмещённого или последовательного действия, выполняющих все переходы штамповки (изготавливаются металлические колпачки и крышки для укупорки бутылок и банок). Автоматическое кассетирование штучных заготовок 1 (рис.4.20а), которые в прессе 2 вырубаются на провал штампом 3 из полосового или ленточного материала 4, обеспечивается, в частности, простым приспособлением, содержащим криволинейный лоток 5, один конец которого сопрягается с провальным окном штампа 3, а второй – со сменной кассетой 6, установленной на подставке 7. В процессе работы вырубаемые заготовки 1 при очередном ходе ползуна пресса проталкиваются пуансоном штампа 3 через матрицу в криволинейный лоток 5 и постепенно стопою продвигаются по нему в сменную кассету 6 до ее заполнения. Лоток и кассета состоят из фланцев с профильными отверстиями, которые соединены между собой продольными направляющими, сохраняющими исходное положение заготовок. При этом в них от произвольного падения продвигаемые заготовки удерживаются специальными поджимающими плоскими продольными пружинами. При заполнении кассеты 6 пресс 2 по команде соответствующего датчика останавливается, и она заменяется пустой, а затем снова включается в работу.
Рис.4.20. Кассетирующее (а) и стапелирующее (б) устройства
Стапелирование разнообразных плоских изделий 1 (рис.4.20б), выносимых из технологического автомата на транспортере 2, обеспечивается
65