Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
материалов и штучных изделий. Они характеризуются высокой механической прочностью, безотказностью в эксплуатации и долговечностью.
5.3. Конвейеры не замкнутые
Конвейеры не замкнутые содержат транспортирующие механизмы, перемещающие грузы от их начала к концу. По принципу действия и особенностям конструктивного исполнения этих механизмов не замкнутые конвейеры подразделяются на роликовые (рольганги), шнековые, винтовые, валковые и вибрационные.
Роликовые конвейеры (рольганги) применяются для перемещения штучных крупногабаритных грузов и представляют собой устройства, у которых транспортирующая поверхность образована из установленных на раме с определенным шагом вращающихся роликов. Различают рольганги неприводные и приводные, выполняемые с цельными или секционными рамами.
По неприводным горизонтальным рольгангам изделия принудительно перемещаются от толкающего или тянущего усилия, создаваемого человеком или соответствующими механизмами. При этом величина усилия, необходимого для продвижения груза, не превышает 2 – 3 % его веса и в 8 – 10 раз меньше усилия, необходимого для перемещения этого груза при его скольжении по плоской поверхности.
В приводных рольгангах транспортируемые изделия перемещаются за счет наличия сил трения между грузом и роликами, которые принудительно вращаются с заданной скоростью от соответствующего группового или индивидуального привода. Передача вращения роликам от группового привода может осуществляться коническими зубчатыми шестернями, роликовыми и втулочными цепями, канатно-барабанными и фрикционными передающими механизмами. Наибольшее распространение получили рольганги с цепными и коническими зубчатыми передающими механизмами. Приводной рольганг, в частности, состоит из рамы 1 (рис.5.3а) на которой с заданным шагом в подшипниках установлены параллельные цилиндрические ролики 2, несущие транспортируемые изделия 3. Валы же этих роликов через конические зубчатые передачи 4 кинематически связаны с распределительным валом 5, приводимым во вращение от электродвигателя 6 через редуктор и клиноременную передачу 7. Ширина рольганга обычно принимается на 50 – 100 мм большей поперечного размера транспортируемого груза, а необходимый шаг tр установки роликов определяется из соотношения:
0,2 lг |
t р 0,45 lг |
(5.5) |
где lг – размер перемещаемого груза в направлении движения, мм. Максимальный шаг между роликами допускается таковым, чтобы
транспортируемые изделия в процессе движения одновременно опирались не менее чем на два ролика.
В ряде случаев конвейеры фрикционного действия могут выполняться из двух параллельных встречно вращающиеся валков 1 (рис.5.3б), по поверхности которых в продольном направлении движутся транспортируемые изделия 2.
71
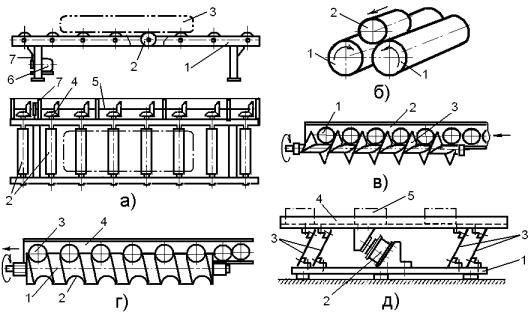
Рис.5.3. Конструктивные исполнения конвейеров не замкнутых
Шнековые конвейеры широко применяются для транспортирования сыпучей, мелкокусковой и пластичной продукции, а также штучных изделий, как в горизонтальной плоскости, так и с подъемом, включая вертикальное направление. Продукция в таких конвейерах перемещается вращающимся шнеком, состоящим из прямолинейного вала и присоединенных к нему кольцевых дисков, образующих винтовую транспортирующую поверхность. Штучные изделия 1 (рис.5.3в) в таком конвейере поступательно перемещаются с заданным шагом по направляющему лотку 2 между винтовыми дисками шнека 3, вращающегося относительно продольной оси. Достоинства шнековых конвейеров заключаются в простоте конструктивного исполнения, компактности и в возможности герметичного транспортирования пылящих и интенсивно испаряющихся грузов. К недостаткам относят высокий расход энергии, интенсивный износ шнека и желоба, из-за постоянного трения о них продукции, а также измельчение и истирание при транспортировании самих грузов.
Винтовые конвейеры применяются для транспортирования штучных изделий с заданным шагом и ритмом, определяющимся угловой скоростью вращения их рабочих органов, которые по конструктивному исполнению подразделяются на стержневые и витые. Стержневой транспортирующий орган 1 (рис.5.3г) такого конвейера выполняется прямолинейным и с винтовой рабочей канавкой 2 на цилиндрической поверхности, профиль которой, как правило, соответствует поперечному сечению изделий 3, находящихся в этой канавке и движущихся с заданным шагом по прямолинейной направляющей 4, при его вращении относительно продольной оси.
Широкое распространение также получили вибрационные инерционные конвейеры, в которых перемещение изделий или сыпучей продукции обеспечивается виброколебаниями от соответствующего привода на наклонных стержневых пружинах жесткого транспортирующего элемента с частотой от 7,5 до 100 циклов в секунду и амплитудами от 0,1 до 15 мм. При этом грузы продвигаются с отрывом или без отрыва от транспортирующей поверхности конвейера в результате взаимодействия сил инерции, тяжести и трения. В
72
частности, такие конвейеры с электромагнитным приводом состоят из основания 1 (рис.5.3д), к которому крепятся электромагнитный привод 2 и наклонные стержневые или плоские пружины (рессоры) 3, несущие жесткий прямолинейный лоток 4, продвигающий своими виброколебаниями находящиеся на нем изделия 5. Эти конвейеры универсальны, конструктивно просты, надежны, долговечны и экономичны. Они обеспечивают транспортирование грузов с углом подъема к горизонту до 5 – 8о, а также бесступенчатое регулирование скорости движения в широком диапазоне.
5.4. Транспортеры круговые
Транспортеры круговые обеспечивают перемещение грузов по кольцевой траектории. По принципу действия и особенностям конструктивного исполнения они подразделяются на дисковые, карусельные, роторные и вибрационные.
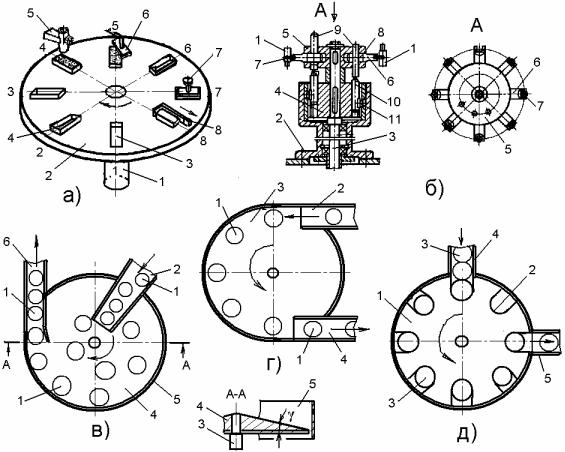
В карусельных транспортерах исполнительным механизмом является рабочий стол (планшайба) (рис.5.4а), вращающийся или дискретно поворачивающийся в требуемом ритме на заданный шаг (угол поворота) вместе с расположенными на нем изготовляемыми изделиями. При этом объекты обработки закрепляются в приспособлениях, установленных с заданным шагом на рабочей поверхности стола или фиксируются непосредственно в его гнездах.
Рис.5.4. Конструктивные исполнения транспортеров круговых
Роторные транспортеры содержат расположенные с определенным шагом по окружности вращающегося корпуса захватные устройства (механические, электромагнитные, вакуумные), синхронно переносящие изготовляемые изделия между исполнительными механизмами, например, в
73
роторных автоматических линиях. В частности, транспортный ротор, обеспечивающий одновременную переориентацию деталей 1 (рис.5.4б) состоит из цилиндрического основания 2, в котором на вращающемся валу 3 движутся цилиндрические корпуса 4 и 5. При этом в радиальных отверстиях верхнего корпуса 5 располагаются державки 6 механических захватов 7, шестерни 8 которых находятся в зацеплении с зубчатыми рейками 9, штоки 10 которых располагаются в каналах нижнего корпуса 4 и получают вертикальные перемещения от своих кулачков 11, движущихся в профильном пазу неподвижного основания 2. В процессе работы этот транспортный ротор своими механическими захватам 7 забирает детали 1 на исходной позиции и в процессе вращения переносит их, а затем отдает, например, в приемные механизмы синхронно вращающегося технологического ротора. При этом кулачками 11, движущимися в профильном пазу основания 2, штоки 10 перемещаются вертикально и связанными с ними зубчатыми рейками 9 через шестерни 8 вращают державки 6 с захватами 7, обеспечивая одновременную переориентацию удерживаемых деталей на 180о.
Вдисковых транспортерах главным исполнительным механизмом, перемещающим изделия, является вращающийся на вертикальном валу диск. Подразделяются дисковые транспортеры на центробежные, фрикционные и с гнездами.
Вцентробежных дисковых транспортерах изделия 1 (рис.5.4в)
подаются обычно по лотку 2 в среднюю зону поверхности быстро вращающегося на валу 3 диска 4 и далее под действием центробежных сил смещаются по ее конической поверхности к кольцевому наружному буртику 5,
азатем систематизированным потоком за счет силы трения направляются с диска по отводящему транспортеру 6 в исполнительные механизмы технологических машин.
Вфрикционных дисковых транспортерах изделия 1 (рис.5.4г),
поступающие из конвейера 2, удерживаются за счет силы трения на поверхности вращающегося диска 3 и перемещаются им без смещений по круговой траектории, а затем передаются на отводящий транспортер 4, движущийся в требуемом направлении.
Таким образом, подаваемые изделия могут перемещаться по поверхности вращающегося диска или оставаться на ней неподвижными. Все зависит от соотношения действующих на них сил трения и инерции. В частности, изделие будет перемещаться по поверхности вращающегося диска в том случае, если выполняется следующее условие:
G |
r |
2 cos f |
|
sin G sin f |
|
cos 0 |
(5.6) |
|
д |
д |
|||||
g |
0 |
|
|
|
|||
|
|
|
|
|
|
|
где G – вес изделия, Н;
g – ускорение свободного падения, м/с2;
r0 – расстояние от центра вращения диска до центра тяжести, находящегося на нем изделия, м;
fд – коэффициент трения изделия о поверхность диска; ω – угловая скорость вращения диска, с-1;
74
γ – угол наклона конической поверхности диска, град.
Если же левая часть неравенства отрицательная – то изделие не будет перемещаться по поверхности вращающегося диска, что характерно для фрикционных дисковых транспортеров.
При известных конструктивных размерах диска, таких как r0 и γ, частоту вращения, обеспечивающую перемещение изделий по его поверхности, можно вычислить по формуле:
n |
|
|
|
30 |
|||
|
|
g tg |
д |
|
|
r |
|
0 |
|
, об/мин. |
(5.7) |
где ρд – угол трения между изделием и поверхностью диска, град.
Если поверхность диска в диаметральном сечении имеет обратную конусность (наклонена к оси), то в подкоренном выражении данной формулы вместо знака «минус» ставится знак «плюс».
Круговые транспортеры, у которых по периметру рабочих дисков 1 (рис.5.4д) располагаются с определенным шагом гнезда 2 различного вида (профильные, карманчиковые, щелевые) обеспечивают перемещение в них изделий 3, например, из питающего лотка 4 на отводящий конвейер 5 не только в зафиксированном положении, но и с заданным шагом независимо от частоты вращения диска. В этом и заключается главное отличие транспортеров с гнездами в диске от аналогичных центробежных и фрикционных круговых транспортеров.
5.5. Транспортеры возвратно-поступательного действия
Транспортеры возвратно-поступательного действия применяются для периодического шагового перемещения непосредственно изделий или изделий находящихся в приспособлениях-спутниках от одной позиции к другой с помощью рабочих органов, совершающих в пространстве возвратнопоступательные движения. По особенностям конструктивного исполнения они подразделяются на штанговые (с поворотными и клавишными толкателями) и грейферные.
Штанговые транспортеры с поворотными толкателями состоят из опорной плоской поверхности 1 (рис.5.5а) на которой располагаются изделия 2, периодически продвигаемые вперед на заданный шаг толкателями 3, опирающимися на упоры 4 и шарнирно закрепленными на штанге 5, движущейся от кривошипно-шатунного привода 6. При обратном же ходе штанги 5 шарнирные толкатели 3 от взаимодействия с изделиями отклоняются вниз и проходят под ними, а затем под действием своих противовесов снова возвращаются в исходное вертикальное положение и цикл повторяется. Транспортеры с клавишными толкателями состоят из опорной плоской поверхности 1 (рис.5.5б) на которой располагаются изделия 2, периодически продвигаемые вперед на заданный шаг парными толкателями 3, шарнирно закрепленными на параллельных штангах 4 и удерживаемыми в рабочем положении пружинами 5. При обратном же ходе штанг 4 толкатели 3 от взаимодействия с неподвижными изделиями 2 расходятся, сжимая пружины 5, а затем возвращаются ими в исходное рабочее положение и цикл повторяется.
75