Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
перемещаемыми изделиями 8, которые поступают в подъемник по нижнему желобу 9, а отводятся с него по верхнему гравитационному желобу 10.
Скорость движения ленты в таких подъемниках
Vл
2 Vи
, где Vи – линейная
скорость движения центра поднимаемого изделия 8.
Перемещать же ящики, коробки и другую аналогичную тару с упаковываемой продукцией позволяют транспортирующие системы, состоящие из двух параллельных ленточных конвейеров 1 (рис.5.7в), устанавливаемых обычно с вертикальным расположением транспортерных лент. При этом транспортируемые объекты 2 зажимаются между смежными синхронно движущимися ветвями этих лент и за счет усилия, обусловленного трением, перемещаются ими по опорной поверхности, обычно состоящей из параллельных свободно вращающихся роликов 3. Применяются такие транспортирующие системы, например, в технологических машинах, обеспечивающих автоматическое закрывание клапанов на заполненных картонных ящиках с одновременным их скреплением липкой укупорочной лентой.
Комбинированные транспортные системы, состоящие из пары параллельных синхронно вращающихся шнеков 1 (рис.5.7г), обеспечивают синхронное перемещение по опорной поверхности 2 разнообразных штучных изделий 3 с заданным шагом и ритмом, определяющимся угловой скоростью вращения их рабочих органов. В таких транспортерах вместо шнеков могут устанавливаться и парные стержневые рабочие органы винтовые рабочие канавки на цилиндрической поверхности, которых соответствуют сопрягающемуся профилю перемещаемых изделий.
Наряду с рассмотренными применяются и разнообразные другие комбинированные транспортирующие системы, например, сочетающие в себе функциональные элементы вибрационных и магнитных, пневматических и гравитационных транспортеров, а так же содержащие конвейеры, которые оснащаются или объединяются в единую систему дополнительными транспортирующими устройствами.
6. УСТРОЙСТВА ДЛЯ ИЗМЕНЕНИЯ НАПРАВЛЕНИЯ И ПЕРЕСТРОЙКИ ПОТОКОВ ИЗДЕЛИЙ
Применяются эти устройства для соединения между собой отдельных конвейеров (транспортеров) в комбинированные системы, а также для расширения функциональных возможностей транспортирующих систем. По выполняемым функциям они подразделяются на передающие, кантующие и поворачивающие изделия, изменяющие направление движения изделий, разделяющие поток и объединяющие несколько потоков изделий, группирующие изделия в ряды и другие.
В частности, перемещение изделий на конвейерах несколькими параллельными потоками с изменением направления движения обеспечивается обычно установкой над их транспортирующими элементами соответствующего комплекта неподвижных либо вибрирующих направляющих. Эти направляющие могут быть прямолинейными, криволинейными или
81
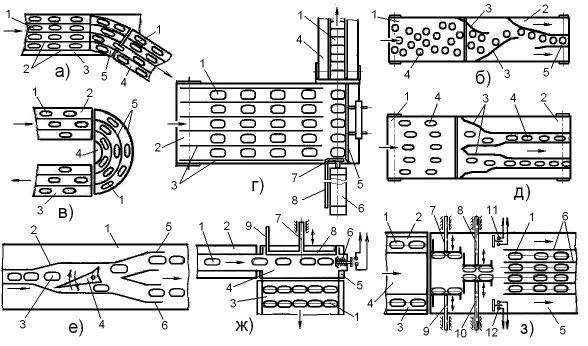
представлять собой комбинацию тех и других. Углы же изменения направления движения при этом способе небольшие и определяются величиной коэффициента трения между перемещаемыми изделиями и направляющими. Например, для передачи изделий 1, (рис. 6.1а) движущихся несколькими параллельными потоками между направляющими 2, с ленточного конвейера 3 на наклонный гравитационный лоток 4 применяется переходная вставка 5, содержащая сопрягающиеся с их каналами криволинейные направляющие. Иногда для поворота в плане потока перемещаемых изделий на угол более 90о используют вращающиеся диски (рис.6.1д-е). Для поворота же изделий 1 (рис.6.1в) на 180о и передачи их параллельных потоков с ленточного конвейера 2 на встречно движущийся конвейер 3 применяются полукруглые вибростолы 4 с концентричными дугообразными разделительными направляющими 5.
Рис.6.1. Конструктивные схемы устройств для изменения направления и перестройки потоков изделий
Часто изготовляемые изделия 1 (рис.6.1г), например шоколадные батончики перемещаются на ленточном конвейере 2 несколькими параллельными потоками по каналам, образованным направляющими 3. Передача же этих изделий одним потоком на перпендикулярно расположенный конвейер 4, перемещающий их к заверточному автомату, обеспечивается дополнительным транспортирующим устройством, состоящим из регулируемой направляющей планки 5 и пневмоцилиндра 6, на штоке которого закреплен толкатель 7 совмещенный с перпендикулярной фиксирующей планкой 8. При контакте ближайшего ряда движущихся на конвейере 2 изделий 1 с направляющей планкой 5 срабатывает располагающийся в ней датчик, включающий в работу пневмоцилиндр 6. При этом шток пневмоцилиндра выдвигается и закрепленным на нем толкателем 7 перемещает этот ряд изделий на движущуюся ленту конвейера 4, а каналы, образованные направляющими 3, в это время перекрываются его фиксирующей планкой 8. Достигнув конечного положения, шток пневмоцилиндра 6 возвращается в исходное положение и далее цикл повторяется. Перестройка же нескольких потоков изделий в один,
82
при их переходе с конвейера 1 (рис.6.1б) на движущийся в том же направлении конвейер 2 может производиться с помощью комплекта криволинейных направляющих 3. При этом на конвейере 2, имеющем большую скорость, шаг между поступающими изделиями 4 увеличивается и за счет последовательного взаимодействия с криволинейными направляющими 3 они перестраиваются в один поток, подаваемый затем по каналу 5, например, к заверточному автомату. Аналогичным образом при переходе с конвейера 1 (рис.6.1д) на движущийся в том же направлении конвейер 2 с помощью комплекта вибрирующих криволинейных направляющих 3 можно перестраивать многорядное расположение транспортируемых изделий 4 в два параллельных потока, подаваемых по каналам 5. При этом несимметричной криволинейной формой входной части направляющих 3 изделия 4 перестраиваются в два потока без торможения и заклинивания на входе.
Разделить движущиеся одним потоком на конвейере 1 (рис.6.1е) между направляющими 2 изделия 3 на два одинаковых потока позволяет, например, простейший механизм в виде свободно качающейся на оси переводной стрелки 4. В процессе движения очередное изделие 3 взаимодействует с боковой поверхностью стрелки 4 и при выходе в свой отводящий канал 5 поворачивает на оси ее заостренную часть в сторону этого канала. Соответственно следующее изделие заходит на противоположную грань стрелки и при выходе во второй отводящий канал 6 возвращает ее в исходное положение и т. д. Таким образом, движущиеся в одном потоке изделия 3, поочередно переводя стрелку 4, направляются ею в каналы 5 и 6, разделяясь при этом на два равнозначных потока.
Перестроить изделия 1 (рис.6.1ж) с однорядного потока на подающем конвейере 2 в многорядный поток на перпендикулярно расположенном отводящем конвейере 3 позволяет дополнительное перестраивающее устройство, содержащее на столе 4 направляющую планку 5 с контактным датчиком 6, а также линейный привод на штоке 7 которого закреплен толкатель 8, связанный с фиксирующей планкой 9. За счет создаваемого подающим конвейером 2 подпора поступающие изделия 1 продвигаются последовательной цепочкой по столу 4 этого устройства вдоль толкателя 8 до контакта с направляющей планкой 5 и датчиком 6. В момент взаимодействия изделия 1 с датчиком 6 его замыкающимися контактами включается линейный привод, который своим выдвигающемся штоком 7 с толкателем 8 перемещает находящийся на столе ряд изделий на отводящий конвейер 3. Канал же подающего конвейера в это время перекрывается связанной с толкателем фиксирующей планкой 9. Выполнив рабочий ход, толкатель 8 штоком 7 привода возвращается в исходное положение и цикл повторяется.
Если же, например, изделия 1 (рис.6.1з), движущиеся двухрядным потоком в каналах 2 и 3 подающего конвейера 4, необходимо перестроить в четырехрядный поток, движущийся на отводящем конвейере 5 между направляющими 6 в том же направлении, то для этого применяется и соответствующее перестраивающее устройство. Это устройство включает в себя пару толкателей 7 и 8, являющуюся продолжением внешней направляющей канала 2, и пару толкателей 9 и 10, являющуюся продолжением внешней направляющей канала 3, а также установленные за ними соосно
83
каналам 2 и 3 контактные датчики 11 и 12. В процессе работы изделия 1 переходят двумя потоками с каналов 2 и 3 подающего конвейера 4 на транспортирующую ленту отводящего конвейера 5 и движутся на ней до контакта со срабатывающими датчиками 11 и 12, которые останавливают конвейер 5 и включают привода толкателей 7, 8, 9 и 10. При этом толкателями 7
и9 расположенные перед ними изделия перемещаются на уровень внешних каналов, а толкателями 8 и 10 – на уровень внутренних каналов, образованных направляющими 6 на отводящем конвейере 5. Выходные же каналы 2 и 3 подающего конвейера в это время перекрываются связанными с толкателями 7
и9 фиксирующими планками. Выполнив рабочий ход, все толкатели возвращаются в исходное положение, а отводящий конвейер 5 приводится в движение. При этом передвинутые толкателями изделия входят в его соответствующие каналы, образованные направляющими 6 и далее цикл повторяется. За счет регулировки расстояния до датчиков 11 и 12, а так же установки необходимого количества толкателей такими устройствами можно перестраивать транспортируемые изделия на любое число потоков.
Несколько ориентированных потоков изделий из навала можно, в частности, создавать вибрационными многоканальными лотками или вибробункерными устройствами, с адекватным количеством винтовых рабочих дорожек на обечайке.
Втранспортирующих системах соответствующими дополнительными устройствами осуществляется также однослойное или многослойное группирование изделий, при их поштучной, однорядной или многорядной подаче на приемную позицию, обеспечивающую, например, при упаковывании групповую укладку изделий в тару.
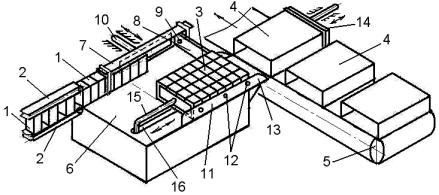
Рис.6.2. Устройство для однослойного группирования изделий с укладкой в тару
В частности, при однорядной подаче изделий 1 (рис.6.2) транспортирующей системой, состоящей из двух параллельных ленточных конвейеров 2, группирование изделий в однослойный пакет 3 с его последующей укладкой в тару 4, подаваемую конвейером 5, обеспечивается устройством на столе 6 которого располагается приемный канал, состоящий из продольной 7 и поперечной 8 направляющих планок. При этом в планке 8 установлен контактный датчик 9, а боковой направляющей канала является упорная планка толкателя 10. Кроме этого на противоположной стороне стола 6 параллельно упорной планке толкателя 10 установлена продольная направляющая 11, содержащая контактные датчики 12 и переходящая с одной
84
стороны в подающий лоток 13, сопрягающийся с горловиной заполняемой тары 4, фиксируемой упором 14. Со второй же стороны этой направляющей располагается упорная планка толкателя 15, движущегося в пазу 16 стола 6.
В процессе работы изделия 1 подаются однорядным потоком с ленточных конвейеров 2 в приемный канал устройства и за счет создаваемого подпора продвигаются по нему вдоль продольной планки 7 до контакта с датчиком 9, который кратковременно останавливает подающие конвейеры 2 и включает привод толкателя 10. При этом ряд изделий, находящийся перед его опорной планкой продвигается толкателем 10 по столу 6 на заданный шаг вдоль поперечной направляющей планки 8 на место ближайшего ряда формируемого однослойного пакета 3. Затем толкатель 10 возвращается в исходное положение, перед ним в канале формируется следующий ряд изделий и по команде датчика 9 он перемещает их по столу на место предыдущего ряда, который при этом подаваемыми изделиями тоже продвигается на шаг вперед. Эти циклы повторяются до тех пор, пока при очередном срабатывании толкателя 10 первый ряд группируемых изделий не достигнет продольной направляющей 11 и установленных в ней контактных датчиков 12. При этом срабатывающими датчиками 12 включается привод толкателя 15, и он своей упорной планкой перемещает сгруппированный пакет изделий по лотку 13 в тару 4, фиксируемую упором 14. После этого толкатели 10 и 15, а также фиксирующий упор 14 возвращаются в исходное положение, а в это время конвейером 5 к лотку 13 подается следующая пустая тара 4, которая фиксируется перемещающимся к ней упором 14, и далее цикл повторяется.
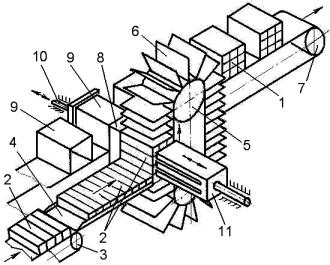
Рис.6.3. Устройство для многослойного группирования изделий с укладкой в тару
Группирование многослойных пакетов 1 (рис.6.3) из изделий 2, подаваемых в один ряд конвейером 3 на приемный лоток 4, производится, например, с помощью элеваторного устройства 5, на бесконечном транспортирующем элементе которого с шагом равным толщине изделий закреплены полки 6, адекватные по ширине формируемому пакету 1. При этом за элеваторным устройством располагается конвейер 7, в шаговом режиме подающий к его загрузочному патрубку 8 тару 9 фиксируемую упором 10, а перед устройством 5 соосно патрубку 8 установлен толкатель 11, имеющий
85