Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
прорези для полок 6. В процессе работы изделия 2 с конвейера 3 поступают однорядным потоком на приемный лоток 4 и за счет создаваемого подпора продвигаются по нему на сопрягающуюся полку 6 элеваторного устройства 5.
После заполнения эта полка по команде соответствующего датчика поднимается устройством 5 на шаг, далее поступающие изделия заполняют его следующую полку и эти циклы повторяются до тех пор, пока на смежных полках не сгруппируется заданное количество слоев, формируемого пакета 1. После этого включается в работу толкатель 11, который, проходя между полками 6, выталкивает сгруппированный пакет через патрубок 8 в тару 9, фиксируемую упором 10. Далее фиксирующий упор 10 и толкатель 11 возвращаются в исходное положение, а в это время конвейером 7 к патрубку 8 подается следующая пустая тара 9, которая возвращающимся упором 14 совмещается с патрубком 10 и фиксируется, а затем цикл повторяется.
Наряду с рассмотренными устройствами применяются и многие другие схемы построения группирующих устройств, которые обеспечивают как формирование пакетов из разнообразных штучных изделий с их укладкой в тару, так и группирование из транспортных единиц (в ящиках, мешках и т. д.) однослойных и многослойных транспортных пакетов, например, на поддонах или скрепляемых другими средствами пакетирования (стропами, стяжками, обвязками).
7. УСТРОЙСТВА ДЛЯ ПОДАЧИ РУЛОННЫХ МАТЕРИАЛОВ
Многие исходные упаковочные материалы (бумага, картон, жесть, фольга, пленки) устанавливаются в технологические автоматы упаковочного производства в виде сложенных в стопу листовых заготовок или смотанной в рулон ленты. Устройства же, обеспечивающие подачу этих материалов в автоматах соответственно подразделяются на флатовые и рулонные.
Во флатовых подающих устройствах упаковочный материал находится в виде стопы заранее нарезанных плоских заготовок, подаваемых ими в питаемый автомат поштучно. Выполняются обычно эти устройства на базе рассмотренных ранее кассетных шиберных (рис.5.23; рис.5.24) или шахтных (рис.5.25) питателей. Производительность таких подающих устройств не превышает 150 циклов в минуту, так как они, как правило, содержат исполнительные механизмы возвратно-поступательного действия.
Рулонные подающие устройства в процессе работы питаемых автоматов производят размотку ленты с установленных в них рулонов, ее пошаговую или непрерывную подачу, разрезку на отдельные заготовки, подачу заготовок в исполнительные механизмы автомата и другие действия. Состоят они, как правило, из сбалансированных взаимосвязанных ротационных механизмов и поэтому с точки зрения повышения производительности предпочтительнее флатовых. По важности выполняемых действий входящие в эти устройства механизмы условно подразделяются на основные, вспомогательные и дополнительные (рис.7.1).
Основные механизмы имеются во всех подающих устройствах. Они обеспечивают подачу ленты из рулона и ее разделение на заготовки. К ним относятся:
86

механизмы фиксации, обеспечивающие закрепление рулонов в машине;
механизмы вращения рулонов, обеспечивающие размотку с них ленты;
механизмы подачи (продвижения) ленты, обеспечивающие пошаговую или непрерывную подачу ленты к исполнительным механизмам машины;
режущие механизмы, обеспечивающие разделение ленты на отдельные заготовки.
Рис.7.1. Обобщенная структурная схема устройств подачи рулонных материалов
Вспомогательные механизмы обеспечивают работу основных механизмов подающих устройств в зависимости от назначения машины, вида рулонного материала, характера и скорости подачи (продвижения) ленты. К ним относятся:
механизмы правки, устраняющие кривизну в разматываемой с рулона ленте для получения с нее плоских штучных заготовок;
механизмы амортизации, обеспечивающие при подаче уменьшение усилия натяжения ленты за счет ее накопления между рулоном и подающим механизмом;
механизмы торможения рулона, уменьшающие инерционное вращение разматываемого рулона;
механизмы остановки ленты, гасящие инерцию и фиксирующие ее при остановке движения;
направляющие механизмы, служащие для сохранения или изменения направления движения подаваемой ленты.
Дополнительные механизмы в устройствах подачи рулонных материалов выполняют контрольные, блокирующие, регулирующие и различные внецикловые функции. К ним, в частности, относятся:
датчики контроля наличия рулона и целостности подаваемой ленты;
механизмы, блокирующие подачу ленты, при отсутствии на исполнительной позиции машины, например, упаковываемого изделия;
фотоцентрирующие датчики, корректирующие шаг подачи ленты по нанесенному на нее рисунку или знакам;
87
механизмы регулирования скорости размотки рулона по скорости подачи (продвижения) ленты;
механизмы автоматической заправки ленты при ее обрыве или установке нового рулона;
механизмы, соединяющие концы лент заканчивающегося и нового рулона и другие.
Все основные и вспомогательные механизмы при работе в устройствах подачи рулонных материалов непосредственно воздействуют на ленту или рулон. Из дополнительных механизмов первые четыре выполняют контрольные функции, взаимодействуя с основными и вспомогательными механизмами. Остальные дополнительные механизмы непосредственно воздействуют на ленту, но при этом выполняют не технологические, а внецикловые функции, связанные с ее заправкой при смене рулонов. Далее рассмотрим наиболее распространенные конструктивные исполнения названных механизмов, применяемых в устройствах подачи рулонных материалов.
7.1.Механизмы фиксации рулонов
Воборудовании упаковочного производства обычно применяются механизмы фиксации, обеспечивающие крепление рулонов за их горизонтально расположенное осевое отверстие. В зависимости от размеров и массы устанавливаемых рулонов эти механизмы выполняются одноопорными (консольными) или двухопорными, то есть с размещением опор по обе стороны рулона. Двухстороннее размещение опор обеспечивает большую жесткость конструкции и предпочтительнее при фиксации тяжелых и широких рулонов. По особенностям конструктивного исполнения они также подразделяются на
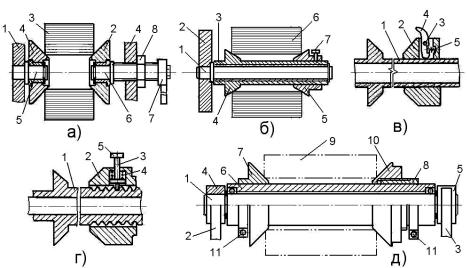
механизмы фиксации без съемных деталей и механизмы фиксации со съемными деталями. Механизмы без съемных деталей более удобны в эксплуатации и позволяют быстрее устанавливать рулон, чем механизмы со съемными деталями. Механизмы фиксации, не содержащие съемных деталей, всегда выполняются с размещением опорных кронштейнов 1 и 2 (рис. 7.2а) по обе стороны фиксируемого рулона 3.
Рис.7.2. Конструктивные исполнения механизмов фиксации рулонов
При этом рулон удерживается на вдавливаемых с двух сторон в его осевое отверстие конусных втулках 4, одна из которых свободно вращается на
88
закрепленной в кронштейне 1 полуоси 5, а вторая – на полуоси 6, поступательно перемещаемой в резьбовом отверстии кронштейна 2 при ее вращении рукояткой 7. Стопорится же полуось 6 от самоотвинчивания из рабочего положения с помощью контргайки 8. Такое фиксирование рулонов двумя конусными втулками, вдавливаемыми в их осевое отверстие, широко применяется и во всех других механизмах.
Механизмы фиксации со съемными деталями выполняются как с двусторонним, так и с односторонним (консольным) размещением опор. В частности, консольные механизмы фиксации содержат ось 1 (рис. 7.2б), которая одним концом закрепляется в опорном кронштейне 2 станины машины. На этой оси размещается свободно вращающаяся на подшипниках труба 3, содержащая неподвижную 4 и съемную 5 конусные втулки. При установке рулона конусная втулка 5 снимается с трубы 3 и после этого на нее осевым отверстием насаживается рулон 6. Затем на трубу обратно устанавливается конусная втулка 5 и от поджимающего усилия руки рулон 6 фиксируется между нею и неподвижной втулкой 4, входящими в его осевое отверстие. После этого съемная втулка 5 стопорится вворачиваемым в ее радиальное отверстие винтом 7. Стопорение на трубе 1 (рис.7.2в) съемных конусных втулок 2 обеспечивается и другими конструктивными элементами. Таковым, например, является установленный в пазу конусной втулки 2 на оси 3 самозаклинивающийся рычаг 4, который поджимается пружиной 5. Для снятия втулки этот рычаг отводят от трубы 1 нажатием на его выступающую часть пальцем руки. А после установки и фиксации этой втулкой рулона она самостопорится, за счет пружины 5, постоянно поджимающей к трубе нижнюю заклинивающую часть рычага 4. Быстрое и надежное стопорение на трубе 1 (рис.7.2г) съемной конусной втулки 2 обеспечивается также установленным в ней фиксатором 3, который пружиной 4 постоянно вдавливается в один из кольцевых пазов, выполненных на сопрягающейся поверхности этой трубы в зоне стопорения втулки. При снятии такой конусной втулки 2 с трубы 1 ее фиксатор 3 приподнимается вверх за выступающую головку 5. Иногда в таких консольных механизмах узкие рулоны с одной стороны фиксируют по плоской боковой поверхности, а со второй стороны в их осевое отверстие вдавливается съемная конусная втулка.
Для установки тяжелых и широких рулонов применяются механизмы фиксации со съемной осью и двусторонним размещением опор. Съемная ось 1 (рис.7.2д) такого механизма вставляется в пазы опорных кронштейнов 2 и 3 станины машины закрепленными на ее концах опорными втулками 4 и 5, неподвижно фиксирующими ось. На оси 1 между опорными втулками размещается труба 6, свободно вращающаяся на подшипниках и несущая конусные втулки 7 и 8, которыми фиксируется рулон 9. При этом с втулкой 8 ее подвижный конус 10 соединяется резьбою, а стопорятся эти втулки имеющимися разрезанным кольцевым зажимами, которые затягиваются на трубе 6 винтами 11. При установке рулона 9 ось 1 снимается с опорных кронштейнов 2 и 3, а затем отпусканием винта 11 расслабляется кольцевой зажим конусной втулки 8 и она снимается с трубы 6. Далее свободным концом ось вместе с трубою вставляется в отверстие рулона до контакта его с конусной втулкой 7. Затем на трубу 6 обратно устанавливается конусная втулка 8,
89
которая после частичного введения в отверстие рулона стопорится своим кольцевым зажимом, стягиваемым на труде винтом 11. После этого перемещением подвижного конуса 10 по резьбе втулки 8 рулон надежно фиксируется на трубе 6 за счет создаваемого осевого усилия, а затем грузозахватным устройством он поднимается и устанавливается через ось 1 на опорные кронштейны 2 и 3 машины. Рассмотренные механизмы фиксации обеспечивают свободное вращение установленных рулонов. Однако для обеспечения нормальной работы технологического оборудования в них часто дополнительно встраиваются механизмы принудительного вращения и торможения рулонов, рассматриваемые далее.
7.2. Механизмы вращения рулонов
В неприводных механизмах фиксации разматываемые рулоны вращаются от усилий, создаваемых различными механизмами пошаговой или непрерывной подачи ленты. При этом от разматываемого рулона лента получает дополнительное натяжение могущее привести к ее повреждению или даже разрыву, а также снижающее точность работы самих механизмов подачи. Из-за этого в неприводных механизмах фиксации устанавливают только небольшие рулоны, из которых достаточно прочная лента подается в технологическом оборудовании с невысокими скоростями. Для тяжелых же рулонов (массой до 40т) применяются механизмы, осуществляющие их фиксацию на позиции размотки и принудительное вращение от индивидуального привода в соответствии с требуемой скоростью подачи разматываемой ленты (полотна). Такими механизмами вращения рулонов (рулоноразматывателями) обеспечивается снижение и стабилизация усилия натяжения ленты, что позволяет осуществлять ее подачу на высоких скоростях, а также создаются благоприятные условия для более точной работы подающих механизмов.
Конструктивно рулоноразматыватели выполняются с горизонтальным, вертикальным или наклонным расположением оси устанавливаемого рулона. По принципу же фиксации и вращения рулона они подразделяются на три типа:
механизмы, в которых рулоны фиксируются на приводном вращающемся валу, проходящем через их осевое отверстие (рис.7.3а, б, д);
механизмы, в которых рулоны фиксируются на валу, проходящем через их осевое отверстие, а вращаются приводными элементами, контактирующими с наружной цилиндрической поверхностью рулона
(рис.7.3в);
механизмы, в которых рулоны фиксируются и вращаются приводными элементами, контактирующими с их наружной цилиндрической поверхностью
(рис.7.3г).
Вмеханизмах вращения с фиксацией рулонов на приводном валу достигается хорошая балансировка рулона и малое сопротивление его вращению, обусловленное трением вала в подшипниках. Выполняются такие рулоноразматыватели с горизонтальным, вертикальным или наклонным расположением оси устанавливаемого рулона. В этих механизмах при неизменной угловой скорости вращения рулона линейная скорость подаваемой
90