Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
подачи |
с возвратно-поворотным движением привода и прерывистым |
вращением валков. |
|
Подачи |
с постоянным односторонним вращением привода и валков |
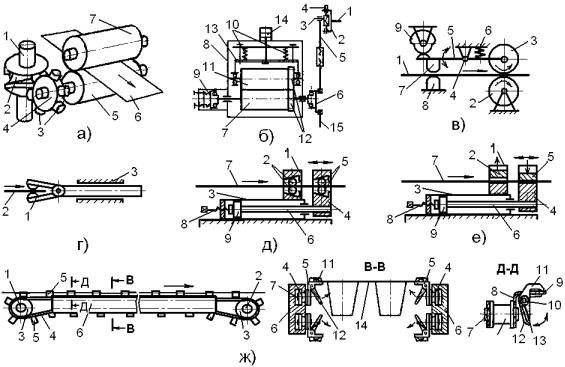
обеспечивают как непрерывное, так и пошаговое продвижение разматываемой с рулона ленты. В частности такая подача состоит из пары вращающихся валков, между которыми зажимается подаваемая лента 1 (рис.7.4в). При этом нижний постоянно вращающийся валок 2 связан с валом электродвигателя, а верхний валок 3, установленный на конце закрепленного в шарнире 4 коромысла 5, поджимается пружиной 6 к нижнему валку. Второе же плечо коромысла 5, несущее на себе колодку 7 фиксатора 8, сопрягается с торцевой поверхностью программного кулачка 9, связанного с приводом. Если кулачок 9 не воздействует на сопрягающееся плечо коромысла 5, то вращающимися валками 2 и 3 осуществляется непрерывное продвижение ленты 1. При вращении же с заданной скоростью программного кулачка 9, он периодически нажимает своей торцевой поверхностью большего радиуса на сопрягающееся плечо коромысла 5. При этом второе плечо коромысла 5, сжимая пружину 6, приподнимается вместе с роликом 3 и одновременно колодка 7 прижимает ленту 1 к фиксатору 8. С этого момента валок 2 начинает свободно вращаться под лентой 1, остановленной фиксатором 8. Когда же вращающийся кулачок 9 поворачивается к контактирующему плечу коромысла 5 поверхностью меньшего радиуса, то опускающимся валком 3 лента снова прижимается к вращающемуся валку 2 и продвигается ими вперед на следующий шаг. Требуемое же соотношение между периодами выстоя и шагового продвижения ленты программируется соответствующим профилем торцевой поверхности кулачка 9, а величина шага и скорость продвижения ленты 1 определяются в этой подаче скоростями вращения кулачка 9 и приводного валка 2.
Рис.7.4. Конструктивные исполнения механизмов подачи ленты
Прерывистое вращение подающих валков при постоянном одностороннем вращении привода достигается также путем применения
96
соответствующих передаточных механизмов. Таковым является, например, кулачково-цевочный редуктор фирмы Ferguson (США), кулачковый вал 1 (рис.7.4а) которого, соединенный с электродвигателем, своим винтовым пазом 2 взаимодействует с роликами 3 цевочного колеса 4, связанного с подающим валком 5. При этом продвигаемая в шаговом режиме лента 6 постоянно прижимается к подающему валку 5 свободно вращающимся валком 7 подачи. Таким образом, в этом механизме за один оборот вала 1 связанное с ним цевочное колесо 4 поворачивается с высокой точностью на угол, соответствующий шагу между его роликами 3. Требуемый же шаг в таких подачах обеспечивается за счет установки подающего валка 5 соответствующего диаметра.
Широкое распространение получили валковые подачи, привод которых осуществляется через кривошипно-рычажный передаточный механизм от постоянно вращающегося вала обслуживаемой технологической машины. Для этого на приводном валу 1 машины (рис.7.4б) крепится планшайба 2, палец 3 которой может радиально смещаться вращением винта 4. Через этот палец планшайба 2 шарнирно соединена шатуном 5 с аналогичным пальцем на корпусе роликовой обгонной муфты 6, закрепленной на конце вала приводного валка 7 в механизме подачи 8, а на втором конце этого вала установлен постоянно действующий фрикционный тормоз 9. К приводному валку 7 блоком пружин 10 прижимается такой же валок 11, связанный с ним через зубчатую передачу 12. При этом валок 11 может приподниматься вместе со своей подвижной кареткой 13 от привода 14 для заправки подаваемой ленты. При работе машины постоянное вращение планшайбы 2 через шатун 5 преобразуется во вращательно-колебательные движения корпуса обгонной муфты 6, амплитуда которых регулируется величиной смещения пальца 3 винтом 4 (эксцентриситетом). Обгонная же роликовая муфта 6 вращательноколебательные движения своего корпуса преобразует в прерывистое одностороннее вращение пары взаимосвязанных валков 7 и 11, продвигающих с заданным шагом зажатую между ними ленту. При этом фрикционный тормоз 9 гасит силы инерции и фиксирует валки при обратных ходах корпуса муфты 6. Для получения сдвоенной (толкающее-тянущей) подачи второй аналогичный валковый механизм 8 устанавливают соосно продвигаемой ленте со второй стороны машины, а корпуса их обгонных муфт 6 кинематически связывают соединительной тягой 15, обеспечивающей синхронную передачу движения. В валковых подачах с кривошипно-рычажным передаточным механизмом амплитуда вращательных колебаний корпуса обгонной муфты 6 не должна превышать 120о. В противном случае увеличиваются вибрации звеньев и динамические нагрузки в шарнирных соединениях механизма. Выполняется же это требование тогда, когда диаметр приводного валка DВ больше или равен максимальному шагу подачи ленты Lmax, то есть когда DВ Lmax .
Тяговое же усилие Тп, которое должен развивать механизм подачи для продвижения ленты без проскальзывания, определяется выражением:
Тп NЗ f z k Pmax , Н |
(7.7) |
где NЗ – сила зажатия ленты захватным органом (валками) подачи, Н;
97

f – коэффициент трения скольжения между захватным органом (валками) и продвигаемой лентой;
z – число приводных подающих органов (валков) в подаче;
k – коэффициент запаса тянущего усилия подачи (k = 1, 2 – 1, 3); Рmax – максимальная сила сопротивления продвижению ленты, Н.
Максимальная сила сопротивления продвижению ленты определяется в свою очередь по формуле:
P |
P P |
P |
P |
|
max |
1 |
2 |
3 |
4 |
P5
, Н
(7.8)
где Р1 g m1 f1 – сила сопротивления, обусловленная трением продвигаемого участка ленты по опорной поверхности, Н;
g – ускорение свободного падения, м/с2;
m1 – масса продвигаемого участка ленты, кг;
f1 – коэффициент трения между продвигаемой лентой и опорной поверхностью;
Р |
m |
a |
– сила сопротивления, обусловленная ускорением (инерцией) |
2 |
1 |
|
продвигаемого участка ленты при подаче, Н; а – ускорение продвигаемого участка ленты в цикле подачи, м/с2;
Р |
|
J |
B |
|
B |
|
|
|
|
||||
|
|
|
|
|
||
3 |
|
|
R |
|
|
|
|
|
|
B |
|
||
|
|
|
|
|
|
|
– сила сопротивления, обусловленная ускорением (инерцией)
неприводного прижимного валка подачи, Н;
|
|
|
m |
|
R |
|
J |
|
|
|
|
2 |
|
|
|
В |
В |
– момент инерции неприводного прижимного валка подачи, |
||
|
|
|
|
|||
|
В |
|
|
|
2 |
|
|
|
|
|
|
|
|
кг∙м2; |
|
|
|
|
|
|
mВ – масса неприводного прижимного валка подачи, кг; RВ – радиус неприводного прижимного валка подачи, м;
Р |
|
|
g m |
2 |
– сила сопротивления, обусловленная компенсационной |
|
|
||||
|
|
|
|
||
|
4 |
|
2 cos |
||
|
|
|
|
||
петлей, при ее наличии между механизмом вращения рулонов и подачи ленты
(рис.7.3а, д), Н;
m2 – масса ленты, образующей компенсационную петлю и находящегося в петле ролика, кг;
φ – угол между вертикалью и линией, соединяющей нижнюю точку компенсационной петли с осью верхнего направляющего ролика, град.;
Р5 |
|
М |
К |
– сила, обусловленная сопротивлением разматываемого рулона, |
|
RР |
|||||
|
|
|
|||
если он установлен в неприводном рулоноразматывателе, Н; МК – крутящий момент, обеспечивающий вращение разматываемого
рулона, Н∙м; вычисляется по формуле (7.1); Rp – радиус разматываемого рулона, м.
Максимальное удельное усилие прижима руд.max, обеспечивающее подачу ленты парой валков, кинематически соединенных зубчатой передачей (рис.7.4б), определяется по формуле:
98

р |
|
|
k P |
|
|
|
|
max |
|||
|
|
|
|
||
|
уд.max |
|
2 |
f |
B |
|
|
|
|||
, Н/м
(7.9)
где В – ширина продвигаемой ленты, м.
Для недопущения пластической деформации материала ленты подающими валками максимальное удельное усилие прижима руд.max должно быть меньше допустимого удельного усилия прижима [руд.], которое определяется из формулы Герца - Беляева:
|
р |
|
|
4,8 |
2 |
R |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
Т |
В |
, Н/м |
(7.10) |
||
|
|
|
|
|
|
||||
|
|
уд |
|
Е |
|
|
|||
|
|
|
|
|
|
|
|
||
где Т |
- предел текучести материала ленты, Н/м2; |
|
|||||||
Е – модуль упругости (модуль Юнга) материала ленты, Н/м2; RВ – радиус приводного валка подачи, м.
В подачах с возвратно-поворотным движением привода в качестве преобразующих механизмов, обеспечивающих прерывистое одностороннее вращение их валков, применяются муфты свободного хода и, в частности, роликовые обгонные муфты (рис.4.13б).
Ввалково-секторных подачах прерывистое продвижение ленты осуществляется в период ее зажатия между валком и синхронно вращающимся сектором. При этом приводными могут быть как валок, так и сектор или одновременно валок и сектор. Такие механизмы подачи являются толкающими
иприменяются для продвижения достаточно жестких лент, не допускающих прогибов передних участков и снижения из-за этого точности шага подачи.
Для продвижения тонких и нежестких лент более предпочтительными являются тянущие подачи, в которых лента захватывается исполнительным органом и поступательно перемещается вместе с ним. Таковым является,
например, подающий механизм челюстного (клещевого) типа (рис.7.4г),
который захватывает своим челюстным (клещевым) зажимом 1 ленту 2 за передний торец и, двигаясь поступательно в направляющей втулке 3, протягивает на заданный шаг, а после отрезки поданного куска ленты, отпускает его и возвращается обратно в исходное положение для выполнения следующего цикла.
Вролико-клиновом механизме подачи содержатся две каретки с заклинивающимися роликовыми захватами. При этом неподвижная каретка обеспечивает фиксацию ленты, а подвижная – ее продвижение вперед на заданный шаг. В приведенном конструктивном исполнении такого механизма (рис.7.4д) неподвижная каретка 1, содержащая в своем клиновом окне пару роликов 2, установлена на корпусе пневмоцилиндра 3, а вторая подвижная каретка 4, несущая пару таких же роликов 5, закреплена на штоке 6 этого же пневмоцилиндра. Требуемый шаг подачи ленты 7, проходящей между роликами 2 и 5 кареток устанавливается с помощью регулировочного винта 8, ограничивающего обратный ход поршня 9 пневмоцилиндра. При рабочем ходе подвижной каретки 4 ее ролики 5 закатываются в сужающееся окно от трения с лентой 7 и прижимаются там к ее поверхности, обеспечивая таким заклиниванием надежный захват ленты, продвигаемой на заданный шаг вместе
99
с кареткой штоком 6 пневмоцилиндра. При этом ролики 2 в неподвижной каретке 1, выкатываясь в расширяющуюся часть окна, расклиниваются и свободно пропускают через себя протягиваемую ленту 7. При обратном же ходе подвижной каретки 4 ее ролики 5 расклиниваются и свободно пропускают через себя неподвижную ленту, которая на этот период фиксируется заклинившимися роликами 2 неподвижной каретки 1 и далее цикл повторяется. Такие подачи конструктивно просты, а в действие могут приводиться как от автономного привода, так и через передаточные механизмы от привода обслуживаемой технологической машины. Они обеспечивают относительно невысокую точность шага подачи и применяются для продвижения жестких лент, на поверхности которых допускаются следы, которые могут оставлять заклинивающие ролики кареток.
Клещевые механизмы подачи по принципу действия во многом схожи с ролико-клиновыми подачами. Только продвигаемая лента в их каретках удерживается не заклинивающимися роликами, а приводными клещевыми захватами, не оставляющими следов на поверхности ленты и более точно ее фиксирующими. Такие широко распространенные подачи можно применять для шагового продвижения более тонких лент, а также имеющих высокое качество отделки поверхностей. Точность подачи ленты этими механизмами достигает ±0,01 мм при скоростях движения до 1,33 м/с и мало зависит от величины шага подачи, обычно не превышающего 300 мм. В приведенном конструктивном исполнении такого механизма (рис.7.4е) неподвижная каретка 1, содержащая в своем окне зажимную планку 2, установлена на корпусе пневмоцилиндра 3, а вторая подвижная каретка 4, несущая такую же зажимную планку 5, закреплена на штоке 6 этого же пневмоцилиндра. Требуемый шаг подачи ленты 7, проходящей между планками 2 и 5 кареток устанавливается с помощью регулировочного винта 8, ограничивающего обратный ход поршня 9 пневмоцилиндра. При рабочем ходе подвижной каретки 4 опускающаяся планка 5 прижимает к ее поверхности ленту, обеспечивая тем самым надежный захват и продвижение ленты на заданный шаг вместе с кареткой штоком 6 пневмоцилиндра. При этом планка 2 в неподвижной каретке 1 остается приподнятой, и свободно пропускают через себя протягиваемую ленту 7. При обратном же ходе подвижной каретки 4 ее планка 5 приподнимается, и свободно пропускают через себя неподвижную ленту, которая на этот период фиксируется опускающейся вниз планкой 2 неподвижной каретки 1 и далее цикл повторяется.
Несущие механизмы подачи применяются для продвижения через рабочую зону многопозиционных автоматов гибких и непрочных (полимерных, бумажных, тканевых) лент. Удерживающие конструктивные элементы (захваты) этих подач перемещаются вместе с продвигаемой лентой через всю рабочую зону машины. Например, в многопозиционных формовочноупаковочных линиях для пошагового продвижения через их рабочую зону непрочных полимерных лент применяются несущие подачи, на двух бесконечных транспортирующих роликовых цепях которых с определенным шагом установлены захваты в виде прокалывающих ленту игл или механических зажимов. Ими подаваемый ленточный материал захватывается за края вначале несущего механизма, удерживается на протяжении всей его
100