Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)

b и h – ширина и толщина ленты, мм.
Под предпоследними тремя валками (n-3, n-2 и n-1) механизма все сечение ленты деформируется упруго и моменты Мn-3, Мn-2 и Мn-1 определяются по формуле:
|
|
|
|
|
b h |
|
|
|
|
|
2 |
М |
У |
|
Т |
|
6 |
|
|
|
|||
|
|
|
|
|
, Н∙мм
(7.16)
Под остальными промежуточными валками механизма значение момента изгиба среднее между пластическим и упругим моментами.
Исходя из этого, суммарное давление Р, действующее на все верхние и нижние валки правильного механизма можно вычислить по формуле:
Р |
5 |
n 2 Т |
|
b h2 |
, Н |
(7.17) |
|
3 |
t |
||||||
|
|
|
|
|
где n – число правильных валков; t – шаг валков, мм.
Исследованиями установлено, что максимальное усилие будет воспринимать третий валок; определить же это усилие можно по формуле:
|
|
|
|
b h |
|
|
|
|
2 |
Р |
2 |
Т |
|
|
3 |
|
|
t |
|
|
|
|
|
, Н
(7.18)
Крутящий момент Мдеф и мощность Nдеф, необходимые для привода всех (n-2) валков правильного механизма (кроме первого и последнего, которые не изгибают ленту), определяют по формулам:
М деф
N |
деф |
|
Т2
4 E
2 Т
2 E
b h D
V b h
kдеф , Н∙мм
k |
деф , Вт |
|
(7.19);
(7.20)
где Е – модуль упругости (модуль Юнга) материала ленты, МПа; D – диаметр правильных валков, мм;
V – скорость правки ленты, м/с;
kдеф – результирующий (суммарный) коэффициент пластической деформации при правке ленты:
|
|
|
|
|
1 |
|
|
|
|
|
k |
|
k 2 |
|
|
|
k |
|
n 3 |
|
|
деф |
|
|
2 |
(7.21) |
||||||
|
2 |
|
k2 |
|
|
|||||
|
|
|
|
1 |
|
|
|
|
||
где k2 = 0,6 – 0,8 – коэффициент проникновения пластической деформации под вторым валком.
При определении мощности электродвигателя Nдв, обеспечивающего привод правильного механизма наряду с Nдеф необходимо учитывать потери мощности на трение в подшипниковых опорах валков NП и мощность трения качения NК всех n валков по ленте, а также КПД механизмов передачи вращения от привода валкам. Следовательно:
106

N |
|
|
N |
деф |
N |
П |
N |
К |
|
|
|
|
|||||
дв |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
, Вт
(7.22)
Потери мощности на трение в подшипниковых опорах NП всех n рабочих валков правильного механизма вычисляются по формуле:
N |
П |
|
0,5 Р d
, Вт
(7.23)
где Р – суммарное давление, действующее на все верхние и нижние валки правильного механизма, Н;
µ– коэффициент трения в подшипниковых опорах валков; d – диаметр трения в подшипниковых опорах валков, м;
ω – угловая скорость вращения валков, с-1.
Мощность трения качения NК всех n рабочих валков по ленте определяется по формуле:
N |
K |
|
10 |
3 |
Р f |
|
, Вт
(7.24)
где f – коэффициент трения качения, мм; с учетом возможного проскальзывания между валками и лентой его принимают: для стальных лент f = 0,8 – 1 мм; для лент из цветных металлов f = 0,9 – 1,2 мм.
Шаг t и диаметр D правильных валков принимают, основываясь на накопленных экспериментальных данных. Наибольший шаг валков обычно выбирается из условия: tmax = (25 – 30)∙hmax. Наименьшее значение шага валков определяется условиями прочности их шеек под подшипники и не допущением смятия ленты валками. Из условия прочности шейки валка при передаче им
наибольшего крутящего момента:
t |
|
2,6 3 |
b h |
2 |
min |
|
|||
|
|
max |
||
. Обычно tmin = (10 –
20)∙hmax. Диаметр валков принимается из условия: D = (0,85 – 0,95)∙t. Синхронное вращение на рабочие валки правильного механизма передается шарнирными шпинделями, связанными с электродвигателем через шестеренную клеть или через систему взаимосвязанных зубчатых колес. В современных конструкциях правильных машин вместо громоздких шестеренных клетей и редукторов с цилиндрическими колесами стали применять планетарные редукторы, обеспечивающие снижение массы привода и его габаритов.
Правильные и рулоноразматывающие механизмы часто объединяют в единую конструкцию, называемую правильно-разматывающей машиной, которая работает от индивидуального привода. Состоит такая машина из станины 1 (рис.7.6б) на которой располагаются механизм 2 фиксации и размотки рулона 3, задающая 4 и тянущая 5 валковые подачи, а также правильная клеть, верхний ряд валков 6 которой располагается на качающейся в шарнире 7 раме 8. Положение же рамы 8 регулируется вращением винта 9 с помощью ручки 10, при этом просвет между рядами валков устанавливается несколько меньшим толщины выпрямляемой ленты 11. Привод всех функциональных механизмов машины осуществляется от электродвигателя 12 постоянного тока через редуктор 13, цепную передачу 14 и систему взаимосвязанных зубчатых колес. Диаметры DВ валков задающей 4 и тянущей 5
107
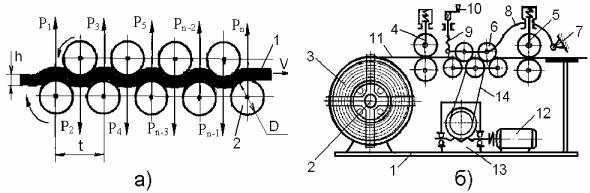
подач в таких устройствах рекомендуется принимать большими диаметра правильных валков D, соблюдая соотношение DВ = (1,2 – 1,8) D.
Рис.7.6. Конструктивные исполнения механизмов правки ленты
В процессе работы устройства разматываемая лента 11 пропускается между двумя рядами валков 6 правильной клети и подвергается ими упругопластическому знакопеременному поперечному изгибу с последовательно уменьшающейся амплитудой. Протягивание и поддержание же ленты в плоскости правки обеспечивается задающей 4 и тянущей 5 валковыми подачами. На лентах из низкоуглеродистой стали такой правкой разрушается цементитная сетка, возникающая в результате старения проката, и этим улучшаются свойства материала, а также снимаются заусенцы на торцах ленты, что способствует повышению точности работы механизмов подачи.
Основными узлами правильных машин являются правильная клеть с валками и механизмом регулировки их положения, а также привод с механизмами передачи движения и система управления. Кроме этого правильные машины часто оснащаются дополнительными устройствами, такими как: валковые подачи с механизмами прижима и подъема верхнего валка, которые устанавливаются на входе, выходе или по обеим сторонам правильной клети; перегибающие механизмы; опорные ролики, предотвращающие прогиб правильных валков; направляющие проводки для ленты; а также индикаторы, отсчетные шкалы и циферблаты для контроля за правильностью регулировки правильных валков и других механизмов машины. Наименьшее число правильных валков, обеспечивающее удовлетворительную правку, равно пяти. Широкое же распространение получили семивалковые и девятивалковые правильные клети, обеспечивающие вполне приемлемое качество правки для широкой номенклатуры применяемых лент. В отдельных случаях для повышения качества правки число валков увеличивают до 11 — 17 и более, причем наибольшее число валков принимают для правки тонких и широких лент (b > 1000 мм).
7.6. Механизмы амортизации и натяжения ленты
Механизмы амортизации и натяжения обеспечивают снижение силы инерционного натяжения разматываемой ленты при ее ускорениях в процессе подачи, а также накопление определенного запаса ленты в компенсационной петле (рис.7.7) с требуемым постоянным натяжением. Такие механизмы особенно необходимы при пошаговой подаче ленты, так как действующие ускорения подачи при значительном моменте инерции разматываемого рулона
108

создают в ней повышенные растягивающие напряжения, приводящие к разрывам, а также снижающие точность работы самих подач. В определенных условиях эти механизмы могут также обеспечивать и предварительную правку разматываемой ленты за счет ее обратного упругопластического перегиба в вершине компенсационной петли. По конструктивному исполнению они подразделяются на механизмы со свободной и принудительно натянутой компенсационной петлей, а по количеству петель – на однопетлевые и многопетлевые.
Механизмы амортизации и натяжения со свободной петлей
(рис.7.7а-б) состоят из двух вращающихся опорных роликов 1, удерживающих расположенную между ними компенсационную петлю 2 из разматываемой с рулона ленты. Применяются они в тех случаях, когда лента с рулона разматывается одним механизмом, а на дальнейшую обработку продвигается другим механизмом подачи, то есть свободная петля используется для накопления запаса ленты между разматывающим и подающим механизмами, обеспечивая при этом заданное натяжение ленты, определяемое весом компенсационной петли. В качестве разматывающего механизма в таких устройствах, в частности, может использоваться вертикально подвешенный пневмоцилиндр 3 (рис.7.7б) шток 4 которого несет на себе свободно вращающийся ролик 5. Перед подачей ленты на следующий шаг, опускающийся шток 4 срабатывающего пневмоцилиндра 3 надавливает роликом 5 на находящуюся под ним ленту, при этом она разматывается с неприводного рулона и накапливается между опорными роликами 1 в виде компенсационной петли 2. После этого ролик 5 поднимается в верхнее исходное положение, а удерживающая ленту подача продвигает ее вперед на заданный шаг за счет созданного в петле запаса и далее цикл повторяется. Механизмы со свободной петлей конструктивно предельно просты, однако для создания значительного постоянного натяжения ленты их петли должны иметь довольно большую величину провисания Н (рис.7.7а).
Сила же тяжести G, создаваемая компенсационной петлей, |
определяется |
||||||||
по формуле: |
|
|
|
|
|
|
|
|
|
|
|
L 2 |
H |
4 H |
2 |
2 |
|
|
|
G b h |
|
|
L |
|
, Н |
(7.25) |
|||
|
|
|
2 |
|
|
|
|||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
где b и h – ширина и толщина ленты, мм;
ρ – удельный вес материала ленты, Н/мм3; Н – величина провисания ленты в компенсационной петле, мм;
L – расстояние между осями опорных роликов, мм.
Сила сопротивления продвижению ленты Рс, обусловленная весом компенсационной петли будет при этом составлять:
Рc |
G |
|
2 cos , Н |
(7.26) |
где φ – угол между вертикалью и линией, соединяющей нижнюю точку компенсационной петли с осью верхнего опорного ролика, град.
109
В механизмах с принудительно натянутой компенсационной петлей
рабочий орган, создающий натяжение, располагается в вершине петли. Им обычно является свободно вращающийся на оси ролик, а иногда и охватываемый лентой гладкий стержень. Применяются эти механизмы как в тех случаях, когда лента с рулона разматывается одним механизмом, а на дальнейшую обработку продвигается другим механизмом, так и при выполнении функций разматывания рулона и продвижения ленты только одним механизмом подачи. В последнем случае при продвижении ленты подающим механизмом на заданный шаг компенсационная петля уменьшается и вместе с ней вверх перемещается рабочий орган, создавая при этом такое натяжение, которое после завершения подачи обеспечивает вращение рулона с накоплением
разматываемой ленты в петле |
до достижения им исходного нижнего |
положения. |
|
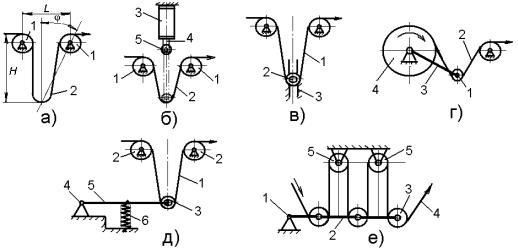
Рис.7.7. Конструктивные исполнения механизмов амортизации и натяжения ленты
Натяжным рабочим органом в таких механизмах является располагающийся в компенсационной петле 1 (рис.7.7в) ролик 2, который свободно вращается на оси, перемещающейся в вертикальных направляющих 3. Ось такого ролика 1 (рис.7.7г), находящегося в вершине петли 2, может крепиться и на конце рычага 3, качающегося на оси вращения разматываемого рулона 4. Создать более высокое усилие натяжение компенсационной петли 1 (рис.7.7д), удерживаемой на вращающихся опорных роликах 2, позволяет рабочий орган, свободно вращающийся ролик 3 которого располагается в вершине петли и крепится на конце качающегося в шарнире 4 рычага 5, дополнительно нагружаемого амортизирующей пружиной 6. В некоторых конструкциях рабочих органов рычаг выполняется из двух параллельных пластинчатых пружин, на одном конце которых крепится с двух сторон ось натяжного ролика, при этом вторые их концы устанавливаются на оси шарнира или жестко закрепляются в несущей опоре. Таким рабочим органом обеспечивается более мягкая амортизация подаваемой ленты за счет дополнительно упругого изгиба образующих рычаг двух пластинчатых пружин.
Многопетлевой механизм на качающемся в шарнире 1 (рис.7.7е) рычаге 2 несет группу установленных с определенным шагом натяжных роликов 3, последний из которых располагается на конце рычага. При этом разматываемая
110