Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
режиме. При этом тормозные колодки 3 (рис.7.9а – б) прижимаются к ленте с адекватным постоянным усилием, в полости тормозной колодки 2 (рис.7.9г) создается постоянный вакуум, а парные тормозные колодки 1 и 2 (рис.7.9в) перегибающего механизма устанавливаются с требуемым зазором при неизменной жесткой взаимной фиксации.
7.9. Механизмы направления ленты
Направляющие механизмы, служат для сохранения или изменения направления движения подаваемой ленты. По целевому назначению они подразделяются на механизмы, обеспечивающие прямолинейное движение, изменяющие направление движения и ограничивающие поперечное смещение продвигаемой ленты. Эти механизмы выполняются как с неподвижными, так и с движущимися конструктивными элементами, которые способствуют продвижению ленты и одновременно ограничивают ее смещение. При этом контакт ленты с направляющими элементами может осуществляться по всей их поверхности (сплошные направляющие), а также по отдельным поддерживающим линиям или участкам и обеспечивается весом ленты, ее натяжением или с помощью второй дополнительной направляющей.
В частности, сплошные прямолинейные направляющие 1 (рис.7.10а)
применяются для лент 2, продвигаемых без натяжения. Гарантированное же натяжение ленты само по себе обеспечивает ее прямолинейное продвижение на данном участке и без применения направляющей. Для предотвращения же чрезмерного провисания движущихся с натяжением массивных лент 1 (рис.7.10б) на больших прямолинейных участках устанавливаются с определенным шагом поперечные поддерживающие стержни или свободно вращающиеся ролики 2. Если же нежесткую ленту необходимо без натяжения продвигать, например, за толкающими механизмами подачи, то на таком участке можно установить прямолинейную желобообразную направляющую 1 (рис.7.10в), в которой с помощью профилирующего ролика 2 лента 3 в поперечном сечении упруго прогибается в дугообразную форму. В результате этого ее жесткость повышается в несколько раз по сравнению с плоской формой и тем самым обеспечивается надежное продвижение ленты по такой направляющей с высокой скоростью на значительные расстояния. Надежное прямолинейное продвижение ленты 1 (рис.7.10г) может обеспечить и пара приводных подающих валков 2, сопрягающиеся профильные рабочие поверхности которых упруго деформируют в поперечном сечении подаваемую ленту в волнообразную форму, делая тем самым ее консольный участок более жестким.
Для изменения направления движения ленты 1, находящейся под натяжением, применяют неподвижные криволинейные направляющие 2 (рис.7.10д) или свободно вращающиеся ролики 2 (рис.7.10е), а также сопрягающиеся пары принудительно вращающихся роликов 2 и 3 (рис.7.10ж). В последнем случае трение о приводные ролики способствует и продвижению ленты. Направление движения ненатянутой ленты 1 (рис.7.10з) изменяют в механизмах, содержащих основную неподвижную направляющую 2 и эквидистантную ей дополнительную направляющую 3 или пару сопрягающихся роликов (рис.7.10ж).
116
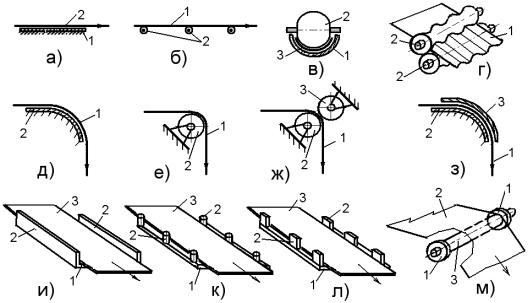
Рис.7.10. Конструктивные исполнения механизмов направления ленты
Механизмы, ограничивающие поперечное смещение продвигаемой ленты применяются, как правило, совместно с механизмами направления ленты. На неподвижных направляющих 1 (рис.7.10и) они выполняются в виде сплошных вертикальных буртиков 2, располагающихся по торцам продвигаемой ленты 3, а также в виде ограничительных бобышек 2 (рис.7.10к) или планок 2 (рис.7.10л), установленных вдоль направляющей 1 с определенным шагом. На подвижных направляющих эту функцию выполняют, например, диски 1 (рис.7.10м), закрепляемые по торцам продвигаемой ленты 2 на вращающихся роликах 3, обеспечивающих изменение направления ее движения.
7.10. Дополнительные механизмы
Дополнительные механизмы в устройствах подачи рулонных материалов выполняют как цикловые контрольные, блокирующие и регулирующие функции, так и различные внецикловые функции.
К дополнительным механизмам относятся, например, датчики контроля рулона и подаваемой ленты. В частности, датчики контроля рулона блокируют включение технологической машины в работу без установленного рулона, а также автоматически останавливают ее при расходовании всей находящейся в рулоне ленты. Такие контактные датчики обычно содержат закрепленный в шарнире 1 (рис.7.11а) рычаг 2 на втором конце которого располагается свободно вращающийся ролик 3, опирающийся на цилиндрическую поверхность разматываемого рулона 4. При расходовании в процессе работы всей находящейся в рулоне ленты рычаг 2 перемещается в нижнее конечное положение и, воздействуя на кнопку выключателя 5, отключает питание привода машины. То же самое происходит и при неустановленном рулоне. Бесконтактные же оптические датчики состоят из излучателя 1 (рис.7.11б) и фотодиода 2, расположенных на одной линии с двух сторон разматываемого рулона 3 и соединенных с электронным управляющим модулем. При окончании разматываемого рулона или его отсутствии из излучателя 1 световой луч попадает на фотодиод 2 и тот через управляющий
117
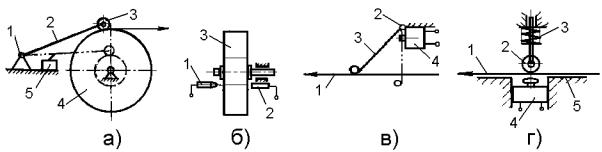
модуль останавливает технологическую машину, а также подает сигнал о необходимости установки нового рулона.
Рис.7.11. Конструктивные исполнения датчиков контроля рулона и подаваемой ленты
Датчики контроля ленты останавливают работу технологического автомата при прекращении поступления ленты в рабочую зону, а также при ее разрыве, смятии или выявлении других контролируемых дефектов. При этом датчиком на соответствующем участке контролируется, как наличие самой ленты, так и величина ее натяжения. Чаще всего такой датчик содержит закрепленный над лентой 1 (рис.7.11в) в шарнире 2 рычаг 3, взаимодействующий с кнопкой выключателя 4. При продвижении разматываемой с рулона ленты 1 с заданным натяжением отклоненный рычаг 3 скользит своим нижним концом по ее поверхности, не касаясь при этом кнопки выключателя 4. При окончании ленты, ее обрыве или отсутствии натяжения рычаг 3 теряет опору и поворачивается на шарнире 2 в вертикальное положение, надавливая при этом на кнопку выключателя 4, останавливающего работу автомата. В другом конструктивном исполнении такой датчик состоит из опирающегося на натянутую ленту 1 (рис.7.11г) ролика 2, поджимаемого пружиной 3. При потере опоры этот ролик перемещается вниз и надавливает на кнопку замыкающую контакты в выключателе 4, установленном под ним в окне направляющей 5. Для контроля лент, обладающих диэлектрическими свойствами, скользящий по ней щуп и направляющая могут включаться в электрическую схему управления автоматом. При отсутствии между ними продвигаемой ленты щуп соединяется с направляющей, замыкая при этом электрическую цепь, обеспечивающую приостановку работы автомата.
Дополнительные механизмы, которые блокируют подачу ленты, при отсутствии упаковываемого изделия работают как с цикловыми, так и внецикловыми устройствами загрузки изделий в технологические автоматы. Основным их исполнительным элементом обычно является щуп, взаимодействующий с загружаемыми изделиями. При отсутствии на контролируемой позиции поданного изделия такой щуп перемещается на большую величину, чем при его наличии и от этого блокируется срабатывание механизма подачи ленты.
К дополнительным относятся также фотоцентрирующие механизмы, обеспечивающие корректировку шага подачи ленты по нанесенному на нее рисунку или знакам. Осуществляется это с помощью фотоэлектронных датчиков, которые контролируют положение специальных меток на ленте в цикловой связи с работой механизма ее разрезания на отдельные заготовки. При несоответствии положения меток опорным сигналам, поступающим от
118
механизма разрезания, фотоэлектронный датчик обеспечивает адекватную корректировку шага подачи ленты.
Дополнительные внецикловые механизмы заправки ленты включаются в работу только при установке нового рулона или разрывах продвигаемой ленты и, как правило, выполняют свои функции в режиме безостановочной работы технологического автомата.
В устройствах для подачи рулонных материалов используются также разнообразные дополнительные механизмы, выполняющие определенные узкоспециализированные действия. К таковым, например, относятся механизмы, формирующие комплекты из двух и более заготовок, отрезаемых с различной длиной от лент, разматываемых с нескольких рулонов. Применяются они в автоматах, упаковывающих конфеты в комбинированную обертку, включающую этикетку с подверткой или этикетку, фольгу и подвертку.
8. УСТРОЙСТВА ДЛЯ СВАРКИ ПЛАСТМАСС
Изготовление всего многообразия пластмассовой упаковки неразрывно связано с нагревом и сваркой полимерных материалов в соответствующем технологическом оборудовании.
Сварка пластмасс – это способ получения неразъемного соединения в результате диффузии частей молекулярных цепей через границу раздела из одного объема материала в другой (диффузионная сварка), или вследствие их химического взаимодействия (химическая сварка). В сварных соединениях полностью (или почти полностью) исчезает граница раздела между контактирующими поверхностями, а по прочности и физическим свойствам соединительный шов приближается, а иногда и остается равным свойствам свариваемого материала. Образование же качественного сварного шва происходит в области вязкого течения полимера, когда при малом давлении достигается хороший контакт свариваемых поверхностей и высокая прочность соединения. При этом интенсивность диффузии молекулярных цепей через свариваемые поверхности определяется силами межмолекулярного взаимодействия, совместимостью соединяемых полимеров и условиями, при которых осуществляется сварка. В частности, температура сварки должна быть выше температуры плавления (Тпл) для кристаллических полимеров или температуры текучести (Тт) для аморфных полимеров, но ниже температур их деструкции. При кратковременном нагреве продолжительностью 0,05 – 0,2с температура сварки может даже несколько превышать температуру деструкции.
Вторым определяющим фактором процесса сварки является контактное давление, которым обеспечивается сближение соединяемых поверхностей на расстояние возникновения межмолекулярного взаимодействия. Оно существенно влияет на прочность сварных швов, особенно при пониженных температурах и кратковременном нагреве. Величина контактного давления зависит от вязкости расплава полимера и температуры его размягчения. Чем выше вязкость расплава, тем большее должно быть удельное давление прижима. Сваркой также можно соединять и многие разнородные совместимые термопластичные материалы, то есть такие, которые способны образовывать устойчивые твердые растворы. При этом по вязкости расплавов соединяемые
119
поверхности должны быть достаточно близкими. Материалы с различной вязкостью расплавов не могут образовывать прочного соединения: более вязкий материал не диффундирует в менее вязкий, а выдавливает его из сварного шва. Поэтому при сварке большое внимание должно уделяться и равномерности разогрева соединяемых поверхностей.
Диффузионной сваркой можно соединять составные части пластмассовых изделий и без нагрева материала в зоне шва выше температуры текучести, но при условии введения между контактирующими поверхностями органических растворителей. При этом молекулы растворителя диффундируют в межмолекулярные пустоты, непрерывно образующиеся в поверхностных слоях вследствие гибкости макромолекул материала. Заполнив все пустоты, молекулы растворителя начинают давить на макромолекулы полимера, уменьшая тем самым их межмолекулярное сцепление. Эту стадию процесса растворения называют набуханием или пластифицированием. После ее завершения протекает вторая стадия процесса – взаимная диффузия частей молекулярных цепей через границу раздела и образование сварного шва. Процесс же пластифицирования позволяет таким образом снижать температуру текучести полимера, а также усиливать подвижность его молекул в вязкотекучем состоянии, обеспечивая тем самым улучшение свариваемости материалов, повышение прочности и однородности сварного шва. Если же полимеры обладают малой скоростью диффузии даже в интервале вязкотекучего состояния (материалы с большим молекулярным весом или высокой полярностью), то их целесообразно сваривать присадочными материалами, в качестве которых можно использовать пластифицированные полимеры или полимеры с малым молекулярным весом, обладающие более высокой скоростью диффузии. Внутренние напряжения, возникающие в соединениях от диффузионной сварки, снимаются обычно термической обработкой. Она заключается в нагреве и выдержке сварной конструкции при температуре, близкой к температуре стеклования полимера, с последующим ее охлаждением.
Высококристаллические и хорошо ориентированные полимеры, наиболее рационально соединять путем сшивания их контактирующих поверхностей химическими связями. Такой способ образования соединительных швов называется химической сваркой. Применяется такая сварка и в тех случаях, когда нагревание полимеров до вязкотекучего состояния нежелательно из-за возможного нарушения их кристаллической структуры, потери ориентации и по другим причинам. Осуществляется химическая сварка путем нанесения на соединяемые поверхности веществ, которые интенсивно образуют химические связи с активными звеньями макромолекул поверхностного слоя свариваемых деталей. При этом температура в зоне сварки может быть ниже температуры плавления полимера, когда подвижность его макромолекул еще незначительна. Плотный же контакт между соединяемыми поверхностями обеспечивается приложением внешних сжимающих усилий. Такой сваркой, в частности, соединяют пластмассы на основе фенолоформальдегидных, кремнийорганических, эпоксидных и отверждающихся полиэфирных смол. Получаемые сварные швы по своей структуре и свойствам существенно не отличаются при этом от основного материала; в них отсутствуют значительные
120