Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
внутренние напряжения и не происходит ослабление материала околошовной зоны.
Таким образом, сварка пластмасс может осуществляться как с нагревом соединяемых поверхностей до вязкотекучего состояния, так и без их нагрева. Исходя из этого, существующие способы сварки пластмасс условно можно разделить на следующие три характерные группы.
В первой группе объединяются способы сварки, использующие энергию внешних источников тепла. Это сварка различными нагретыми инструментами, газовыми теплоносителями и нагретыми присадочными материалами. Тепло от внешних источников к свариваемым поверхностям передается в этих способах за счет конвекции, теплопроводности и частично лучеиспусканием.
Ко второй группе относятся способы сварки, при которых теплота генерируется в зоне соединения за счет преобразования различных видов энергии, поступающей от внешних источников. Это сварка токами высокой частоты, ультразвуком, трением, лазерным лучом, инфракрасным излучением, а
также ядерная сварка. |
|
В третью группу объединяются специальные |
способы сварки, |
осуществляемые без нагрева зоны соединительного шва до вязкотекучего состояния. Таковыми являются химическая сварка и сварка с помощью растворителей.
При выборе того или иного способа сварки необходимо учитывать химические, механические и теплофизические свойства пластмасс, толщину и конструктивное исполнение соединяемых элементов, предъявляемые к сварному соединению требования, специфику технологического процесса, производственные затраты и другие факторы, определяющие качество сварки, уровень автоматизации и экономическую эффективность процесса.
8.1. Сварка нагретыми инструментами
Сварка нагретыми инструментами является относительно простым, дешевым и надежным способом получения качественных неразъемных соединений между разнообразными конструктивными элементами изделий, изготовляемых из термопластичных материалов. Прочность получаемых сварных швов обычно достигает при этом 90—100% от прочности основных соединяемых материалов. Сам же процесс сварки легко поддается регулированию, контролю и автоматизации. Нагрев соединяемых поверхностей при такой сварке может осуществляться двумя способами:
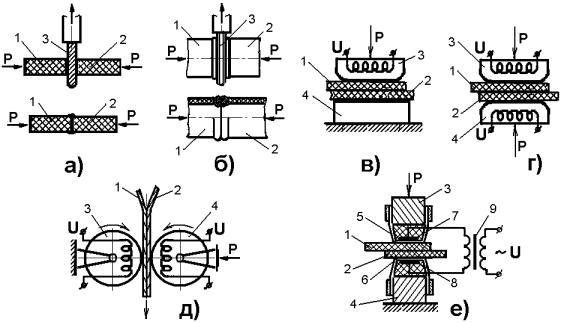
непосредственным контактом соединяемых поверхностей с нагретым сварочным инструментом, введенным между ними (рис.8.1а-б);
при контакте нагретого сварочного инструмента с внешними сторонами соединяемых поверхностей (рис.8.1 в-е).
Непосредственным контактом соединяемых поверхностей с нагретым инструментом обычно сваривают стыковыми и угловыми швами толстостенные части пластмассовых изделий (рис.8.1а), а также трубы (рис.8.1б), и другие конструктивные элементы с прямоугольным, круглым и разнообразными фигурными поперечными сечениями.
121
Нагревом с внешней поверхности сваривают, как правило,
нахлесточными швами соединяемые части изделия, выполненные из тонколистовых и пленочных термопластичных материалов. При этом сварка тонколистовых частей производится путем их двустороннего нагрева, а пленочные материалы сваривают как двусторонним, так и односторонним нагревом. В зависимости от температурного состояния нагревательных элементов в течение цикла различают термоконтактный и термоимпульсный способы сварки.
Рис.8.1. Конструктивные схемы сварки нагретым инструментом
При термоконтактном способе сварки температура электронагревательных элементов сварочного устройства в течение всего периода его работы остается практически неизменной. Если такая сварка производится с односторонним нагревом, то соединяемые части 1 и 2 изделия (рис.8.1в) зажимаются с усилием Р между электронагревательной 3 и опорной 4 линейками сварочного устройства, нагреваются в зоне контакта до вязкотекучего состояния и свариваются. После этого электронагревательная линейка 3 отводится, а полученный сварной шов охлаждается на опорной линейке 4 до достижения материалом механической прочности. При сварке с двусторонним нагревом соединяемые части 1 и 2 изделия (рис.8.1г) зажимаются с усилием Р между двумя смыкающимися электронагревательными линейками 3 и 4 сварочного устройства, нагреваются ими в зоне контакта до вязкотекучего состояния и свариваются нахлесточным швом. После этого линейки 3 и 4 разводятся, а полученное сварное соединение охлаждается до достижения механической прочности на воздухе или в специальном теплоотводящем механизме. Для получения же непрерывных сварных нахлесточных швов значительной протяженности соединяемые части 1 и 2 изготовляемого изделия (рис.8.1д) пропускаются между двумя приводными синхронно вращающимися электронагревательными роликами 3 и 4, которые зажимают их с усилием Р, разогревают в зоне контакта до вязкотекучего состояния и, непрерывно продвигая, сваривают. Быстрое же охлаждение полученного сварного шва осуществляется следующей парой аналогичных
122
теплоотводящих роликов (не показаны) или же до достижения механической прочности шов охлаждается окружающим воздухом. При этом ширина получаемого сварного шва определяется шириной рабочей части роликов, которая может быть гладкой или рифленой. Ролики могут выполняться и достаточно широкими, то есть в виде валков, на поверхности которых, например, содержатся углубления под упаковываемые штучные изделия в виде таблеток. Для предотвращения налипания на нагревательные элементы сварочных устройств разогреваемого материала их металлические контактирующие поверхности обычно выполняются с антиадгезионным тефлоновым покрытием
или |
покрываются |
тонкой |
пленкой из |
фторопласта. |
Для |
непрерывной |
термоконтактной |
сварки |
применяются |
также устройства с |
ленточными |
||
транспортирующими механизмами.
При термоимпульсном способе сварки в каждом цикле смыкающимися электронагревательными элементами сварочного устройства осуществляется как нагрев соединяемых частей изделия под действием подаваемого импульса электрического тока, так и последующее охлаждение выполненного сварного шва. Например, при такой сварке с двусторонним нагревом соединяемые части 1 и 2 изготовляемого изделия (рис.8.1е) зажимаются с усилием Р между смыкающимися линейками 3 и 4 сварочного механизма. После этого на покрытые антиадгезионными фторопластовыми прокладками 5 и 6 ленточные электронагревательные элементы сопротивления 7 и 8 этих линеек подается импульс электрического тока от трансформатора 9. От этого импульса они быстро нагреваются, одновременно нагревая в зоне контакта до вязкотекучего состояния и соединяемые части изделия. Затем ленточные элементы 7 и 8 также быстро охлаждаются, одновременно отводя тепло и от обжимаемого ими сварного шва. После достижения сварным швом требуемой механической прочности линейки 3 и 4 размыкаются, соединенные части изготовляемого изделия удаляются и цикл повторяется. Регулировка необходимой температуры сварки в таких устройствах осуществляется за счет изменения продолжительности и силы импульса подаваемого тока. Качественные же сварные швы получаются при оптимальных значениях усилия прижима сварочных линеек, температуры нагрева и времени сварки.
Длина электронагревательных линеек в устройствах термоимпульсной сварки может достигать 1000 мм и более, в зависимости от размеров частей изделий, соединяемых за один цикл. В автоматах же, изготовляющих пакеты из рукавной рулонной пленки и одновременно упаковывающих в них продукцию, электронагревательная линейка сварочного устройства за один цикл, как правило, выполняет сразу два поперечных соединительных шва и одновременно разрезает рукав между швами. Для этого на рабочей поверхности стеклотекстолитовой планки 1 (рис.8.2а) линейки укладывается два параллельных нагревательных элемента сопротивления 2 и 3, изготовляемых из нихромовой ленты шириной 3 – 5 мм, а между ними размещается термонож 4, выполняемый из нихромовой проволоки диаметром на 0,15 – 0,3 мм большим за толщину нагревательных элементов. Для предотвращения налипания разогреваемого материала рукава наружная рабочая поверхность нагревательных элементов и термоножа покрывается оболочкой 5 из фторопластовой пленки армированной стеклотканью, которая закрепляется на планке 1 накладками 6 с винтами 7.
123
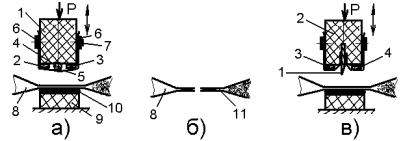
Рис. 8.2. Конструктивная схема электроимпульсной сварки двойным швом
Впроцессе работы рукавный материал 8 зажимается с усилием Р между опускающейся электронагревательной линейкой и опорной линейкой 9, содержащей на рабочей поверхности прокладку 10 из фторопласта-4. В момент их смыкания на нагревательные элементы 2 и 3 подаются импульсы электрического тока, обеспечивающие быстрый нагрев контактирующего материала до вязкотекучего состояния. Одновременно на термонож 4 подается более мощный импульс, который обеспечивает за то же время расплавление и разрезку контактирующего рукава между соединительными швами. После охлаждения полученных сварных швов до состояния достижения материалом механической прочности электронагревательная линейка поднимается приводом в исходное положение. На рукаве же 8 остается два поперечных сварных шва, один из которых укупоривает отделенный пакет 11 (рис.8.2б), а второй – образует на конце рукава дно следующего пакета. При работе с многослойными рукавными материалами, содержащими бумагу или алюминиевую фольгу, в таких линейках для разрезания рукава между сварными швами используются ленточные просечные ножи 1 (рис.8.2в), которые закрепляются в продольном пазу стеклотекстолитовой планки 2 между ленточными нагревательными элементами сопротивления 3 и 4.
Взависимости от толщины и свойств свариваемых материалов продолжительность термоимпульсного нагрева зоны шва может составлять от
десятых долей секунды до десяти секунд, а удельное давление сжатия соединяемых поверхностей устанавливается в пределах от 0,01 до 0,3 МПа.
8.2. Сварка нагретым присадочным материалом
Сварка нагретым присадочным материалом является разновидностью способов сварки, использующих энергию внешних источников тепла. Сущность этого метода заключается в том, что нагрев и неразъемное соединение сопрягающихся поверхностей осуществляется за счет введения между ними расплавленного присадочного материала. При этом тепло передается от присадочного материала к сопрягающимся поверхностям за счет теплопроводности, в результате этого они оплавляются и после охлаждения вместе с присадочным материалом образуют сварной шов. Интенсивность же диффузии молекулярных цепей через свариваемые поверхности определяется силами межмолекулярного взаимодействия, совместимостью соединяемых полимеров и условиями, при которых осуществляется сварка. Соединяемые части изделий, выполненные из пластмасс легко переходящих в вязкотекучее состояние, сваривают идентичным или совместимым расплавленным
124
присадочным материалом. Если же соединяемые части изготовлены из пластмасс, характеризующихся малой скоростью диффузии даже в интервале вязкотекучего состояния (материалы с большим молекулярным весом или высокой полярностью), то их целесообразно сваривать пластифицированным присадочным полимером малого молекулярного веса, легко переходящим в вязкотекучее состояние и обладающим более высокой скоростью диффузии.
Данная сварка может производиться двумя способами:
периодической подачей расплавленного присадочного материала;
непрерывной подачей расплавленного присадочного материала (экструдированием присадки).
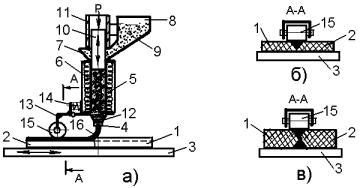
Периодической подачей расплавленного присадочного материала выполняются стыковые, угловые, тавровые и нахлесточные швы ограниченной длины. При этом в зависимости от доступности свариваемых мест частей 1 и 2 изделия разделку их соединяемых торцов производят со скосом одной (рис.8.3б) или двух (рис.8.3в) сопрягающихся кромок.
Рис. 8.3. Конструктивная схема сварки нагретым присадочным материалом
После разделки кромок, соединяемые части 1 и 2 изделия (рис.8.3а) стыкуют на подвижном столе 3 сварочного агрегата так, чтобы выполняемый шов располагался точно под соплом 4 пластификатора. Пластификатор же обычно состоит из материального цилиндра 5, охватываемого по наружной поверхности электронагревательными элементами сопротивления 6, и закрепленной на нем загрузочной воронки 7, соединяющейся через высыпное окно с бункером 8, в который загружается гранулированный присадочный материал 9. Над материальным цилиндром соосно установлен плунжер 10, перемещающийся вертикально в направляющей втулке 11 от соответствующего привода, а на нижнем фланце цилиндра 5 крепится переходная втулка 12, фиксирующая сменное сопло 4. К этому же фланцу цилиндра 5 шарнирно присоединяется и кронштейн 13, одно плечо которого взаимодействует с пружиной 14, при этом на втором плече кронштейна крепится ось со свободно вращающимся роликом 15. Когда плунжер 10 пластификатора находится в верхнем исходном положении, то полость цилиндра 5 заполняется через образовавшийся зазор гранулированным присадочным материалом 9, пересыпающимся в воронку 7 из бункера 8. Здесь гранулы быстро нагреваются от стенок цилиндра и плавятся, а затем опускающимся плунжером 10 пластифицированный материал выдавливается из цилиндра 5 через сопло 4 непрерывной вязкотекучей струей 16 на состыкованные кромки частей 1 и 2 изделия, синхронно перемещаемые под соплом столом 3. Далее нанесенный присадочный материал сразу же прикатывается к
125