Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
температура текучести и образованию химических связей между появляющимися макрорадикалами. Теплота в зоне сварки выделяется в результате соударения соединяемых деталей при продольном смещении инструмента, а также в результате внутреннего трения в объеме микронеровностей соединяемых поверхностей и трения на границе их контакта при тангенциальных колебаниях от поперечных волн. При этом вначале между соединяемыми поверхностями образуется физический контакт, который приводит к активации полимерных молекул за счет разрыва химических связей, а затем при температурах высокоэластичного состояния осуществляется диффузия отдельных сегментов макромолекул, а в ряде случаев – и перемешивание вязкотекучих полимеров, переходящее в объемное химическое взаимодействие соединяемых материалов.
Наиболее часто для ультразвуковой сварки используются колебания частотой 20 – 25 кГц. При переходе же на частоту 36 – 40 кГц полностью исключается воздействие звука на слух человека. При этом для достижения того же теплового эффекта в зону сварки можно подавать механические колебания с меньшей амплитудой. В некоторых сварочных установках используется частота колебаний в 10 кГц, что позволяет увеличить площадь рабочей поверхности инструмент-волновода и соответственно его наконечника.
Ультразвуковой сваркой могут выполняться точечные, контурные и непрерывные сварные швы. При точечной сварке плоский наконечник 12 (рис.8.5а) инструмент-волновода 11 всей своей сплошной рабочей поверхностью контактирует с соединяемыми частями 8 и 9 изготовляемого изделия, обеспечивая тем самым получение адекватного сварного шва. При контурной сварке на рабочей поверхности инструмент-волновода 1 (рис.8.5б) закрепляется наконечник 2, который контактирует с размещенными на настроенном отражателе 5 соединяемыми деталями 3 и 4 по определенному замкнутому или незамкнутому контуру, соответствующему требуемой конфигурации выполняемого шва. Таким способом за один рабочий цикл можно выполнять, например, контурные швы в форме кольца диаметром до 120 мм или в форме прямоугольника размерами в плане до 200 х 240 мм. Непрерывные же сварные швы можно выполнять как точечной сваркой, при пошаговом перемещении под инструментом в каждом цикле соединяемых частей изделия, так и путем непрерывного продвижения вращающимся роликовым пассивным отражателем 1 (рис.8.5в) под контактирующей рабочей поверхностью инструмент-волновода 2 соединяемых частей изделия 3, сдавливаемых с небольшим усилием Р двумя скользящими по их поверхности прижимами 4. При такой непрерывной роликовой сварке прикладываемое статическое давление рст невелико и нельзя применять активный отражатель. Поэтому толщина свариваемых этим способом пленочных материалов, как правило, не превышает 100 мкм. Для непрерывной сварки можно применять также и инструмент-волновод, выполненный в виде вращающегося ролика с радиальным преобразователем или тороидальный магнитострикционный преобразователь.
Ультразвуковой сваркой можно соединять как термопласты, так и отвержденные пластмассы. По производительности, чистоте производства, локальности нагрева, прочности и качеству выполняемых соединений она
131
имеет преимущества перед всеми другими видами сварки. Наиболее же эффективно ее применение в крупносерийном и массовом производствах. Достоинства ультразвуковой сварки пластмасс проявляются в следующем:
обеспечивается локальное выделение тепла в зоне сварки без перегрева материала;
отсутствуют внутренние напряжения в зоне шва и явления дезориентации на границах материала и шва;
обеспечивается сварка пластмасс с узким интервалом кристаллизации;
обеспечиваются прочные швы между поверхностями, которые загрязнены жирами, порошкообразными веществами и другими инородными покрытиями;
обеспечивается прочный шов между декорированными поверхностями полимерных пленок без искажения цвета и формы рисунка;
обеспечивается выполнение сварных соединений в труднодоступных местах.
Ультразвуковой сваркой хорошо соединяются и такие материалы, как искусственные кожи, дублированные синтетические ткани, синтетические ткани с натуральными тканями, а также синтетические нити, кинопленки и магнитофонные ленты. Ультразвуковая сварка успешно применяется для соединения, например, составных частей пластмассовых корпусов микродвигателей, а также игрушек, туб, банок, коробок и других изделий. Ее можно успешно применять для изготовления мягкой тары из поликарбонатных, полипропиленовых, полиамидных и полиэтилентерефталатных пленок, при этом прочность на сдвиг получаемых сварных соединений составляет не менее 60% от прочности основного материала. Несколько хуже ультразвуком свариваются пленки из полиэтилена низкой и высокой плотности, так как прочность на сдвиг получаемых соединений составляет 25 – 30% от прочности основного материала. Широкое же применение ультразвуковой сварки ограничивается сложностью и высокой стоимостью технологического оборудования, поэтому целесообразность ее использования в конкретных технологических процессах должна быть обоснована экономически.
8.5. Сварка токами высокой частоты
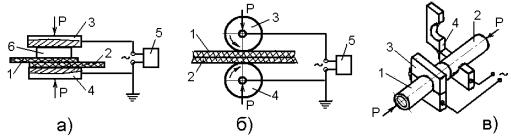
Сварка токами высокой частоты (ТВЧ) основана на преобразовании в соединяемых пластмассовых деталях высокочастотной электрической энергии в тепловую за счет поляризации их молекул, имеющих дипольное строение, и действия токов проводимости. Диполями же называют связанные пары равных по величине и противоположных по знаку зарядов, а поляризацией – смещение диполей под воздействием внешнего электрического поля. При такой сварке соединяемые пластмассовые детали 1 и 2 (рис.8.6а) размещают между сжимающими их металлическими электродами 3 и 4 (обкладками конденсатора), включенными в колебательный контур высокочастотного генератора 5. При этом электроды не только подводят энергию через сварочный инструмент 6 к зоне соединительного шва, но и обеспечивают прижатие соединяемых поверхностей деталей с заданным усилием Р, а также охлаждение сварного шва. В процессе сварки от генератора 5 на электроды 3 и 4 подается переменный ток высокой
132
частоты, который вызывает адекватную поляризацию диполей в молекулах свариваемых деталей: положительными зарядами они притягиваются к отрицательно заряженному электроду, а отрицательными – к положительно заряженному электроду. При смене знака зарядов на электродах с такой же частотой изменяется на противоположную и ориентация диполей, преодолевающих при этом сопротивление соседних звеньев той же молекулы и других молекул. Энергия же, затрачиваемая диполями в процессе переориентации на преодоление этих препятствий, превращается в тепло, обеспечивающее одновременный нагрев пластмассовых деталей по всему объему. По мере повышения температуры уменьшается вязкость свариваемых материалов и, соответственно, улучшаются условия переориентации диполей, а температурные перепады и потери энергии при этом будут минимальны.
Рис. 8.6. Схемы сварки токами высокой частоты
Общая мощность N или скорость преобразования высокочастотной электрической энергии в тепловую во всем объеме нагреваемого при сварке материала
определяется по формуле: |
|
N w h S |
(8.4) |
, Вт |
где h – общая толщина свариваемых частей изделия, м; S – фактическая площадь зоны нагрева, м2;
w – мощность тепловой энергии, выделяемой в единице объема материала за единицу времени в результате смещения заряженных частиц (поляризации диполей) и действия токов проводимости, Вт/м3 ; определяется она по формуле:
w = 0,556 ·10-8 ∙ ε ∙ tgδ ∙ f ∙ E2, вт/м3 |
(8.5) |
где ε – диэлектрическая проницаемость свариваемых материалов, Ф/м; tgδ – тангенс угла диэлектрических потерь свариваемых материалов; f – частота колебаний действующего переменного поля, Гц;
Е – напряженность электрического поля в свариваемых материалах, В/м. Различные пластмассы в высокочастотном электрическом поле
нагреваются не одинаково интенсивно. Их способность к нагреву характеризуется коэффициентом поглощения энергии k, который равен произведению диэлектрической проницаемости материала ε на тангенс угла диэлектрических потерь tgδ, то есть k = ε∙∙tgδ. Данный коэффициент характеризует диэлектрические свойства материала, в значительной степени определяет скорость его нагрева и сильно зависит как от температуры нагрева, так и частоты действующего переменного электрического поля. ТВЧ свариваются пластмассы, у которых k ≥ 0,01. Это, прежде всего, поливинилхлорид, поливинилиденхлорид, поливинилацетат, полиамиды, эфиры целлюлозы и полиметилметакрилаты.
133
Минимальной диэлектрической проницаемостью обладают полимеры, образованные из нейтральных молекул или имеющие ковалентную решетку. У этих материалов возможна только электронная поляризация и вследствие малого коэффициента поглощения энергии в высокочастотном электрическом поле они почти не нагреваются, а, следовательно, и не свариваются. К таковым, в частности, относятся такие широко применяемые полимеры, как полиэтилен, полистирол, полиэтилентерефталат, полипропилен и фторопласты. Поэтому их можно использовать, например, для порционного упаковывания пищевых полуфабрикатов, разогреваемых перед употреблением вместе с упаковкой в микроволновых печах.
В зависимости от выполняемого соединительного шва и конструктивного исполнения сваривающего инструмента (электродов) различают прессовую, роликовую (шовную) и стыковую сварку ТВЧ.
При прессовом способе сварки соединяемые пластмассовые детали 1 и 2 (рис.8.6а) размещают между сжимающими их с усилием Р металлическими электродами: высокопотенциальным 3 и заземленным 4 (обкладками конденсатора), включенными в колебательный контур высокочастотного генератора 5. При этом контакт высокопотенциального электрода 3 с сопрягающейся поверхностью детали 1 осуществляется через металлический сварочный инструмент 6, рабочая поверхность которого адекватна конфигурации выполняемого сварного шва. В процессе сварки от генератора 5 на электроды 3 и 4 подается переменный ток высокой частоты, которым материал соединяемых деталей через сварочный инструмент 6 нагревается до вязкотекучего состояния по контуру соединительного шва, а после отключения питания – под давлением сваривается при дальнейшем его охлаждении вместе с электродами и инструментом. При этом способе сварки на рабочей поверхности электрода 3 закрепляется сварочный инструмент 6, который контактирует с поверхностью детали 1 по определенному замкнутому или незамкнутому контуру, соответствующему требуемой конфигурации выполняемого шва. За один рабочий цикл прессовым способом можно выполнять контурные швы, имеющие в плане, например, форму кольца, прямоугольника, нескольких квадратов и другой разнообразной конфигурации. Линейные же протяженные швы выполняются за несколько рабочих циклов с соответствующим шаговым перемещением соединяемых частей изделия под сварочным инструментом 6, имеющим рабочую поверхность в виде узкой полосы. Если же рабочую поверхность инструмента 6 выполнить из материала, имеющего высокий коэффициент поглощения энергии, то в высокочастотном электрическом поле она будет нагреваться и за счет теплопроводности передавать тепло свариваемым деталям. За счет такого косвенного нагрева этим способом можно сваривать пленочные и тонколистовые части изделий, выполненные, например, из полиэтилена, полистирола и других полимеров, не нагревающихся ТВЧ вследствие малого коэффициента поглощения энергии.
Роликовой (шовной) сваркой выполняются, как правило, непрерывные протяженные швы. Для этого соединяемые части 1 и 2 (рис.8.6б) изготовляемого изделия зажимаются с усилием Р между двумя синхронно вращающимися роликами-электродами 3 и 4, из которых один присоединяется к высокопотенциальной клемме генератора 5, а второй – к его заземляемой
134
клемме. При подаче от генератора 5 на вращающиеся ролики-электроды 3 и 4 переменного тока высокой частоты, протягиваемые ими части 1 и 2 изготовляемого изделия нагреваются в зоне контакта до вязкотекучего состояния и свариваются непрерывным линейным швом, охлаждаемым под давлением следующей парой синхронно вращающихся роликов или другим соответствующим механизмом.
Стыковой сваркой ТВЧ обычно соединяют между собой длинные детали по примыкающим торцовым поверхностям. К таковым, в частности, относятся пластмассовые прутки с круглым, квадратным и шестигранным поперечным сечением, а также трубы, уголки, швеллеры, плинтусы и другие фасонные профили. Сварка же производится в специальном прессе, оснащенном генератором ТВЧ. Для этого соединяемые, например, винипластовые трубы 1 и 2 (рис.8.6в) вначале плотно охватываются возле стыкуемых торцов хомутовыми электродами 3 и 4, выполненными из медных или латунных шарнирно соединенных полуколец. Затем эти трубы вместе с электродами 3 и 4, соединенными с генератором, соосно устанавливаются в прессе, который прижимает их друг к другу соединяемыми торцами с усилием Р, обеспечивающим удельное давление в 20 – 50 МПа. Далее от включающегося генератора стыки труб разогреваются за время 2 – 10 с в поле ТВЧ, обеспечивающем поверхностную плотность теплового потока в 1 – 6 МВт/м2, и свариваются под давлением в процессе последующего совместного охлаждения.
Достоинства этого метода сварки связаны с особенностями диэлектрического нагрева пластмасс и заключаются в возможности избирательного подвода тепла в зону сварки, в равномерности нагрева материала сразу по всему объему, а также в высокой скорости нагрева при минимальных температурных перепадах и потерях энергии.
8.6. Химическая сварка
При химической сварке пластмассовые детали соединяют путем активации их контактирующих поверхностей временно присутствующим веществом, которое уменьшает межмолекулярное сцепление в материале и обеспечивает взаимную диффузию частей молекулярных цепей через границу раздела с образованием химических связей между активными звеньями их макромолекул. В результате этого пластмассовые детали свариваются по сопрягающимся поверхностностям, плотно контактирующим за счет приложения внешних сжимающих сил.
В частности, при нанесении на соединяемые поверхности соответствующего растворителя его молекулы диффундируют в межмолекулярные пустоты, непрерывно образующиеся в поверхностных слоях вследствие гибкости макромолекул материала. Заполнив все пустоты, эти молекулы начинают давить на макромолекулы полимера, уменьшая тем самым их межмолекулярное сцепление. В результате усиливается подвижность макромолекул и тем самым снижается температура текучести полимера. Эту стадию процесса сварки принято называть пластифицированием или набуханием соединяемых поверхностей. После нее протекает вторая стадия, которая характеризуется взаимной диффузией частей молекулярных цепей
135