Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
соединяемым поверхностям роликом 15, поджимаемым пружиной 14. При этом контактирующие поверхности оплавляются, соединяются с присадочным материалом и далее полученный сварной шов охлаждается. Максимальная длина сварного шва, выполняемого за один цикл, определяется объемом порции присадочного материала, пластифицируемого в материальном цилиндре 5. Качество же полученного сварного шва зависит от температуры нагрева присадочного материала и создаваемого роликом 15 прикатывающего удельного давления, значения которых должны быть оптимальными.
Непрерывной подачей расплавленного присадочного материала обычно сваривают между собой полимерные ленты при производстве многослойных комбинированных рулонных материалов. В качестве присадочного материала при этом используются идентичные или совместимые термопласты, у которых температурный интервал вязкотекучего состояния составляет более 50 оС, то есть такие термопласты, которые легко переходят в вязкотекучее состояние при сравнительно низких температурах и при экструзии могут нагреваться значительно выше температуры текучести без заметной деструкции.
8.3. Сварка газовыми теплоносителями
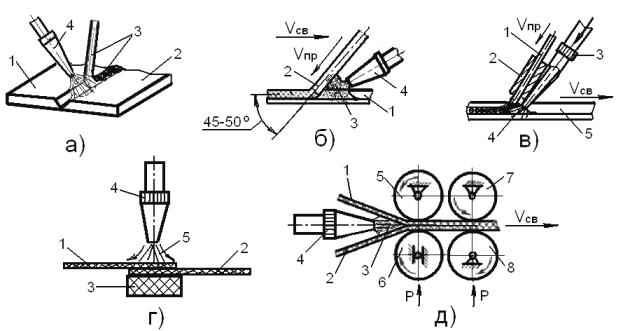
Сварка газовыми теплоносителями является относительно простым, дешевым и распространенным способом получения неразъемных соединений, в котором используется энергия внешних источников тепла. Сущность этого метода заключается в том, что сопрягающиеся поверхности свариваемых частей изделия нагреваются в зоне соединительного шва вместе с присадочным материалом или без него направленной струей горячего газа до температуры вязкотекучего состояния с одновременным обеспечением контакта между ними. Такой сваркой можно выполнять все типы сварных швов, включая нахлесточные, стыковые, угловые и тавровые. При этом свариваемые торцы деталей 1 и 2 (рис.8.4а) значительной толщины (более 2 мм), как правило, разделываются со скосом одной или двух сопрягающихся кромок, а сварка производится с применением присадочного материала 3. Изготовляют присадочный материал в форме прутков диаметром 2 – 6 мм из термопластичных полимеров, которые по своим свойствам идентичны или совместимы с материалом свариваемых деталей. Требуемый же диаметр прутка 3 выбирается в зависимости от толщины и способа разделки соединяемых кромок, причем перед сваркой горячим газом, подаваемым из сопла мундштука 4, эти кромки рекомендуется очищать и обезжиривать. В качестве газового теплоносителя используется азот, аргон, углекислый газ, а также воздух и другие газовые смеси, которые разогреваются электрическими или газопламенными нагревателями. Электрические нагреватели находят более широкое применение, так как они проще и безопаснее в работе. Эти нагреватели в каналах подачи газового теплоносителя содержат спиральные элементы сопротивления, которые, разогреваясь от электрического тока, отдают свое тепло потоку обтекающего газа, направляемого затем с требуемой скоростью через сопло мундштука в зону сварки. Необходимая же форма выходящему потоку горячего газа придается соответствующей конфигурацией сопла нагревателя. Требуемая температура газового теплоносителя в таких
126
нагревателях легко устанавливается за счет изменения величины электрического тока в нагревательных элементах сопротивления, а также регулировкой скорости выходящего газового потока.
В процессе ручной сварки, обезжиренные сопрягающиеся кромки соединяемых деталей 1 (рис.8.4б) нагреваются вместе с подаваемым присадочным материалом 2 горячей струей 3 газового теплоносителя, выходящего с определенной скоростью из сопла мундштука 4 газопламенного нагревателя, плавно перемещаемого вдоль шва рукою сварщика. При этом поверхности соединяемых кромок оплавляются и присадочный материал, разогреваемый до вязкотекучего состояния, соединяется с ними, заполняя одновременно своей массой всю выемку. Далее полученное монолитное сварное соединение охлаждается естественным путем или в потоке теплоотводящего холодного воздуха. В полуавтоматических сварочных агрегатах подача прутка 1 (рис.8.4в) из присадочного материала производится специальным подающим механизмом, который разматывает его с бунта и, непрерывно продвигая по гибкому шлангу, выводит через штуцер 2 в зону сварки. При этом штуцер 2 закрепляется на мундштуке 3 нагревателя, обеспечивающем подачу в зону сварки горячего газа 4. Непрерывное же продвижение такой сварочной головки вдоль соединяемых торцов пластмассовых деталей 5 может производиться как рукою сварщика, так и соответствующим механизмом.
Рис. 8.4. Конструктивные схемы сварки газовыми теплоносителями
Газовыми теплоносителями без применения присадочного материала обычно сваривают нахлесточными швами части изделий, которые выполнены из пленочных и тонколистовых термопластичных материалов. Когда сваривают этим способом по сопрягаемым поверхностям листы 1 и 2 (рис.8.4д) в многослойные комбинированные материалы, то газовый теплоноситель 3 подают из нагревателя через щелевое сопло мундштука 4 в зону схождения этих листов перед валками 5 и 6 подающе-обжимного механизма. При этом сопрягающиеся поверхности листов оплавляются горячим газом, а затем сдавливаются вращающимися валками 5 и 6 и свариваются между собой.
127
Следующей же парой сжимающих валков 7 и 8 подающе-обжимного механизма обеспечивается охлаждение выполненного сварного соединения. Таким образом соединяют в многослойные материалы листы из поливинилхлорида и других пластмасс, а также пленки из полиамида, полиэтилена низкой плотности, полиэтилентерефталата и других полимерных материалов. При непрерывной же сварке рулонных лент нахлесточными швами их боковые концы 1 и 2 (рис.8.4г) укладывают друг на друга на опорной подложке 3 и продвигают по ней с постоянной скоростью под соплом мундштука 4, подающим струю горячего газа 5. Этой струей соединяемые части прижимаются с небольшим усилием к подложке 3 в зоне шва, совместно нагреваются до вязкотекучего состояния и свариваются непрерывным нахлесточным швом, который затем охлаждается окружающим воздухом.
8.4.Ультразвуковая сварка
Вустройствах ультразвуковой сварки нагрев контактирующих поверхностей пластмассовых деталей до вязкотекучего состояния осуществляется за счет преобразования в зоне соединительного шва энергии механических колебаний ультразвуковой частоты (16-50 кГц) в тепловую энергию.
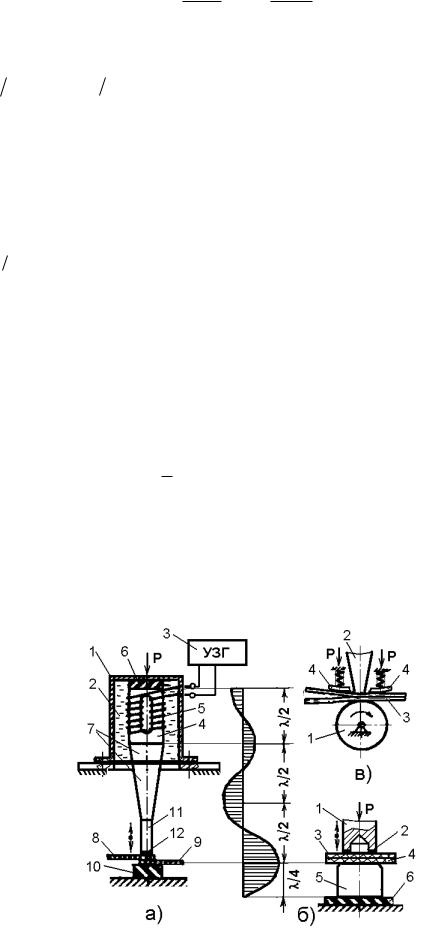
Ультразвуковое сварочное устройство содержит магнитострикционный преобразователь, который располагается под кожухом 1 (рис.8.5а), охлаждаемым проточной водою 2, и питается переменным током ультразвуковой частоты от генератора 3. Сердечник 4 магнитострикционного преобразователя обычно состоит из двух стержней, которые выполняются из ферроили ферримагнетиков, при этом их концы соединяются между собой поперечными накладками, образующими замкнутый магнитопровод. Обмотка 5 наносится на эти стержни таким образом, чтобы в них индуцировались противоположно направленное переменное магнитное поле, вызывающее главным образом линейную магнитострикцию – продольную деформацию стержней при изменении их магнитного состояния. Ток ультразвуковой частоты генератора 3, проходя через обмотку 5 преобразователя, приводит к изменению
стакой же частотой размеров стержней сердечника 4, в результате чего электрические колебания преобразуются в механические с амплитудой смещения 3—5 мкм. Излучаются же эти колебания со стороны поперечных накладок сердечника. При одностороннем излучении неработающая накладка сердечника 4 соединяется с кожухом 1 через экранирующую подушку 6, выполняемую обычно из пористой резины. Амплитуду же колебаний рабочей накладки увеличивают путем жесткого присоединения к ней широким концом стержневого концентратора 7, представляющего собой твердый стержень переменного сечения. При этом максимальный линейный размер D присоединяемого конца концентратора должен быть меньше λ/2 (где λ – длина
волны в материале концентратора). Принцип действия стержневого концентратора основан на увеличении амплитуды колебательного смещения частиц жесткого стержня вследствие уменьшения его поперечного сечения и соответственно массы, так как из закона сохранения количества движения следует:
128
|
|
2 |
|
|
m |
|
d U |
1 |
|
|
|
|||
|
|
|
|
|
1 |
|
dt |
2 |
|
|
|
|
|
|
|
|
2 |
|
|
m |
|
d U |
2 |
|
|
|
|||
|
|
|
|
|
2 |
|
dt |
2 |
|
|
|
|
|
|
,
(8.1)
где m1 и m2 |
– масса широкой верхней и узкой нижней частей стержневого |
концентратора соответственно; |
|
d 2U1 dt 2 |
и d 2U2 dt 2 – ускорения, с которыми движутся массы m1 и m2 |
соответственно.
Смещение же U вдоль оси x произвольной точки в идеальной среде в любой момент времени t описывается следующим выражением:
U A sin t kx ,
где А – амплитуда колебаний; ω – круговая частота;
k 2 – волновое число;
(8.2)
λ – длина волны.
Так как m1 > m2 и концентратор колеблется с одинаковой частотой ω = ω1 = ω2, то с учетом выражения (8.2) приходим к заключению, что А2 > А1 ,
где А1 и А2 – амплитуды колебаний масс m1 и m2 концентратора соответственно.
Распространяющиеся в концентраторе упругие волны переносят энергию, которая в процессе колебаний периодически переходит из потенциальной в кинетическую и наоборот. Полная же средняя энергия в бегущей волне определяется зависимостью:
Е
0,5 |
2 |
|
|
А2
,
(8.3)
где ρ – плотность среды.
Таким образом, из приведенных формул (8.1 – 8.3) следует, что амплитуда колебаний нижней узкой части стержневого концентратора будет существенно большей, чем у широкой верхней части, а энергия, подводимая в зону сварки через его узкую часть, будет значительно превышать энергию излучателя.
Рис. 8.5. Конструктивные схемы ультразвуковых сварочных устройств
129
К соединяемым пластмассовым частям 8 и 9, уложенным внахлестку на опорной поверхности пассивного отражателя 10, ультразвуковые колебания поступают либо через присоединяемый к стержневому концентратору инструмент-волновод 11, содержащий на рабочем торце наконечник 12, либо непосредственно от нижнего торца стержневого концентратора 7, оснащенного наконечником 12. В зависимости от формы и расположения сварного шва сменные инструмент-волноводы изготовляются прямыми или изогнутыми, а также с адекватной выполняемому шву конфигурацией рабочей торцевой поверхности. Сварочный же наконечник, испытывающий переменные механические и тепловые нагрузки, должен обладать высокой усталостной стойкостью, а также антиадгезионными свойствами к контактирующим материалам. Этим требованиям удовлетворяют наконечники, которые выполняются из материалов с малой теплопроводностью и высокой механической прочностью. Поскольку магнитострикционный преобразователь, концентратор и инструмент-волновод работают в резонансе, то крепление всего этого акустического устройства к корпусу установки должно осуществляется в месте, где амплитуда его колебаний равна нулю (в узле колебаний). При этом длина магнитострикционного преобразователя обычно принимается равной полуволне, а длина стержневого концентратора с инструмент-волноводом – кратной целому числу полуволн.
В процессе ультразвуковой сварки соединяемые части 8 и 9 изготовляемого изделия зажимают с усилием Р между торцом инструментволновода 11 с наконечником 12 и опорной поверхностью пассивного
отражателя 10, |
который выполняется из материала, хорошо |
гасящего |
ультразвуковые |
колебания – резины, древесины и других. Затем генератором 3 |
|
подается переменный ток ультразвуковой частоты на обмотку 5 магнитострикционного преобразователя и в нем возбуждаются продольные высокочастотные механические колебания, которые через стержневой концентратор 7, инструмент-волновод 11 и наконечник 12 вводятся в материал соединяемых частей 8 и 9 изготовляемого изделия. Здесь энергия механических колебаний преобразуется в тепловую энергию, что приводит к нагреву зоны контакта до температуры вязкотекучего состояния и свариванию деталей по сопрягающимся поверхностям за время от 0,1 до 10 с в зависимости от их толщины. Механические колебания и усилие Р действуют при этом по одной оси, перпендикулярной к свариваемым поверхностям.
Уменьшить потери ультразвуковой энергии, переходящей в станину сварочной установки из инструмент-волновода 1 (рис.8.5б) через наконечник 2, а также соединяемые детали 3 и 4, позволяет настроенный отражатель 5, который выполняется из стального стержня, закрепленного на резиновой подложке 6. При этом высота настроенного отражателя составляет приблизительно четверть длины волны воздействующих ультразвуковых колебаний и уточняется экспериментально.
Цикл ультразвуковой сварки пластмасс включает в себя механическое сжатие и колебание соединяемых поверхностей, их нагрев в условиях вязкоупругости, передачу теплоты, течение и смачивание, межмолекулярную диффузию. При этом не исключена возможность механической деструкции полимера, способствующей его течению при температурах более низких, чем
130