Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
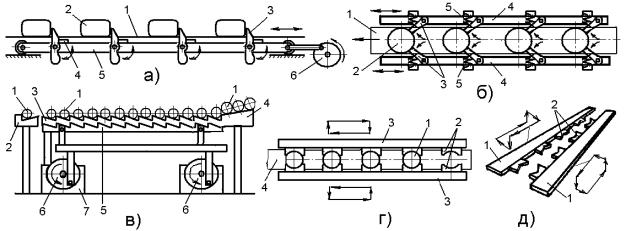
Рис.5.5. Конструктивные исполнения транспортеров возвратнопоступательного действия
Вгрейферных транспортерах рабочими органами являются совершающие возвратно-поступательные движения грейферные линейки, которыми изделия перемещаются в шаговом режиме с одной позиции на другую с их захватом (клещами или зажимными колодками) или без захвата (например, полуоткрытыми трафаретами). В зависимости от решаемой задачи грейферные линейки у таких транспортеров могут совершать одно-, двух- и трехкоординатные цикловые движения.
Воднокоординатных транспортерах грейферные линейки совершают только продольное цикловое возвратно-поступательное движение с продвижением изделий, например, клавишными захватами, аналогичными приведенным на рис. 5.5б.
Вдвухкоординатных транспортерах грейферные линейки совершают вертикальное или встречное горизонтальное движения для захвата изделий, далее продольное движение, для шагового перемещения изделий с позиции на позицию, и, завершая цикл, возвращаются в исходное положение. В частности, шаговое перемещение, например, сортового проката 1 (рис.5.5в) различных сечений и других изделий с их подачей на приемную позицию 2 обеспечивается двухкоординатным грейферным транспортером, содержащим несколько параллельных опорных зубчатых реек 3, сопрягающихся с магазином 4, между которыми аналогичные зубчатые грейферные линейки 5 совершают цикловые качательно-поступательные движения от кривошипных механизмов 6, установленных на приводах 7. В процессе вращения кривошипных механизмов 6 грейферные линейки 5 при вертикальном подъеме забирают с опорные реек 3 изделия 1 и последующим продольным ходом переносят на шаг вперед, а затем опускаются и возвращаются в исходное положение. При этом первое изделие укладывается на приемную позицию 2, а в освободившуюся выемку последних зубьев реек 3 из магазина 4 соскальзывает очередное изделие. После укладки по наклонным поверхностям неподвижных реек 3 изделия 1 соскальзывают к вертикальным опорным частям зубьев и точно позиционируются по ним для выполнения следующего цикла.
Для взятия же изделий 1 (рис.5.5г) механическими захватами 2, грейферные линейки 3 в двухкоординатных транспортерах совершают вначале встречное горизонтальное движение, а затем продольным движением вперед
76

продвигают их на шаг по плоской опорной поверхности 4. После этого грейферные линейки 3 расходятся и обратным продольным движением возвращаются в исходное положение.
В трехкоординатных транспортерах встречным движением грейферных линеек 1 (рис.5.5д) осуществляется взятие захватами 2 транспортируемых изделий, вертикальным движением – их извлечение из гнезд (трафаретов) и обратная укладка, а продольным – шаговое перемещение изделий с позиции на позицию. Трехкоординатные грейферы наиболее универсальны, поэтому их можно применять для шагового перемещения изделий практически любой формы. Поскольку транспортирующие механизмы этих транспортеров более массивные и работают от одного общего или нескольких автономных приводов, то их скорости перемещений обычно несколько ниже, чем у грейферов других типов.
Требуемое число позиций n в транспортерах возвратно-поступательного действия определяется по формуле:
n L l |
х |
|
(5.8)
где L – расстояние между осями исходной и приемной позиции, связываемых технологических объектов (машин), м;
lх – величина продольного хода штанги или грейферных линеек транспортера, м; принимается в зависимости от наибольшего размера транспортируемого изделия lи в направлении подачи из условия: lх 1,1 1,35 lи .
5.6. Транспортеры пневматические
Пневматические транспортеры эффективны и экономически оправданы для перемещения штучных изделий и сыпучей продукции, характеризующейся сравнительно небольшой плотностью материала, развитыми опорными поверхностями или значительной поверхностью обтекания. Подразделяются эти транспортеры на открытые и закрытые струйные, а также закрытые инжекторные.
В частности, струйные пневмотранспортеры открытого типа успешно применяются для перемещения на воздушной подушке изделий с низкими прочностными характеристиками (в том числе с легко повреждаемым поверхностным слоем) или с высокими фрикционными свойствами. Такой транспортер представляет собой камеру 1 (рис.5.6а) требуемой длины, в верхней стенке 2 которой, выполненной с ограничительными буртиками 3, расположены наклонные сопла 4. Сжатый воздух, вытекая из камеры через эти сопла, образует над верхней стенкой воздушную прослойку, обеспечивающую перемещение находящихся на ней изделий 5 за счет сил вязкого трения и давления, исключая истирание поверхностей, как самих изделий, так и транспортера.
Защитить от повреждений у перемещаемых изделий 5 не только нижнюю, но и верхнюю плоскость позволяет струйный пневмотранспортер закрытого типа, который отличается от предыдущего (рис.5.6а) тем, что его транспортирующий канал закрыт по всей длине верхней крышкой 6 (рис.5.6б), которая выполняется обычно из прозрачного материала. При этом шаг S между соплами транспортера и другие конструктивные параметры принимаются из
77
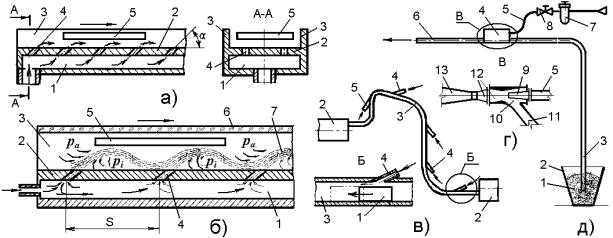
условия обеспечения поджима выходящих наклонных воздушных струй к транспортирующей поверхности канала за счет так называемого эффекта Коанда. Суть этого эффекта заключается в том, что к транспортирующей поверхности стенки 2 поджим выходящей из наклонного сопла 4 воздушной струи 7 происходит за счет ее эжектирующего действия, в результате которого появляется разность давлений р между областями над (ра) и под (рi) струей. Это происходит потому, что вытекающая с большой скоростью струя 7 увлекает за собой прилегающие частицы воздуха из расположенной под ней замкнутой области 8 и там образуется зона пониженного давления (рi < ра), изгибающая и притягивающая эту струю к поверхности стенки 2. В результате обеспечивается перемещение изделий 5 в воздушном потоке без соприкосновения как с поверхностью стенки 2, так и с крышкой 6 канала пневмотранспортера.
Если же изделия достаточно жесткие, то в модифицированном струйном пневмотранспортере закрытого типа (в виде трубы) можно осуществлять их перемещения при разнообразных пространственных изгибах трассы, включающей как крутонаклоненные, так и вертикальные участки. В частности, такой транспортер, перемещающий изделия 1 (рис.5.6в) между двумя станками 2, в зависимости от конфигурации трассы 3 содержит установленные определенным образом сопла 4 и 5, через которые в его канал подается сжатый воздух. При этом изделия будут ускоряться в канале транспортера струями сжатого воздуха, подаваемого через сопла 4 в направлении движения, а на выходе из канала притормаживаться встречно направленной струей, выходящей из сопла 5. Процесс же перемещения изделий 2 обеспечивается тремя последовательно сменяемыми этапами движения. На первом этапе перед соплом 4 они движутся по каналу 3 под воздействием перепада давлений, возникающего от эжектирующего (всасывающего) действия выходящей из сопла струи. На втором этапе изделия ускоряются под соплом от импульсного воздействия на них направленной воздушной струи, а затем на третьем этапе продвигаются в канале по инерции до следующего сопла.
Рис.5.6. Конструктивные исполнения транспортеров пневматических
Перемещение газообразной, жидкой, сыпучей и мелкоштучной продукции обеспечивается также транспортерами закрытого типа, содержащими пневмоструйные (инжекторные) насосы – устройства в которых осуществляется передача кинетической энергии от одной воздушной среды,
78
движущейся с большей скоростью к другой в процессе их смешивания. Например, такой пневмотранспортер, обеспечивающий загрузку гранулированного материала 1 (рис.5.6д) из технологической тары 2 в питающие бункеры технологического оборудования, состоит из всасывающего шланга 3, соединенного с пневмоструйным насосом 4, а также из присоединенных к нему питающей магистрали 5 и напорного трубопровода 6. При этом пневмомагистраль 5 через фильтр 7 и электропневмоклапан управления 8 соединяется с соплом 9 насоса (рис.6.8г), располагающимся в приемной камере 10, которая в свою очередь соединяется с всасывающим шлангом 3 через патрубок 11, а также с напорным трубопроводом 6 через соосную смесительную камеру 12 и диффузор 13. Сужающееся сопло 9 в таких насосах выполняется обычно с углом конусности в 10 – 12о (сопло Лаваля) и обеспечивает увеличение скорости поступающего из магистрали 5 воздушного потока с уменьшением давления и увеличением объема, то есть в нем потенциальная энергия воздушного (газового) потока преобразуется в кинетическую энергию. Диффузор же 13 насоса представляет собой расширяющуюся часть воздушного канала, при движении по которой увеличивается давление и уменьшается скорость воздушного (газового) потока, то есть в нем осуществляется обратный процесс – кинетическая энергия воздушного потока преобразуется в потенциальную энергию.
При работе данного пневмотранспортера в приемную камеру 10 насоса 4 из питающей магистрали 5 непрерывным потоком подается сжатый воздух, скорость которого в сужающемся сопле 9 резко возрастает со снижением давления. Этот ускоренный поток, проходя через приемную камеру 10, увлекает за собой находящийся в ней воздух, в результате чего в камере и присоединенном к ней шланге 3 создается давление ниже атмосферного. Под действием разности давлений через шланг 3 в приемную камеру 10 из технологической тары 2 засасывается гранулированный материал 1 вместе с атмосферным воздухом. Далее в смесительной камере 12 потоки, поступающие из сопла 9 и шланга 3, перемешиваются между собой и, в результате обмена количеством движения между их частицами, выравнивается скорость и давление в совмещенном потоке. Затем из смесительной камеры 12 совмещенный поток направляется в диффузор 13, где снижается его скорость и увеличивается давление, обеспечивающее нагнетание движущейся среды в присоединенный напорный трубопровод 6, по которому гранулированный материал и доставляется в движущемся воздушном потоке к месту назначения.
Таким образом, действие пневмоструйного насоса складывается из следующих трех основных последовательных процессов:
преобразования в сопле 9 потенциальной энергии рабочей воздушной среды в кинетическую, благодаря чему в приемной камере 10 и шланге 3 создается разрежение, обеспечивающее всасывание подаваемой среды;
обмена количеством движения в смесительной камере 12 между частицами воздушной рабочей и подаваемой среды, в результате чего происходит выравнивание скоростей и давлений в совмещенном потоке;
преобразования в диффузоре 13 кинетической энергии совмещенного потока в потенциальную, в результате чего обеспечивается его нагнетание в напорный трубопровод 6 транспортера.
79
Эффективная работа пневмоструйного насоса достигается оптимизацией конструктивного исполнения его сопла, диффузора, приемной и смесительной камеры, а также адекватной регулировкой зазоров между ними. Если эти насосы предназначены для нагнетания прокачиваемой среды, то их называют инжекторными. Если же они предназначены для откачивания воздуха (газа), например, при создании вакуума в присосках пневматических захватов, то такие насосы называют эжекторными. Пневмоструйные насосы просты по устройству, надежны и долговечны в эксплуатации, однако их КПД не превышает 30 %. К недостаткам такого способа получения вакуума и транспортирования продукции можно отнести значительный расход питающего сжатого воздуха и шумность от его прохождения по каналам насоса и пневмомагистрали.
5.7.Комбинированные транспортирующие системы
Вкомбинированных транспортирующих системах рассмотренные
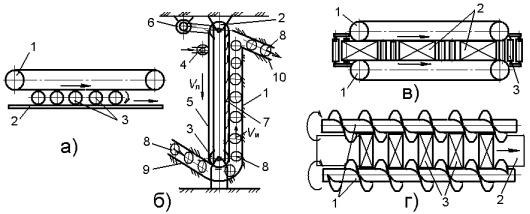
ранее конвейеры применяются в различных сочетаниях или совместно с другими устройствами, расширяющими их функциональные возможности. Примером таких наиболее распространенных транспортирующих систем могут служить парные ленточные фрикционные конвейеры и парные винтовые (шнековые) транспортеры, а также ленточные и винтовые конвейеры, работающие в паре с линейкой (плоскостью) и другие. В частности ленточный конвейер 1 (рис.5.7а), работающий в паре с опорной линейкой 2 или плоскостью применяется для транспортирования изделий 3 в форме тел вращения. При этом движущейся транспортерной лентой конвейера 1 изделия 3 прижимаются к опорной поверхности линейки 2 и катятся по ней в направлении подачи.
Рис.5.7. Конструктивные схемы комбинированных транспортирующих систем
Такие комбинированные конвейеры широко применяются, в частности, для вертикального подъема консервных банок или их корпусов в гравитационных транспортирующих системах автоматизированного жестебаночного производства. Они состоят из вертикальной направляющей плоскости 1 (рис.5.7б) и вертикально расположенного ленточного конвейера между ведущим 2 и ведомым 3 шкивами которого натянута с помощью поджимающего ролика 4 бесконечная прорезиненная лента 5, приводимая в движение от электродвигателя 6. При этом рабочая ветвь ленты 5 опирается на плоские пружины 7, обеспечивающие ее постоянный контакт с
80