Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
устройством, состоящим из закрепленной на торце транспортера упорной направляющей 3 с контактным датчиком 4, а также из установленных перед нею толкателя 5 на кронштейне 6 с одной стороны транспортера, а с другой стороны – стапелирующего устройства 7, содержащего вертикально перемещающийся приемный стол 8 и закрепленную на стойке 9 позиционирующую направляющую 10 с датчиком 11 верхнего уровня формируемой стопы 12. В процессе работы изготавливаемые изделия 1 поочередно выносятся транспортером 2 из технологического автомата до упора в направляющую 3. Срабатывающим при этом контактным датчиком 4 включается толкатель 5, который перемещает расположенное перед ним изделие 1 с транспортера 2 на приемный стол 8 до его контакта со стенкой направляющей 10 и датчиком 11, по команде которого включающимся приводом стол 8 перемещается вниз на толщину поданного изделия. Толкатель 5 в это время возвращается в исходное положение, и далее циклы повторяются до формирования на столе стопы заданной высоты.
Рассмотренные и многие другие разнообразные стапелирующие и кассетирующие устройства успешно эксплуатируются в производстве, а также для этих целей продолжают создавать и более совершенные новые машины.
5. ТРАНСПОРТИРУЮЩИЕ УСТРОЙСТВА И МЕХАНИЗМЫ
Транспортирующие устройства и механизмы обеспечивают:
подачу объектов обработки, готовой продукции, упаковочных изделий, средств пакетирования и расходных материалов в технологические машины;
их перемещение между исполнительными устройствами и механизмами внутри машин;
вывод из машины обработанных объектов (полуфабрикатов, упаковочных единиц, транспортных пакетов и т. д.) и технологических отходов;
перемещение изготавливаемой продукции к технологическому оборудованию последующих операций технологического цикла в поточных линиях и комплексах;
выполнение дополнительных манипуляций, например, таких как кантование и поворот объектов обработки, разделение одного потока изделий на несколько, объединение нескольких потоков в один, изменение направления движения изделий, их группирование в ряды, слои, штабели и другие.
Подразделяются все транспортирующие устройства и механизмы на два основных вида: работающие в определенном заданном ритме (цикловые устройства) и на работающие вне цикла (внецикловые устройства).
По принципу действия и особенностям конструктивного исполнения транспортирующие устройства и механизмы подразделяются на:
гравитационные транспортеры (с поверхностями скольжения и качения (роликовыми и шариковыми); вибрационные и струйные);
конвейеры замкнутые (ленточные, ременные, цепные, пластинчатые, канатные);
конвейеры не замкнутые (рольганговые, шнековые, винтовые, вибрационные, валковые);
66

транспортеры круговые (карусельные, роторные, вибрационные; дисковые фрикционные, центробежные или с гнездами);
транспортеры возвратно-поступательного действия (штанговые и грейферные);
транспортеры пневматические (эжекционные, струйные открытые и закрытые);
транспортеры магнитные (с постоянным или бегущим магнитным полем);
комбинированные транспортирующие системы (парные ленточные, винтовые в паре с линейкой, ленточный в паре с плоскостью и другие);
дополнительные транспортирующие устройства (передающие, кантующие
иповорачивающие объекты обработки, разделяющие один поток изделий на несколько, объединяющие несколько потоков в один, изменяющие направления движения изделий, группирующие изделия в ряды, слои, штабели и другие).
5.1. Гравитационные транспортеры
Гравитационные транспортеры являются наиболее простыми и дешевыми устройствами, в которых сыпучая продукция, а также разнообразные штучные плоские и объемные изделия перемещаются под действием собственного веса по наклоненным к низу поверхностям. При этом объемные изделия в форме тел вращения обычно катятся по их опорным поверхностям или перекатываются с проскальзыванием, а сыпучая продукция и плоские изделия перемещаются только за счет скольжения. Угол наклона транспортирующих поверхностей в таких устройствах определяется, прежде всего, коэффициентом трения между их опорной поверхностью и перемещаемым грузом. Надежное движение груза по опорным поверхностям транспортеров скольжения (рис.5.1а) обычно устанавливается при достаточно больших углах их наклона к горизонту (не менее 30о). При меньших углах наклона грузы перемещаются в вибрационных гравитационных транспортерах (рис.5.1б), в транспортерах с шариковыми или роликовыми опорными поверхностями качения (рис.5.1в), а также в транспортерах с опорной поверхностью в виде воздушной подушки
(рис.5.1г).
Рис.5.1. Конструктивные исполнения гравитационных транспортеров
Движение грузов из состояния покоя по наклонной опорной поверхности гравитационного транспортера возможно при выполнении следующего неравенства:
tg f |
(5.1) |
где α – угол наклона к горизонту опорной поверхности гравитационного транспортера, град.;
f – коэффициент трения между перемещаемым изделием и опорной поверхностью транспортера.
67
Отсюда следует, что опорная наклонена к горизонту под углом
поверхность транспортера должна быть arctgf .
Максимальная же допустимая длина SТ (м) опорной поверхности транспортера (рис.5.1а) вычисляется по формуле:
|
|
|
H |
|
1 f |
2 |
|
S |
|
|
H |
|
|||
Т |
sin |
f |
2 |
|
|||
|
|
|
|
||||
|
|
|
|
|
|
||
наклонной
(5.2)
где H – высота перепада уровней между началом и концом опорной наклонной поверхности транспортера, м.
При принятом угле наклона α и высоте перепада уровней H скорость Vk (м/с) перемещаемого изделия при сходе с опорной наклонной поверхности транспортера вычисляется по формуле:
V |
|
|
2 g H 1 f ctg V |
|
|
|
2 |
|
k |
|
0 |
(5.3)
где g – ускорение свободного падения, м/с2;
V0 – начальная скорость перемещаемого изделия, м/с.
Время t (с), необходимое для прохождения изделием по всей длине опорной наклонной поверхности транспортера вычисляется по формуле:
t |
2 H |
C |
2 |
C |
|
|
|
g 1 |
f ctg |
|
|
|
|
|
|
0 |
|
0 |
||
|
|
|
|
|
||
где С0 – число, значение которого определяется по формуле:
С |
|
|
V |
|
|
|
0 |
|
. |
||
|
0 |
|
g sin |
f cos |
|
|
|
|
|
(5.4)
Вибрационные гравитационные транспортеры (рис.5.1б) при меньших углах наклона обеспечивают более высокую скорость движения изделий 1 за счет их подбрасывания лотком 2, установленным на упругой подвеске 3 и вибрирующим от привода 4, который, например, в простейшем виде может представлять собою вращающийся на валу электродвигателя эксцентрический диск 5. В гравитационных транспортерах качения (рис.5.1в) изделия 1 перемещаются по опорным поверхностям 2, образованным из свободно вращающихся роликов или шариков. Следовательно, сопротивление продвижению изделий в них обуславливается коэффициентом трения качения, который обычно в несколько раз меньше коэффициента трения скольжения. Это позволяет устанавливать такие транспортеры под углом наклона к горизонту в пределах 5 – 15о. Под такими же углами наклона устанавливаются и гравитационные транспортеры с воздушной подушкой (рис.5.1г). Они состоят из пневмокамеры 1 у которой наружная опорная поверхность перфорирована мелкими отверстиями 2. В процессе работы через эти отверстия из пневмокамеры непрерывно выходит подаваемый сжатый воздух, создающий под перемещаемыми изделиями 3 воздушную подушку, на которой они и перемещаются по наклонной поверхности транспортера.
Недостатки гравитационных транспортеров заключаются в том, что изделия по их наклонным поверхностям перемещаются только сверху вниз с
68
возможностью достаточно сильных соударений между собою, а также в ограниченных возможностях регулирования скорости их движения. Регулирование скорости обычно производится изменением угла наклона опорных поверхностей на соответствующих участках, применением материалов с разными коэффициентами трения или с помощью установки специальных тормозных механизмов.
5.2. Конвейеры замкнутые
Конвейеры (от англ. convey – перевозить)– это машины непрерывного действия, предназначенные для перемещения сыпучих, кусковых или штучных грузов. Основным классификационным признаком конвейеров является тип транспортирующего механизма. В конвейерах замкнутых он состоит из бесконечного (замкнутого в кольцо) гибкого тягового органа (ленточного, ременного, цепного, пластинчатого или канатного), непосредственно несущего груз или оснащенного для этого грузонесущими конструктивными элементами в виде поперечных планок, скребков, гнезд, захватов, кареток или тележек. На своем основании такие конвейеры содержат два концевых вала (приводной и натяжной) с закрепленными барабанами или звездочками, которые охватывает бесконечный гибкий тяговый орган, причем в промежутке между валами он может поддерживаться от провисания по рабочей ветви неприводными вращающимися роликами, профильными направляющими или плоской поверхностью основания.
Наиболее распространенным видом таких фрикционных транспортирующих средств являются ленточные конвейеры (рис.5.2а-б), широко применяемые для перемещения, как сыпучей продукции, так и штучных грузов. В приведенном для примера исполнении ленточный конвейер состоит из несущей рамы 1 (рис.5.2а-б), закрепленной на основании 2 через шарнирную стойку 3 и рычаги 4 с регулируемыми винтовыми опорами 5. На несущей раме 1 конвейера с одной стороны установлен концевой приводной барабан 6, соединяющийся через червячный редуктор 7 и муфту с электродвигателем 8, а со второй стороны – выдвигающаяся рама, обеспечивающая увеличение длины конвейера до 500 мм и несущая на себе концевой натяжной барабан 9, а также обводные барабаны 10 и 11. Все эти барабаны охватывает бесконечная конвейерная лента 12, верхняя грузонесущая ветвь которой перемещается по металлическим полосам рамы 1 между съемными бортами 13, а нижняя – поддерживается роликами 14. Основание 2 выполнено с грузозахватными скобами 15 и катками 16 рояльного типа, соответственно обеспечивающими установку конвейера грузоподъемными машинами, а также его перекатывание по полу в зону эксплуатации. Требуемый угол наклона и высота расположения несущей рамы 1 конвейера устанавливаются в пределах от 500 до 1100 мм путем соответствующего изменения угла наклона опорных рычагов 4 при продольном перемещении их опор 5 регулировочными винтами 17.
Ременные фрикционные конвейеры применяют для перемещения достаточно крупных штучных грузов. У них транспортирующее полотно образуется несколькими параллельными клиновыми ремнями 1 (рис.5.2в), располагающимися в соответствующих канавках концевых шкивов 2
69
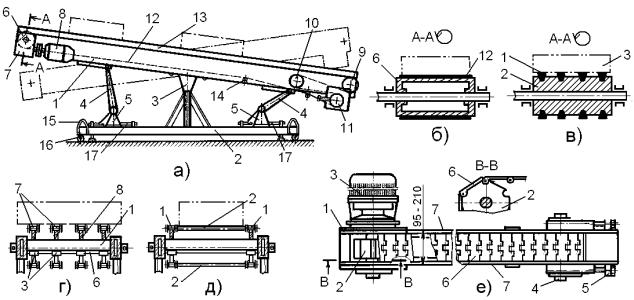
(приводного и натяжного). Поскольку коэффициент трения у клиновых ремней значительно выше чем у резинотканевых лент, то при одинаковом натяжении они обеспечивают передачу на транспортирующее полотно и более высоких тяговых усилий, а также позволяют поднимать перемещаемые грузы 3 при несколько больших углах β наклона конвейера к горизонту.
Рис.5.2. Конструктивные исполнения ленточных, ременных, цепных и пластинчатых конвейеров
В цепных конвейерах в качестве бесконечного гибкого тягового органа используются цепи, которые охватывают располагающиеся на концевых валах приводные и натяжные звездочки. Такие конвейеры могут содержать одну тяговую цепь или несколько параллельных цепей (рис.5.2г), непосредственно несущих груз или оснащенных для этого грузонесущими конструктивными элементами в виде поперечных планок (рис.5.2д), пластин, скребков, гнезд, захватов, кареток или тележек. Наиболее широко в качестве тяговых органов используются пластинчатые цепи, которые подразделяются на втулочные и роликовые однорядные и двухрядные. Характеризуются тяговые цепи такими основными параметрами, как разрушающая нагрузка, шаг и погонная масса цепи.
У пластинчатых конвейеров грузонесущее полотно выполняется из плоских пластин, прикрепляемых к бесконечным параллельным тяговым цепям или только из пластин, шарнирно соединяемых между собой осями и образующих бесконечную цепь с плоской грузонесущей поверхностью. Такой конвейер, в частности, состоит из несущей рамы 1 (рис.5.2е) на которой с одной стороны установлен приводной вал со звездочкой 2, соединяющийся через муфту и встроенный редуктор с электродвигателем 3, а со второй стороны – натяжной вал 4 несущий такую же звездочку и взаимосвязанный с натяжным механизмом 5. Звездочки этих валов охватываются натянутой бесконечной пластинчатой лентой 6, верхняя грузонесущая ветвь которой движется по металлическим опорным поверхностям рамы между съемными боковыми бортами 7. Применяются пластинчатые конвейеры для транспортирования острокромочных и горячих грузов, а также разнообразных насыпных
70