Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch1(z-lib.org)
Однако при этом не обеспечивается высокая точность позиционирования подаваемых изделий, так как погрешности размера a, находящихся в дорожке изделий, суммируются. При ступенчатой подаче нижнее изделие 1 (рис.4.10в) забирается каскадным шибером 2 из стопы в кассете 3, и при каждом его очередном рабочем ходе продвигается вперед на шаг Sш, переходя при этом на более низкую ступень каскада и позиционируясь по ее торцевой поверхности. На приемную же позицию изделие продвигается торцом последней ступени шибера. В результате малым ходом каскадного шибера обеспечивается подача изделий на значительно удаленную от кассеты 3 приемную позицию с высокой точностью их позиционирования. При подаче изделий дорожкой и каскадом необходимый ход Sш шибера вычисляется по формуле:
S |
ш |
|
a 2
, мм
(4.3)
где δ – зазор между стопою и торцом шибера, а также стопою и очередным подаваемым изделием; принимается 3 – 5 мм.
Расстояние между приемной позицией и исходным положением шибера при подаче изделий дорожкой (рис.4.10б) определяется по формуле:
L S |
ш |
|
a n
, мм
(4.4)
где n – количество изделий, образующих дорожку.
При каскадной подаче изделий (рис.4.10в) расстояние L определяется по формуле:
L S |
ш |
n a |
, мм |
|
|
где n – число ступеней в каскадном шибере питателя. Расчетное усилие, необходимое для продвижения
выполнении рабочего хода, вычисляется по формуле:
F |
F F |
2 G |
|
f k G |
|
|
а |
, Н |
|
N |
ш |
|
|||||||
ш |
1 |
2 |
|
|
|
g |
|||
|
|
|
|
|
|
|
|
|
|
(4.5)
шибера при
(4.6)
где F1 – сопротивление, преодолеваемое шибером при выталкивании нижнего изделия из стопы в кассете, Н;
F2 – сопротивление, обусловленное разгоном шибера и перемещаемых им изделий, Н;
GN – нормальная составляющая силы тяжести стопы изделий в кассете, Н;
f – коэффициент трения скольжения между сопрягающимися поверхностями при выталкивании изделия из стопы;
k – коэффициент запаса, учитывающий возможное механическое сцепление (заусенцами и другими неровностями) между скользящими поверхностями; обычно принимают k = 1,4 – 1,6;
Gш – сила тяжести перемещаемых изделий, а также шибера и движущихся с ним деталей, Н;
a – ускорение, разгоняющегося шибера, м/с2;
51
g – ускорение свободного падения, м/с2.
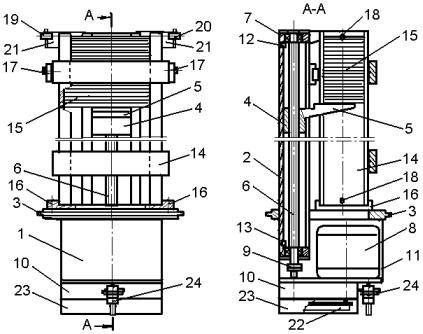
Питатели шахтные обеспечивают подъем стопы в сменной кассете до уровня захвата, например, манипулятором верхнего изделия, а также автоматическое поддержание ее на этом уровне при поочередном удалении из стопы верхнего изделия. В частности, наиболее распространенный такой питатель состоит из цилиндрического основания 1 (рис.4.11) на котором закреплена вертикальная направляющая 2. При этом на основании содержится кольцевой опорный буртик 3, обеспечивающий крепление питателя, а в направляющей 2 расположена каретка 4 с кронштейном 5, перемещающаяся по ходовому винту 6, подвешенному на подшипнике за опорный буртик во фланце 7 и соединяющемуся с электродвигателем 8 через муфту 9 и редуктор 10, закрытыми в основании кожухом 11. Конечные положения каретки 4 контролируются установленными в направляющей датчиками 12 и 13.
Рис.4.11. Конструктивная схема шахтного питателя
Сменная кассета 14 со стопою изделий 15 устанавливается в питателе на опоры 16 основания и фиксируется закрепленными на направляющей 2 держателями 17, путем западания их подпружиненных фиксаторов в адекватные отверстия скобы кассеты, соединяющей ее направляющие. При этом на концах направляющих кассеты 14 выполнены соосные резьбовые отверстия 18 в нижние из которых устанавливаются бобышки, удерживающие стопу, а через верхние отверстия проходит световой луч оптического датчика, состоящего из излучателя 19 и фотодиода 20, закрепленных на направляющей 2 посредством кронштейнов 21 и соединенных с электронным управляющим модулем 22, закрепленным на основании и закрытом кожухом 23. Напряжение на электрооборудование питателя подводится через разъем 24.
Перед началом работы каретка 4 питателя находится в нижнем исходном положении, контролируемом датчиком 13. После установки в питатель сменной кассеты 14 со стопою изделий 15 он включается в работу. При этом по вращающемуся от электродвигателя 8 ходовому винту 6 каретка 4 перемещается вверх, поднимая на своем кронштейне 5 стопу деталей 15 до тех
52

пор, пока стопа не перекроет луч излучателя 19 оптического датчика, выключающего электродвигатель 8. Далее верхнее изделие забирается и уносится из стопы на позицию обработки, например, манипулятором, а через освободившееся пространство луч излучателя 19 воздействует на фотодиод 20 оптического датчика, включающего электродвигатель 8, от которого стопа снова поднимается вверх на толщину унесенного изделия и эти циклы повторяются, пока в кассете 14 не закончатся изделия. При этом в верхнем конечном положении каретка 4 воздействует на датчик 12, включающий электродвигатель 8 на противоположное вращение, и по ходовому винту 6 она ускоренно перемещается в нижнее исходное положение, контролируемое датчиком 13. В это же время удаляется из питателя пустая кассета 14, на ее место устанавливается заполненная и автоматическая работа оборудования возобновляется. Во время же работы пополнять кассету изделиями в таких питателях невозможно.
Для обеспечения длительной автономной автоматической работы технологического оборудования применяются многокассетные шахтные питатели, у которых на несущем столе с определенным шагом установлено несколько заполненных кассет, при этом их автоматическая смена в процессе работы осуществляется шаговым перемещением этого стола. Питатели шахтные применяются как для автоматической поштучной выдачи изделий, так и для их укладки в сменные кассеты, то есть и для кассетирования изделий. При работе в режиме накопления изделий от срабатывающего датчика контроля верхнего уровня стопы привод питателя включается на ее опускание.
Вревольверных питателях исполнительным механизмом является диск, который установлен на оси и дискретно поворачивается в требуемом ритме на заданный шаг (угол поворота) вместе с расположенной на нем стационарной или сменной кассетой. Кассеты таких питателей обычно также выполняются в форме плоских дисков, в которых по диаметру делительной окружности с заданным шагом располагаются гнезда, обеспечивающие фиксацию загружаемых изделий. Применяются такие питатели для поштучной подачи на приемную позицию упаковочных и других автоматов как плоских, так и объемных изделий различной конфигурации с габаритными размерами до 200
мми, как правило, с высококачественной отделкой поверхностей.
Вобобщенном виде такие питатели состоят из револьверного диска, механизмов его периодического движения, торможения и фиксации, а также привода, датчиков контроля положений и других конструктивных элементов, установленных на основании. Диаметр окружности центров гнезд в диске (рис.4.12) вычисляется по формуле:
d t |
|
|
D0 sin |
2 , мм |
(4.7) |
где d – диаметр гнезда, мм;
t – ширина перемычки между гнездами по окружности центров гнезд, мм;360 z – угол поворота диска за один цикл, градусы;
z – угол поворота диска за один цикл, градусы;
z – количество гнезд в диске.
53
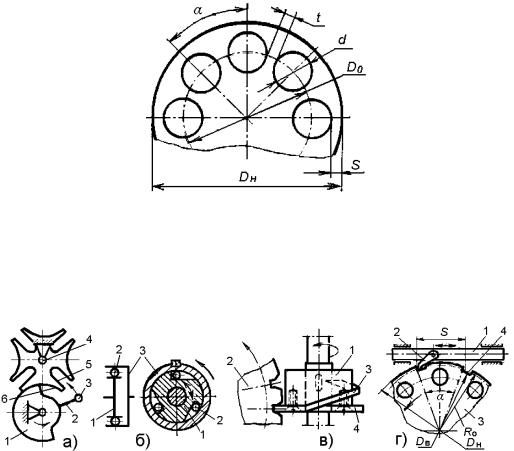
Размеры гнезд определяются номинальными размерами и допусками укладываемых изделий. При точном позиционировании изделия в гнезде величина одностороннего зазора не должна превышать половины допуска на соответствующие габаритные размеры изделия.
Рис.4.12. Расчетная схема револьверного диска
Периодическое движение револьверного диска обеспечивается такими механизмами, как мальтийский (рис.4.13а), обгонная шариковая муфта (рис.4.13б), кулачковый получервячный (рис.4.13в), храповой (рис.4.13г), фрикционный, шарнирно-зубчатый и другими.
Рис.4.13. Конструктивные схемы механизмов периодического движения
Механизмы торможения в револьверных питателях предотвращают инерционное вращение диска и выполняются в виде постоянно действующего колодочного, дискового или ленточного тормозного механизма.
Механизмы фиксации обеспечивают в свою очередь точное позиционирование револьверного диска или установленной на нем сменной кассеты с изделиями на рабочей позиции. Выполняются они в виде клиньев, цилиндрических или конических элементов, вводимых пружинными и другими индивидуальными приводами в адекватные выемки или отверстия диска в период его остановки.
В координатных питателях исполнительным механизмом является стол, дискретно перемещающийся на заданный шаг в требуемом ритме вместе с расположенной на нем плоской стационарной или сменной кассетой. Подразделяются такие питатели на однокоординатные, обеспечивающие движение стола в одном направлении (по оси X), и двукоординатные, осуществляющие в плане перемещение стола в двух взаимно перпендикулярных направлениях (по осям X и Y). Применяются они для поштучной подачи на приемную позицию упаковочных и других автоматов как плоских, так и объемных изделий различной конфигурации, как правило, с высококачественной отделкой поверхностей. В частности, двукоординатный
54
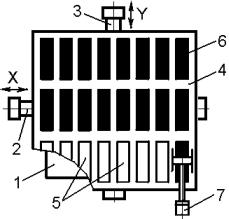
питатель содержит на своем основании стол 1 (рис.4.14), перемещающийся в шаговом режиме по координате X от привода 2, а в направлении Y – от привода 3. На столе питателя установлена сменная плоская кассета 4, в гнезда 5 которой уложены сориентированные изделия 6.
Рис.4.14. Конструктивная схема двукоординатного питателя
При работе питателя кассета 4 в каждом цикле перемещается им на шаг вначале по координате X, поочередно подавая изделия 6, например, под захват манипулятора 7 из первого ряда гнезд. Затем от привода 3 кассета перемещается на шаг по координате Y, а далее движется в обратном направлении по координате X, обеспечивая поочередную выдачу изделий из второго ряда, и так до тех пор, пока из кассеты не будут извлечены все изделия. После этого стол 1 возвращается в исходное положение, пустая кассета 4 заменяется заполненной и автоматическая работа питателя возобновляется. Для привода стола 1 применяют пневмоцилиндры и гидроцилиндры, работающие, например, с храповыми механизмами периодического движения, а также шаговые электродвигатели, в которых электромагнитные импульсы преобразуются в дискретные угловые или линейные перемещения. Такие электродвигатели позволяют получать высокую точность отработки заданных перемещений, без использования обратной связи.
В комбинированных питателях органично сочетаются в различных комбинациях основные конструктивные элементы, присущие нескольким из рассмотренных кассетных питателей.
Наряду с рассмотренными имеются и другие конструктивные исполнения кассетных питателей для самых разнообразных изделий.
4.5. Манипуляторы и роботы
Манипуляторы и роботы обеспечивают выполнение требуемых манипуляций с изделиями и объектами обработки, как в устройствах их автоматической загрузки, так и в разнообразных автоматизированных технологических комплексах и линиях, производящих и упаковывающих штучную продукцию.
Манипулятором называется устройство, которое оснащается рабочим органом и выполняет двигательные функции, аналогичные функциям руки человека. Манипуляторы могут выполняться в виде автономных устройств, а так же кинематически встраиваться в средства автоматической загрузки штучной продукции или в само технологическое оборудование.
55