Материал: Верболоз ЕИ Лаб раб по машинам и оборуд биотехнологий Ч2

Деформация теста при округлении носит сложный упругий, упругоэластичный и пластичный характер и является основным фактором, определяющим изменения физико-механических свойств поверхностного слоя заготовки. Она обусловливает внешнее трение, приводит к изменению площадки контакта и рельефа поверхности, оказывающих влияние на величины сил трения и уплотнения поверхности слоев заготовки.
Пластическая деформация тестовой заготовки зависит от продолжительности действия нормальной нагрузки. В процессе качения заготовки по твердой поверхности на границе формующего канала имеет место упругое проскальзывание, которое способствует уплотнению и сглаживанию поверхностного слоя заготовки. На площадке контакта возникают силы молекулярного взаимодействия, образуя адгезионные связи, которые зависят от свойств теста и контактируемой с ним поверхности.
При контактировании заготовки с формующим элементом силы адгезии увеличивают силу трения.
Сила трения определяется уравнением
Fт р Fд Fа , |
(1) |
где Fд – деформационная составляющая силы трения; Fа – адгезионная составляющая силы трения.
Исходя из представленной физической сущности механизма формования, рассмотрим процесс округления более подробно.
Куски теста, поступающие в округлитель, имеют неправильную форму; установить какие-либо закономерности процесса округления на первых двух-трех оборотах, пока тестовая заготовка не примет форму, близкую к форме шара, не представляется возможным. В дальнейшем процесс округления можно рассматривать как качение упруговязкого эластичного шара по формующей поверхности под действием силы Q (рис. 2). Для упрощения несущую поверхность расположим горизонтально, а формующую – под углом  = /2 к ней. За время
= /2 к ней. За время  формующая поверхность переместится из положения I в положение II. Центр заготовки О1 переместится в положение О2. Под действием приложенной силы Q образуется пятно сминания шаровой поверхности на глубину .
формующая поверхность переместится из положения I в положение II. Центр заготовки О1 переместится в положение О2. Под действием приложенной силы Q образуется пятно сминания шаровой поверхности на глубину .
36
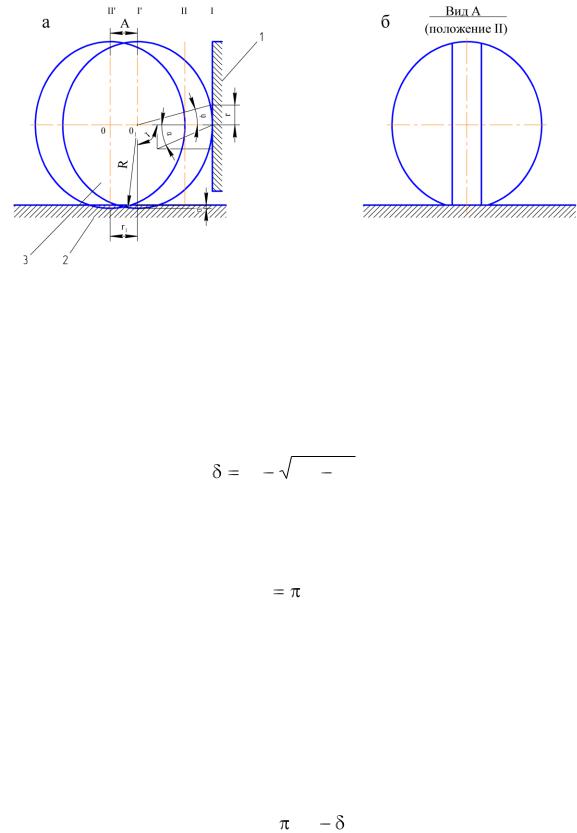
Рис. 2. Схема действия сил при формовании тестовой заготовки в виде шара:
1 – несущая поверхность; 2 – формующая поверхность; 3 – тестовая заготовка
Уменьшение высоты заготовки на величину  определяется уравнением
определяется уравнением
R R 2 r2 , |
(2) |
где R – радиус заготовки; r – радиус пятна сминания. Площадь пятна сминания S равна
S |
r2 . |
(3) |
При перекатывании заготовки происходят ее сминание и скольжение по формующей поверхности со скоростью v, в результате чего заготовка уплотняется, а также происходит сглаживание неровностей на ее поверхности. В дальнейшем уплотненный слой обладает повышенной газо- и формоудерживающей способностью.
За одно перекатывание по формующей поверхности на тестовой заготовке образуется пояс сминания длиной
Lф = 2 (R ). |
(4) |
37
Для равномерного окатывания поверхности заготовка должна за время одного перекатывания переместиться по несущей поверхности на расстояние lн = r 1,5r, при этом скорость перемещения заготовки по несущей поверхности будет ниже, чем по формующей, в b раз , где
b = 2 cosec . |
(5) |
Для пшеничного теста b = 15 20. Поэтому усилие, необходимое для перемещения заготовки вдоль несущей поверхности, составляет лишь 1/15–1/20 от усилия Q и им можно пренебречь.
На несущей поверхности также происходит сминание заготовки и образуется опорная площадка радиусом rн > r; поскольку здесь, кроме прочих сил, действует и сила веса заготовки, скольжение на площадке можно не учитывать. С учетом коэффициента скольжения  фактическая скорость перемещения тестовой заготовки по формующей поверхности будет равна
фактическая скорость перемещения тестовой заготовки по формующей поверхности будет равна
vокр = v . |
(6) |
Сила трения Fтр будет направлена в сторону, противоположную скольжению, а ее значение с учетом деформационной и адгезионной составляющих (при скольжении упруговязкоэластичного тела) определяется уравнением
Fт р
h
d
c |
r2 , |
(7) |
|
N
где h – глубина деформационной зоны контакта; d – средний диаметр пятна сминания; с – сопротивление тела на сдвиг; N – среднее напряжение сжатия тела в зоне контакта; r – радиус пятна контакта.
В уравнении (7) не учтена зависимость силы трения от скорости скольжения. В области скоростей, возникающих в округлительных машинах (v = 1 1,5 м/с), сила трения с увеличением скорости уменьшается. Кроме того, с увеличением скорости уменьшается длительность контакта, что также приводит к уменьшению силы трения. В этом случае сила трения будет определяться уравнением
38
Fф
h
d
c |
r2 (1 |
vокр), |
(8) |
|
N
где – коэффициент, учитывающий уменьшение силы трения с увеличением скорости движения.
Результирующую силу Р и еe направление можно определить из суммы моментов действующей силы и силы веса заготовки относи-
тельно точки С. Обозначим угол между приложенной силой Q и направлением результирующей силы Р через , тогда
Q
h
d
c |
r2 (1 |
vокр) ctg . |
(9) |
|
N
Полученное уравнение позволяет определить величину силы воздействия формующей поверхности округлителя в зависимости от физических свойств теста, скорости скольжения и коэффициента трения теста по формующей поверхности.
Произведя ряд несложных преобразований, получим окончательное выражение для заготовки массой q:
Q
h
d
c
N
6g |
(1 |
vокр) ctg , |
(10) |
||
|
|
||||
p |
|||||
|
|
|
|||
где – плотность заготовки,
|
3q |
|
= |
4 R 3 . |
(11) |
Анализ уравнения показал, что изменение массы заготовки q в незначительной степени влияет на силу Q, приложенную к формующей поверхности. Весьма существенно на нее влияют: коэффициент трения, глубина сминания заготовки и величина, пропорциональная отношению с/ N.
Проведенный анализ процесса округления и полученные математические зависимости позволяют обосновать конструктивное решение тестоокруглительной машины и рассчитать ее оптимальные параметры.
39

5.Конструкции тестоокруглительных машин
Внастоящем разделе рассматриваются конструкции некоторых тестоокруглительных машин, получивших широкое распространение
впромышленности: отечественных Т1-ХТН, Т1-ХТС; зарубежных – «Гостол» (Югославия) и «Эльген» (Венгрия).
Тестоокруглительная машина Т1-ХТН
Тестоокруглительная машина Т1-ХТН относится к машинам с конической внутренней (чашеобразной) несущей поверхностью и конической внутренней формующей спиралью. Она состоит из основания с приводом, вращающейся конической чаши, неподвижной формующей спирали, механизма регулирования положения спирали и ее фиксации, воздуховодов и электрооборудования (рис. 3).
Основание представляет собой литой чугунный корпус, на котором установлен электродвигатель 4, связанный клиноременной передачей 5 с червячной передачей 7, 8. В клиноременной передаче 5 предусмотрены двухступенчатые шкивы 3 и 6, что дает возможность при перестановке ремней получать две частоты вращения чаши 2. Червячное колесо 8 жестко закреплено на ступице 9, к верхнему фланцу 10 которой прикреплена коническая чаша 2. Внутри чаши на неподвижную вертикальную ось 11 свободно насажена спираль 1, которая образует с внутренней поверхностью чаши желоб с изменяющимся к выходу углом наклона. Верхняя часть спирали закрыта крышкой 12 с винтом.
При вращении винта вся спираль перемещается в осевом направлении, поднимаясь или опускаясь относительно оси 11, создавая необходимый зазор между внутренней поверхностью чаши и кромкой спирали.
Для установки спирали в месте выхода заготовок в верхней части оси 11 установлен диск с двенадцатью отверстиями, в которые входит фиксатор, удерживающий спираль от поворота (на схеме не показаны).
Для предотвращения прилипания тестовых заготовок к рабочим органам в зону формования через два воздуховода подается воздух.
40