Материал: СТС-14 Макаров Д.В
1.8.4.1 Описание принципа работы и конструкции станочного приспособления
Оправка соединяется с переходным фланцем 8, установленным на шпинделе станка. Осуществляется работа оправки следующим образом. В исходном состоянии клин 4 находится в крайнем правом положении, а цанга 17 освобождена от упругих деформаций. Обрабатываемая деталь свободно (с зазором) устанавливается на наружную цилиндрическую часть цанги до упора в планшайбу 15. Затем с помощью пневмопривода 1, установленного на заднем конце шпинделя передней бабки станка и закреплённым клемовым зажимом 3, шток 18 перемешается влево, за счет наличия конусов на деталях 15 и 4, цанга разжимается и фиксирует заготовку по отверстию.
Для подвода давления сжатого воздуха к вращающемуся цилиндру применяется муфта двустороннего действия. Принцип её действия следующий: воздух поступает в рабочие полости цилиндра и выходит в атмосферу поочередно через сопла 12. Для предотвращения просачивания воздуха между внутренней поверхностью муфты и воздуховодом 14 помещаются кольцевые манжеты 20. Наличие шарикоподшипника 20 позволяет применять эту муфту на станках, работающих с высокими частотами вращения.
Приспособление имеет простую конструкцию, удобно в эксплуатации, обладает необходимой точностью и надежностью закрепления.
1.8.4.2 Расчет приспособления на точность
Уравнение соблюдения условия точности:
![]() ,
,
где
![]() - допуск на размер детали, точность
выполнения которого зависит от точности
применяемого приспособления,
- допуск на размер детали, точность
выполнения которого зависит от точности
применяемого приспособления,
![]() (данные из технологии).
(данные из технологии).
![]() -
допуск на неточность изготовления
установочных элементов приспособления,
влияющий на точность обработки;
-
допуск на неточность изготовления
установочных элементов приспособления,
влияющий на точность обработки;
![]() -
погрешность, зависящая от метода
обработки заготовки,
-
погрешность, зависящая от метода
обработки заготовки,
![]() ([2], стр. 19);
([2], стр. 19);
![]() –
погрешность
установки, мм;
–
погрешность
установки, мм;
![]() ,
,
![]() ,
,
где
![]() –
погрешность закрепления, мм;
–
погрешность закрепления, мм;
![]() =
0,03 мм, ([2], стр. 45);
=
0,03 мм, ([2], стр. 45);
![]() –
погрешность
базирования,
–
погрешность
базирования,
![]() =0
мм;
=0
мм;
Подстановкой значений в формулы получено:
![]() мм
мм
![]() мм.
мм.
![]()
![]()
Вывод: условие соблюдается, т.е. точность обеспечивается
1.8.4.3 Расчёт зажимного усилия заготовки в приспособлении
При закреплении детали в приспособлении необходимо обеспечить устойчивость базирования в время обработки, надёжность конструкции, а силы закрепления должны осуществлять достаточную фиксацию.
Для расчета сил закрепления в приспособлениии требуется знать величину, направление и место приложения сил, воздействующих на заготовку, а также схему ее установки и закрепления. Расчет может быть сведен к задаче статики на равновесие заготовки под действием приложенных к ней внешних сил.
а) Изображают схему сил, действующих на заготовку:
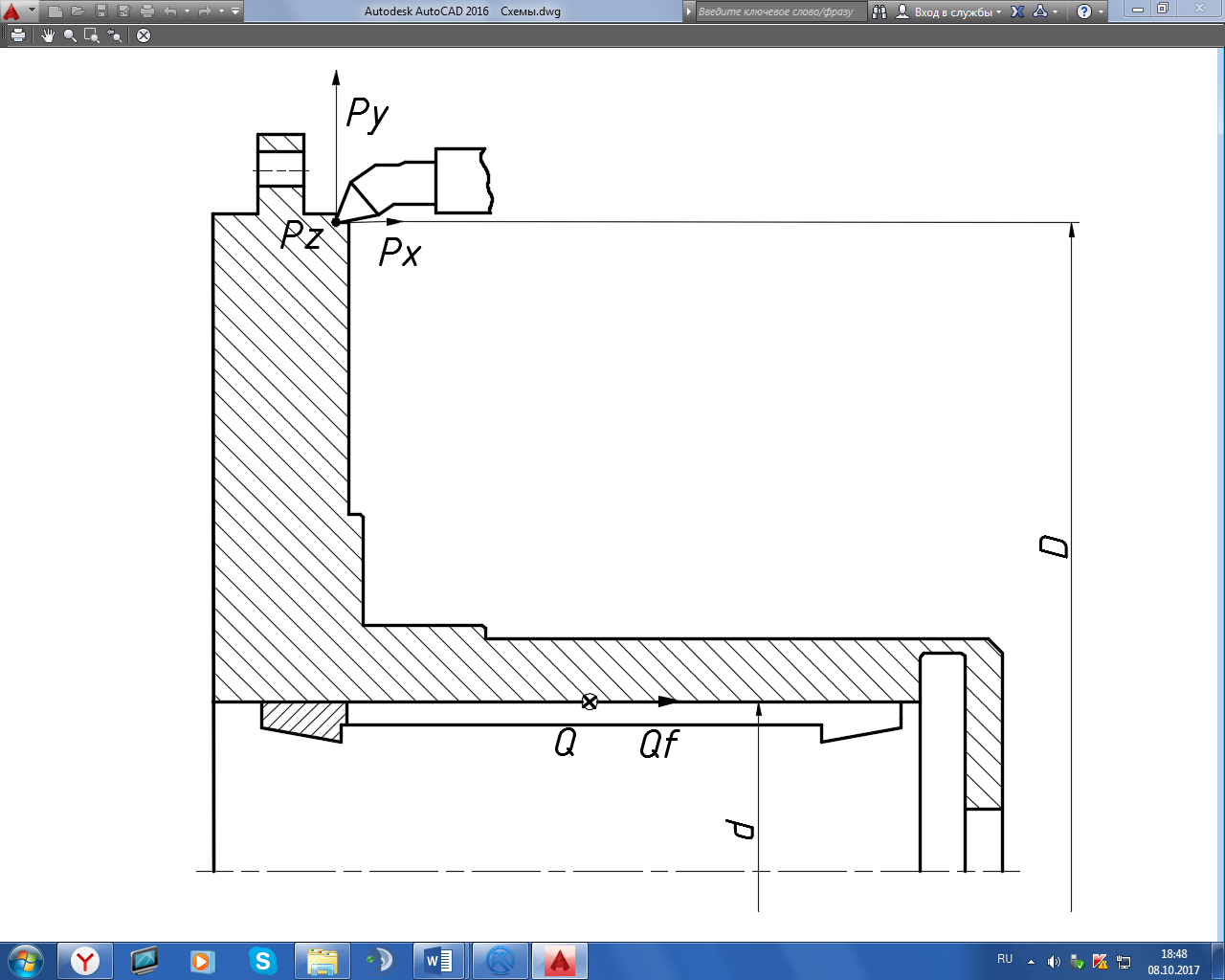
Рисунок 1.10.1 - Схема сил, действующих на заготовку
Под действием окружной силы Pу заготовка пытается провернуться вокруг своей оси, этому препятствуют силы трения в местах контакта заготовки с лепестками цанги.
б) Расчёт производят следующим образом:
![]()
 ,
,
Отсюда следует:
 ,
,
где Q – сила зажима, Н;
К – коэффициент запаса, К = 2…2,5 – лезвийная обработка, принимаю К = 2;
f – сила трения в местах контакта заготовки с приспособлением, Н;
f = (0,5…0,6), применяем f = 0,6 Н;
D = 232 мм [чертеж детали];
d = 60 мм [чертеж детали];
Pz – окружная сила резания, Н; находится по формуле
 ,
,
где Сp = 204, ([6], стр. 371);
x = 1, ([6], стр. 371);
y = 0,75, ([6], стр. 371);
n = 0, ([6], стр. 371);
t – глубина резания, t = 3 мм;
S
– подача, S
= 0,1![]() ;
;
Кр – коэффициент, учитывающий фактические условия резания:
![]() ,
,
где Кφ = коэффициент, учитывающий главный угол в плане, Кφ = 1;
Кγ = коэффициент, учитывающий передний угол, Кγ = 1;
Кλ = коэффициент, учитывающий угол наклона лезвия, Кλ = 1;
Кr = коэффициент, учитывающий радиус при вершине, Кr = 0,93;
Кмр – коэффициент, учитывающий влияние обрабатываемого материала:
 ,
,
где пр – показатель степени, пр = 0,75 [6, стр. 412];
Подставив значения в формулы (1.11.8), (1.11.7), (1.11.6), (1.11.5) получаем:
![]() 1,147;
1,147;
![]() ;
;
![]() Н;
Н;
 Н.
Н.
в) Определяют исходное усилие приспособления:
Рисунок 1.10.2 – Схема действия привода
В данном приспособлении применяют цанговый зажим с пневматическим приводом двухстороннего действия. Исходное усилие определим по формуле:
![]() ,
,
где
![]() -
исходное усилие, Н;
-
исходное усилие, Н;
Q- зажимное усилие, Q=16089,045 Н;
α- половина угла корпуса цанги, α=15º;
![]() -
угол трения между цанговой и корпусом,
-
угол трения между цанговой и корпусом,
![]() =8.53º
=8.53º
![]() ,
,
где
Е-
модуль упругости материала цанги, Е=2×![]() МПа;
МПа;
L- длина лепестков цанги от места заделки до середины конуса, L= 90 мм;
n- число лепестков в цанге, n = 4;
y – стрела прогиба, т.е радиальный зазор между цангой и заготовкой;
I
– момент инерции сектора сечения цанги
в месте заделки лепестка, ![]()
 ,
,
где D = диаметр в месте заделки лепестка цанги; D = 60 мм;
h- ширина лепестков цанги, h = 4мм;
![]() -
половина угла лепестка цанги,
-
половина угла лепестка цанги,
![]() =
45º;
=
45º;
![]()
где Smin – минимальный зазор в посадке заготовки на оправку, Smin = 0.025мм;
Подставив значения в формулы получаем:
![]() ;
;
1.9 Расчёт операционных размеров
Расчет операционных размеров выполняется для правильного определения величины операционного припуска и величины операционного допуска. Он делится на две составные части: расчет размеров для поверхностей с односторонним расположением припуска (длинновых операционных размеров) и расчет размеров для поверхностей с двухсторонним расположением припуска (диаметральных операционных размеров).
Рисунок 9.1 – Схема получения длинновых размеров
Рисунок 9.2 – Граф размерных цепей
|
|
– |
Вершина графа. Характеризует поверхность детали. |
|
|
– |
Ребро графа замыкающее звено размерной цепи. Соответствует операционному припуску. |
|
|
– |
Ребро графа. Составляющее звено размерной цепи. Соответствует операционному размеру или размеру заготовки. |
|
|
– |
Ребро графа Замыкающее звено размерной цепи. Соответствует чертежному размеру. |




1.9.1 Расчёт длинновых размеров
Длинновые операционные размеры рассчитываем, используя метод графов. Для этого строится схема обработки детали и на её основании строится граф размерных цепей. Согласно нему, составляем уравнения размерных цепей и сводим в ведомость расчета (таблица 9.1).
Минимальные припуски для каждой операции механической обработки технологического процесса рассчитываем по формуле:
![]()
где Rz – высота микронеровностей, полученная на данной поверхности после ее обработки на предшествующем переходе;
T – глубина дефектного поверхностного слоя, полученная на предшествующем переходе;
ρ – пространственные отклонения в расположении базовых поверхностей и поверхностей, подлежащих обработке на данной операции;
Ԑ – погрешность установки заготовки на выполняемом переходе.
Припуск на черновое точение:
![]()
Припуск на чистовое точение:
![]()
 мм4;
мм4;
![]() Н;
Н;
![]() Н
Н
г) Размеры пневмокамеры диаметра пневмоцилиндра двухстороннего действия вычисляется по формуле:
Тянущая сила
 ,
,
Отсюда следует:
 ,
,
где Ри - исходное усилие, Н;
![]() диаметр
поршня, мм;
диаметр
поршня, мм;
![]() диаметр
штока, d
= 20 мм;
диаметр
штока, d
= 20 мм;
![]() давление
сжатого воздуха, Мпа;
давление
сжатого воздуха, Мпа;![]() МПа, принимаю
МПа, принимаю![]() ;
;
![]() КПД,
КПД,
![]() .
.
Подстановкой значений в формулу (1.11.14) получено:
 мм
мм