Материал: СТС-14 Макаров Д.В
2.3 Анализ узлов и типовых элементов станка
2.3.1 Привод главного движения
Привод главного движения состоит из регулируемого электродвигателя постоянного тока и трехступенчатой механической коробки с передаточными отношениями u1 = 1:1 (первый диапазон), u2 = 1:4 (второй диапазон) и u3= 1:16 (третий диапазон), обеспечивающих частоты вращения nшп = 8…1600 мин-1 (ряд с φ=1.12). Наибольший крутящий момент на шпинделе Т = 3,15 кН м при nшп до 45 мин-1. В шпиндельную бабку встроено электромеханическое устройство для переключения диапазонов частот вращения шпинделя. Шпиндельный узел имеет жесткую конструкцию и высокую виброустойчивость.
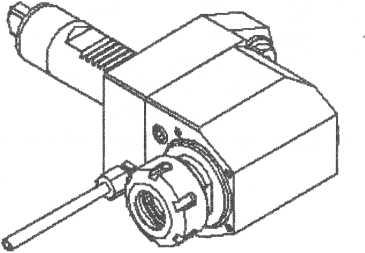
Корпус шпиндельной коробки крепится винтами на станине в передней части станка. Шпиндель установлен на двухрядном роликовом подшипнике, работающем в паре с упорно-радиальным подшипником в передней опоре и двухрядном роликоподшипнике в задней опоре. Регулировка подшипников передней опоры производится путем создания натяга с помощью гайки М140, а в задней – с помощью гайки М120. Передний конец шпинделя – фланцевый с возможностью быстросменной установки патрона. На заднем конце шпинделя имеется посадочный поясок для крепления зажимного устройства.
Входной вал механизма привода связан со шпинделем через один из двух промежуточных валов с передвижными блоками зубчатых колес. Регулировка диапазонов частот вращения осуществляется механизмом управления. Он представляет собой вал, связанный зубчатыми колесами с приводом и управляемый вилками переключения, подвижно установленными на соседней оси. Их положение контролируется конечными выключателями и стопорится подпружиненными фиксаторами.
Датчик резьбонарезания связан через упругую пластинчатую муфту с валом, а тот в свою очередь соединен со шпинделем через зубчатую передачу. Зазоры в зацеплении устраняет разрезное зубчатое колесо с пружинным устройством.
Смазка механизмов осуществляется централизованно от маслораспределителя, установленного в корпусе.
Таблица 2.3.1 – Размеры переднего фланца шпинделя
|
D |
D1 |
D2 |
Отверстие в шпинделе d не более |
d1 |
d2 |
d3 |
D4 |
d5 |
|
290 |
196,869+0,014 |
235±0,2 |
100 |
28 |
М10 |
36 |
11 |
17 |
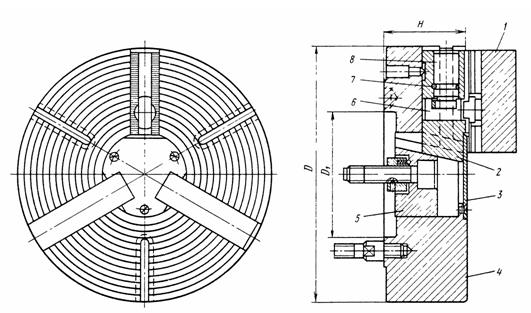
Рисунок 2.3.1 – Патрон быстро налаживаемый
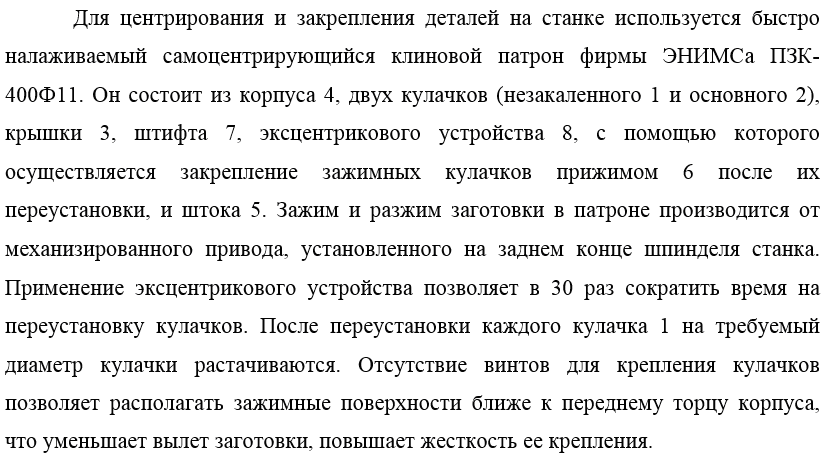
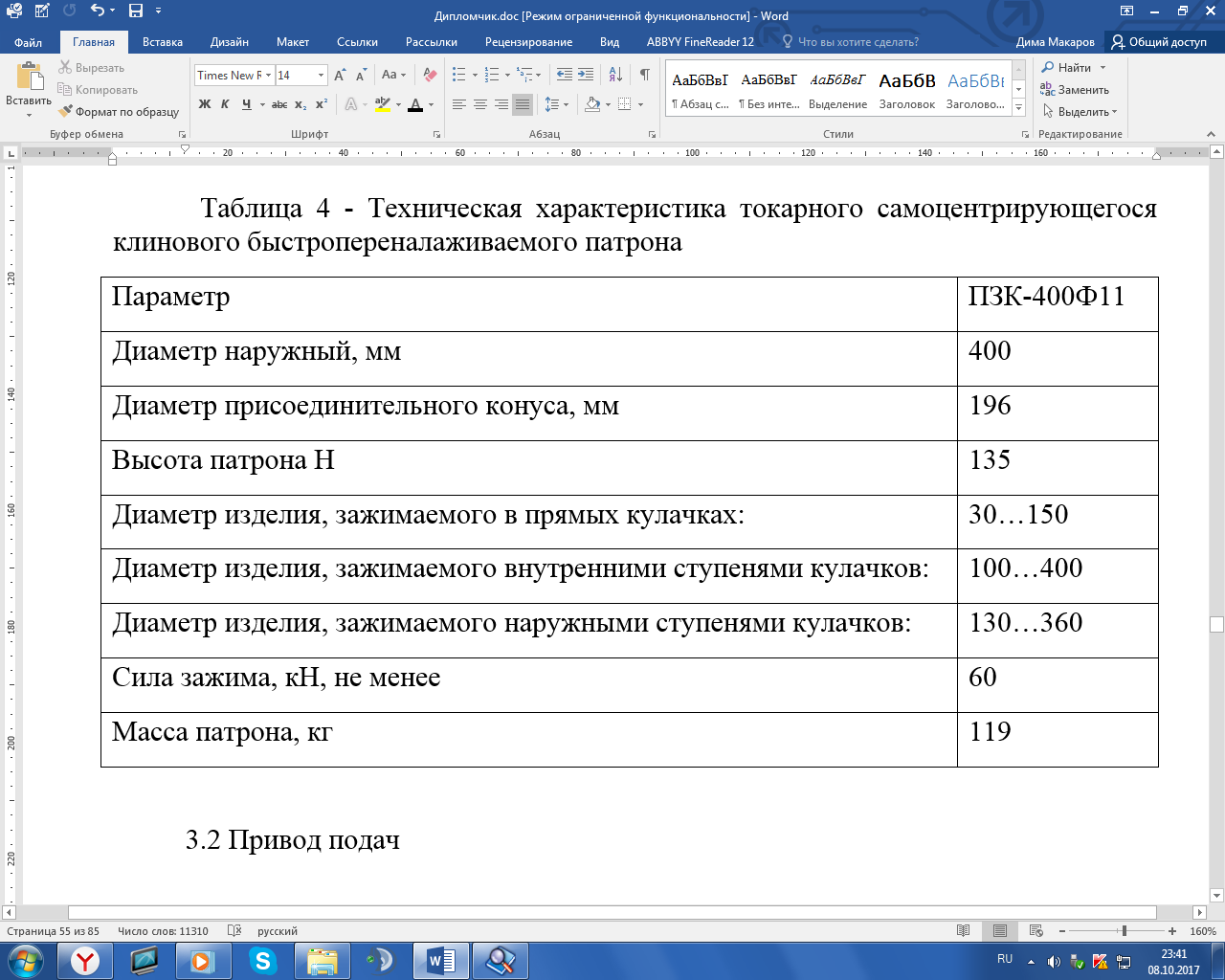
Таблица 2.3.2 - Техническая характеристика токарного самоцентрирующегося клинового быстропереналаживаемого патрона
2.3.2 Привод подач
Каретка устанавливается на направляющие станины и удерживается планками. Вверху каретки три планки с плоскими горизонтальными направляющими качения, по ним в поперечном направлении перемещается ползушка суппорта. В направляющих используются танкетки с элементами качения, две жестко прикреплены, а две другие установлены на клиньях для регулирования величин натяга. Ползушка на направляющих удерживается планками. Направляющие защищены от попадания стружки и охлаждающей жидкости щитками и уплотнениями. Смазка направляющих станины и каретки, шариковых винтов осуществляется через гидростанцию по гибким шлангам с дозаторами. Внизу каретки крепится гайка в паре с шариковым винтом, осуществляющим передачу движения подачи. В расточке каретки установлены опоры с ходовым винтом поперечной подачи, его гайка жестко закреплена внизу ползушки. Верхняя опора винта имеет два упорных и радиальный игольчатый подшипники. Натяг упорных подшипников создается тарельчатой пружиной. Нижняя опорой служит радиальный роликовый подшипник, свободно установленный в расточке каретки. Высокомоментный электродвигатель крепится к переходному фланцу вверху каретки и далее через предохранительную муфту соединен с шариковым винтом.
2.3.3 Механизм автоматической смены инструмента
У станка имеются две револьверные головки. Первая (1П756ДФ3.39.000) предназначена для наружных работ, дисковая, имеет 8 позиций для установки инструмента, ось параллельна шпинделю. Вторая (1П756ДФ3.40.000) четырехпозиционная с вертикальной осью вращения для осевого инструмента. Обе головки имеют электромеханическое управление. Их расположение достаточно для размещения заготовок с диаметром до 600 мм и длиной до 320 мм. В обработке может использоваться до 12 инструментов.
Головка 1П756ДФ3.40.000 предназначена для крепления блоков режущих инструментов при внутренней обработке. Её корпус установлен на полой оси и промежуточном основании. В корпус вручную устанавливаются, базируются и зажимаются сменные инструментальные блоки при помощи специальных планок. Фиксация осуществляется зацеплением двух мелкозубых полумуфт, одна из которых жестко закреплена на основании револьверной головки. Для временной фиксации имеется подпружиненный упор. Поворот головки осуществляется внутри корпуса, при помощи электродвигателя через зубчатые колеса и планетарную передачу на внутренние зубья, связанные с корпусом и муфтой зажима. Муфта представляет собой две полумуфты с винтовым зацеплением (одна жестко связана с приводным зубчатым колесом, другая через промежуточную зубчатую муфту с осью. Поворот револьверной головки осуществляется включением электродвигателя. Под действием пружин в основании происходит расцепление полумуфт, и головка поворачивается на угол 90 градусов до упора в микровыключатель, который даёт команду электродвигателю на реверс и происходит закрепление инструмента в требуемом положении. В конструкции головки предусмотрены внутренние каналы с клапаном (открывается при установке инструментального блока) для подачи СОЖ к режущим инструментам.
Головка 1П756ДФ3.39.000 предназначена для наружной обточки. Внутри корпуса головки располагается фланец, в котором расположены два подпружиненных фиксатора, электропривод и центральный вал. Центральный вал является базой для дифференциального механизма, состоящего из планетарной передачи тремя сателлитами и двух выходных зубчатых колёс. Первое зубчатое колесо жёстко связано со стаканом, к нему крепится муфта, торцевыми зубьями контактирующая с плоской зубчатой муфтой. Внутри стакана зубчатое колесо контактирует с винтом через трёхзаходную трапецеидальную резьбу, также в нём выполнены два выступа в пазах фланца, закреплённого гайкой. В зацеплении с валом находится зубчатое колесо, соединённое с винтом и фланцем тремя штифтами. Во фланце две собачки. В расточке вала тоже зубчатые колёса. Движение им передаётся от установленном на валу ротора электропривода. На корпусе привода расположено зубчатое колесо с выступом, который при вращении воздействует на микропереключатели. В другом зубчатом колесе расположены восемь штифтов, которые уже через шток воздействует на другой микропереключатель.
2.4 Модернизация станка
2.4.1 Анализ возможности модернизации станка
Станок 1П756ДФ3 выпускался Рязанским станкостроительным заводом в 1979 году. Изнашиваемые узлы станка в местах сопряжений деталей, такие как направляющие и ШВП, устаревающие и выходящие со временем приводные двигатели можно заменить на современные аналоги, но целью данной работы является наделить станок возможностью выполнять кроме токарной сверлильные и фрезерные операции, поэтому они не учитываются. На суппорте станка уже имеется восьмипозиционная револьверная головка и взамен неё возможно поставить необходимую с приводным инструментом. Для этого придётся доработать крепления к суппорту. В шпиндельной бабке установлен двигатель постоянного тока с трёхступенчатой автоматической коробкой передач, но нет двигателя полярной координаты, обеспечивающего точные повороты детали во время сверлильных и фрезерный операций, а также надёжной фиксации заданного положения. Современная двигательная промышленность предлагает намного более точные двигатели с датчиками поворотов и возможностью бесступенчатого регулирования скорости вращения шпинделя при тех же мощностях резания.
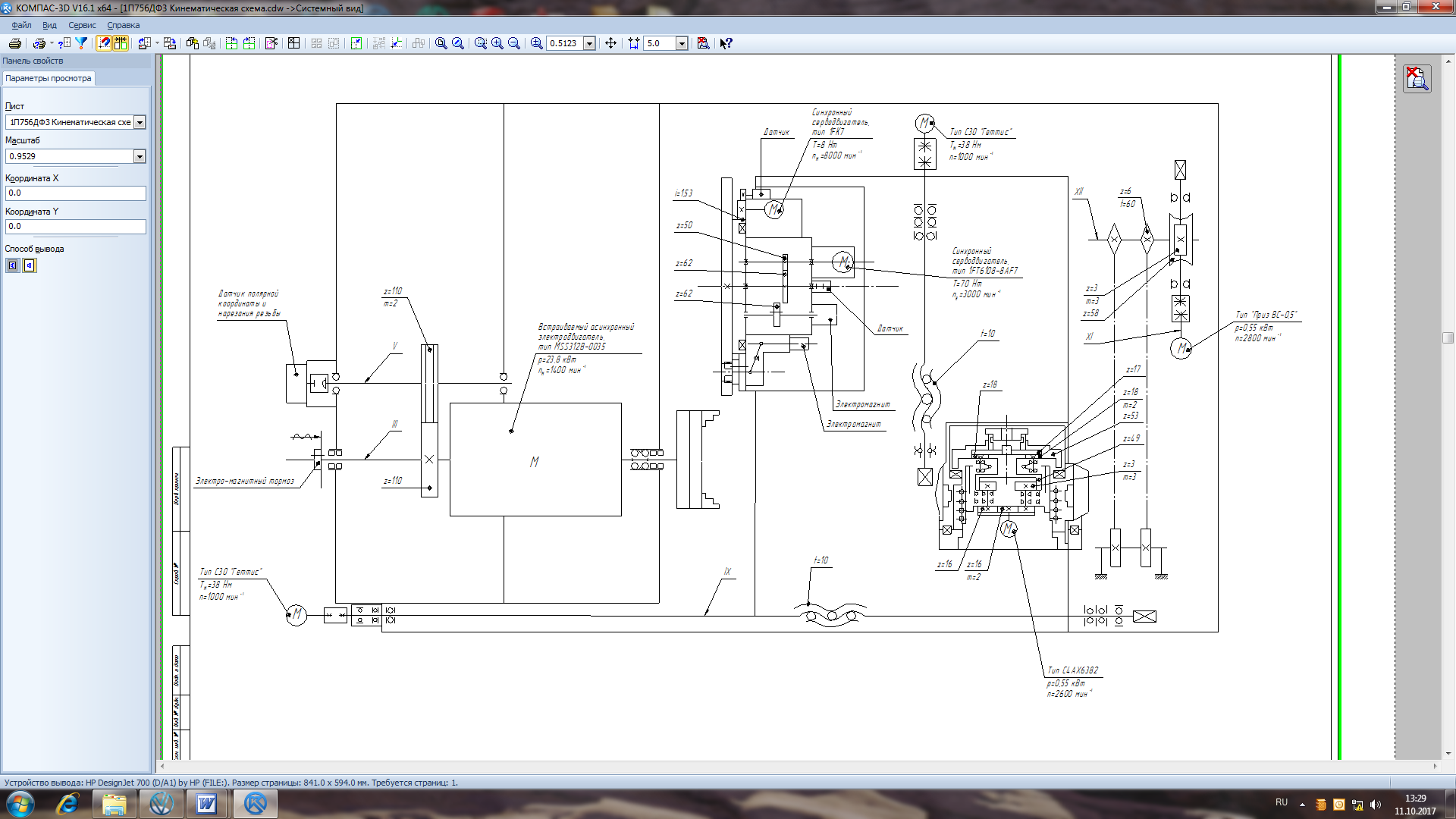
Рисунок 2.4.1 – Кинематическая схема прилагаемого варианта модернизации
2.4.2 Выбор электродвигателя главного движения
Для модернизации выбираю встраиваемый двигатель MSS312B-0035 для токарных станков являются короткозамкнутыми асинхронными двигателями с водяным охлаждением. Эти встраиваемые двигатели были специально разработаны для работы главных шпинделей с переменной скоростью на токарных станках. Выбор осуществляется по посадочному диаметру шпинделя, минимальным габаритным размерам, ввиду конструкции шпиндельной бабки станка 1П756ДФ3, и достаточной мощности (не менее 22 кВт). Технические характеристики выбранного двигателя:
Таблица 2.4.2 – Технические характеристики MSS312B-0035
|
Тип |
MSS312B-0035 |
|
Наружный диаметр A, мм |
340 |
|
Посадочный диаметр ротора С, мм |
170 |
|
Длина B, мм |
380 |
|
Масса, кг |
128,7 |
|
Мощность, кВт |
23,8 |
|
Частота вращения, об/мин |
350…1600 |
|
Момент, Нм |
650…1550 |
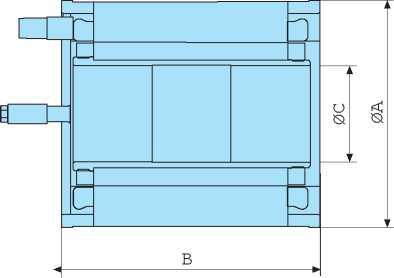

Рисунок 2.4.2 – Встраиваемый двигатель MSS312B-0035
Отличительными особенностями встраиваемых двигателей являются:
-
Компактная конструкция, получаемая вследствие распределения механических компонентов, таких как муфта, ременная передача, редуктор и датчик шпинделя.
-
Высокая удельная мощность в результате водяного охлаждения.
-
Отсутствие поперечных усилий привода способствует очень высокой точности деталей благодаря плавному, точному движению шпинделя даже на очень низких скоростях.
-
Очень короткая линейно нарастающая характеристика и время торможения.
-
Полный номинальный крутящий момент возможен даже при останове.
-
Простое сервисное обслуживание благодаря замене укомплектованных шпинделей двигателя.
-
Увеличенная жесткость привода шпинделя, достигаемая благодаря креплению компонентов двигателя между подшипниками главного шпинделя.
-
Совместимость оси C благодаря измерительной системе с полым валом, закрепленной на шпинделе.
-
Низкий уровень шума из-за отсутствия элементов станка.
-
Крутящий момент передается на шпиндель механически без зазора посредством ступенчатой цилиндрической прессовой посадке. Ротор монтируется на шпинделе методом термической усадки. Его можно демонтировать путем впрыскивания масла под давлением без влияния на поверхность соединения.
-
Ротор с втулкой предварительно сбалансирован и может быть извлечен, а впоследствии демонтирован.
-
Ротор с втулкой окончательно обработан – поэтому не нужно обрабатывать наружный диаметр ротора после монтажа.
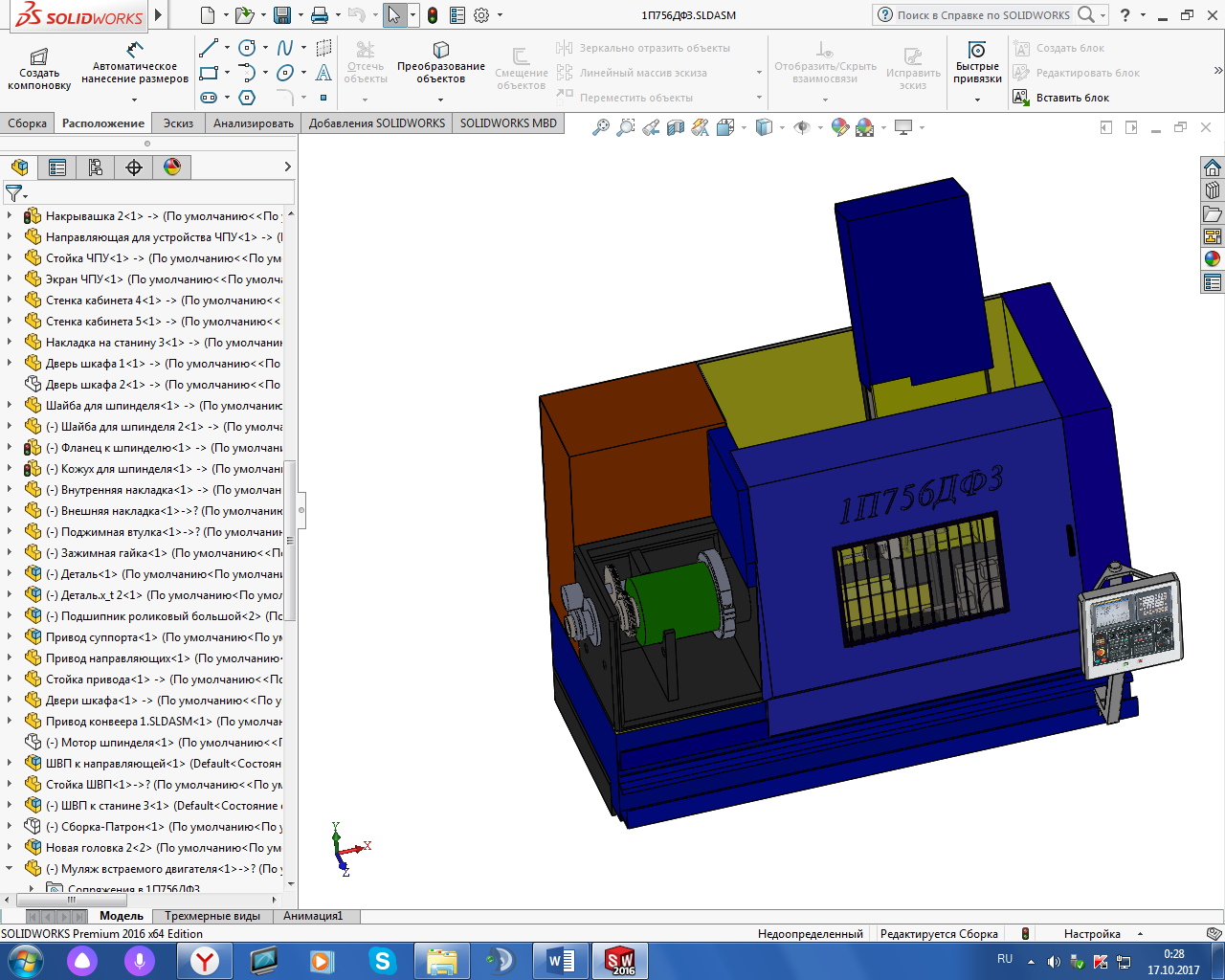
Рисунок 2.4.3 – Конструктивное положение встраиваемого двигателя
Встраиваемый двигатель устанавливается с помощью термоусадки на шпиндель станка и фиксируется от вращения под действием крутящего момента с помощью 6 винтов М6, вкручиваемых в предусмотренные изготовителем 6 отверстий на торце двигателя. Для крепления к шпиндельной бабке станка необходима переходная втулка, которая крепится к хомуту при помощи 6 болтов с шестигранной головкой М8.
При условии достижения двигателем максимального крутящего момента, рассчитаем болты на срез.
![]() ,
,
где F – сила среза, F = M/d = 1550/0,4 = 3875 Н;
τ – допускаемое напряжение на срез, для винтов из Ст. 3 τ = 144 МПа;
i – количество соединений, i = 6.
![]() мм.
мм.
Выбираем болты М8 по ГОСТ 7798-70, тогда коэффициент запаса по прочности составит k = d/dр = 8/5,7 = 1,4, чего и без учёта сил трения достаточно для удержания двигателя от поворота.
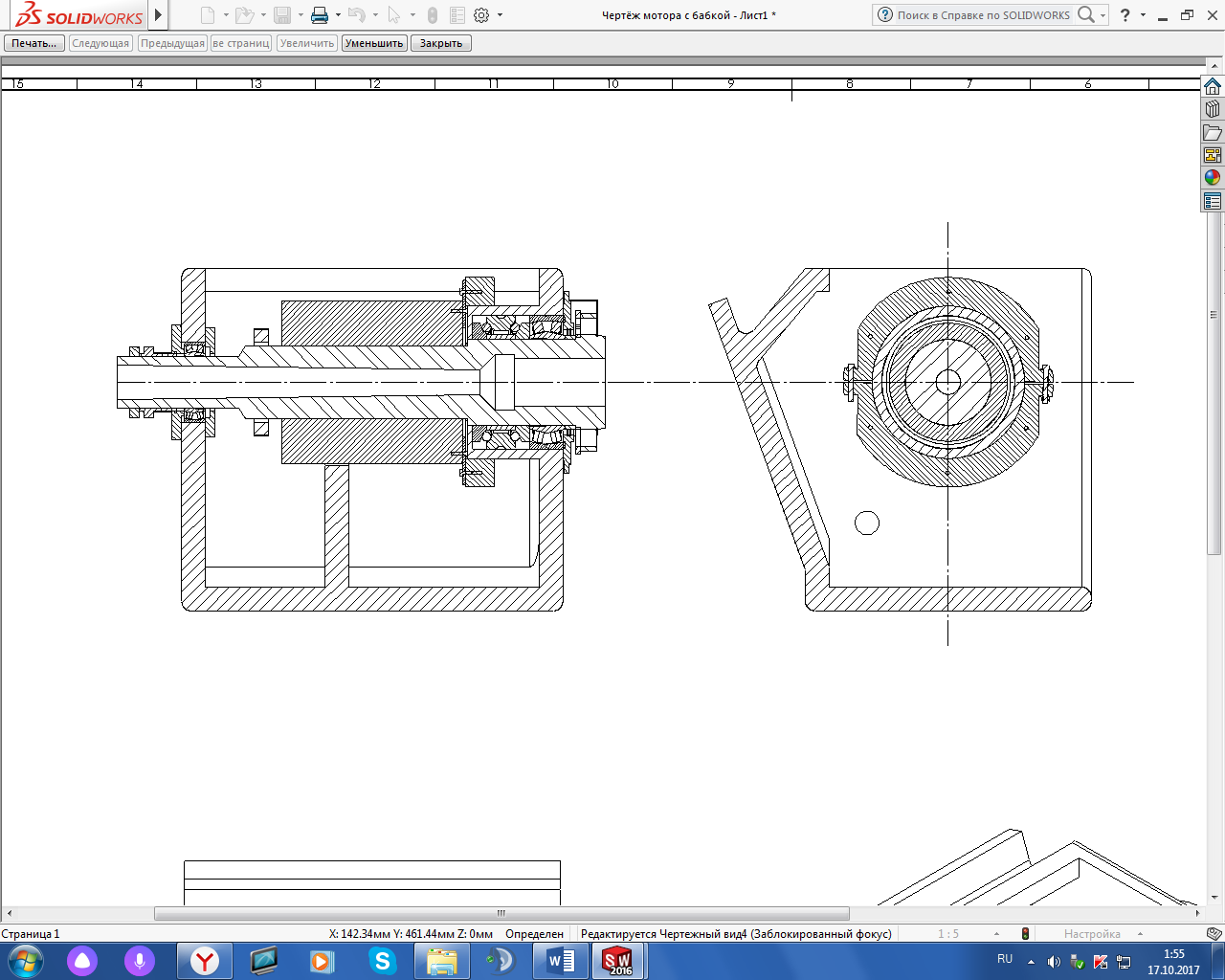
Рисунок – 2.4.4 Схема крепления встраиваемого двигателя
2.4.3 Привод полярной координаты
В встраиваемом двигателе шпинделя присутствует датчик поворота, который позволяет осуществлять точные перемещения даже в токарных станках с большим моментом и мощностью, где присутствует повышенная инерция. Поэтому не целесообразно для осуществления полярной координаты при периферийной обработки вращающимся инструментом использовать отдельный привод.
2.4.4 Выбор револьверной головки
При выборе новой револьверной головки необходимо учитывать её размеры и сравнить технические характеристики с оригиналом.
|
Характеристики |
Прежняя револьверная головка 1П756ДФ39.000 |
Новая револьверная головка Sauter 0.5.473.520 |
|
Мощность привода, кВт |
0,55 |
2,2 |
|
Количество переключаемых позиций |
8 |
8 |
|
Диаметр описанной окружности по вершинам инструмента, мм |
до 420 |
300…800 |
|
Время смены инструмента, с |
2,1 |
1,22 |
|
Масса без инструментального диска, кг |
около 18 |
около 14 |
|
Усилие зажима, Н |
500 |
3000 |
|
Габариты без диска, мм |
261х200х295 |
452х350х345 |
|
Крепление инструмента, мм |
ширина 32 |
диаметр 40 |
|
Мощность привода инструмента, кВт |
– |
8 |
|
Максимальная частота вращения приводного инструмента, об/мин |
– |
4000 |
|
Максимальный момент резания приводного инструмента, Нм |
– |
32 |
Выбранная револьверная головка с приводным инструментом Sauter 0.5.473.520 по всем показателям превосходит устаревший вариант. Хотя габариты новой револьверной головки с кожухом превосходят размеры аналога, для её установки хватит рабочего пространства, и она не будет мешать остальным узлам станка. Для её крепления на суппорте станка необходимо предусмотреть переходную плиту, чтобы обеспечить совпадение горизонтальной оси с осью станка.
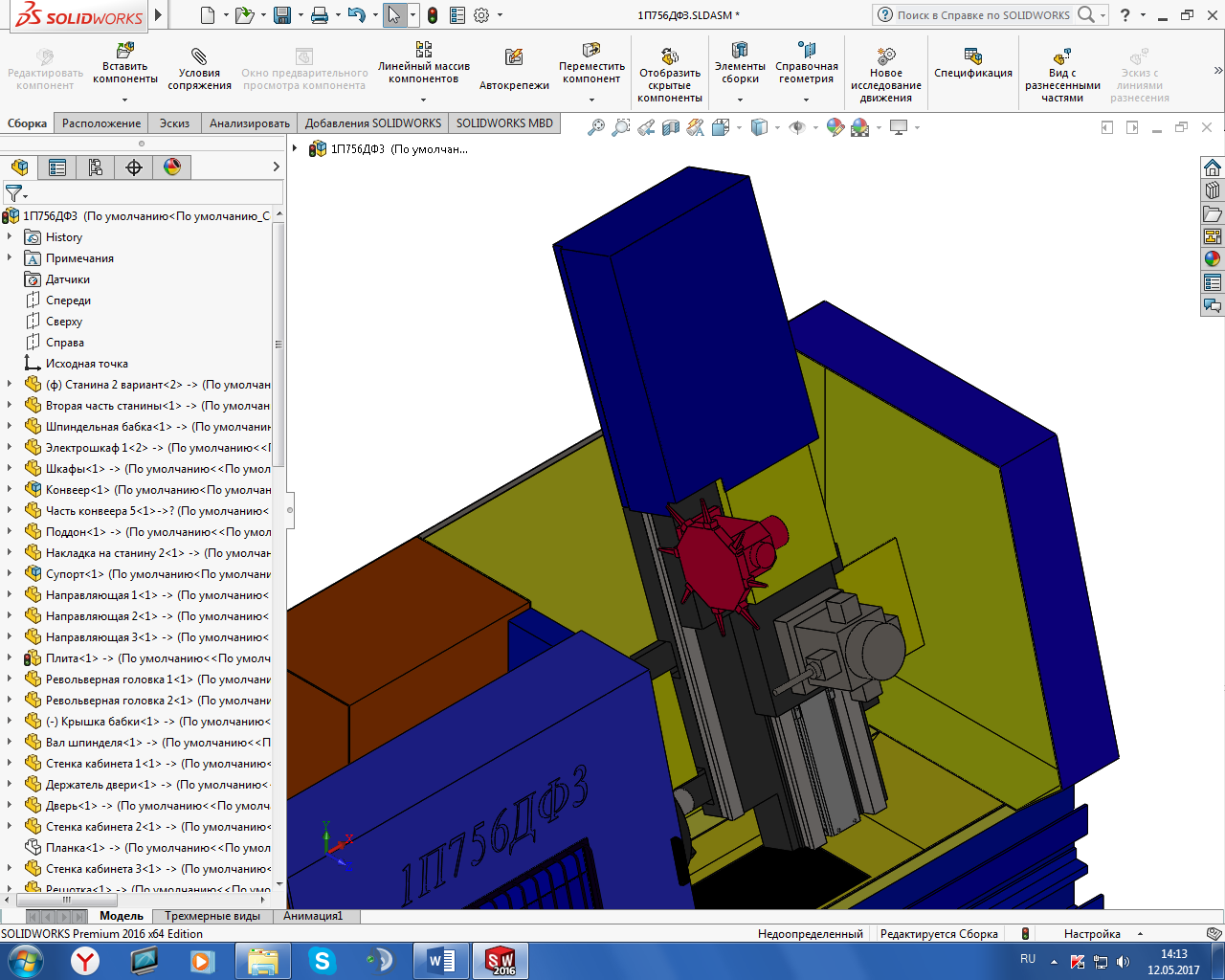
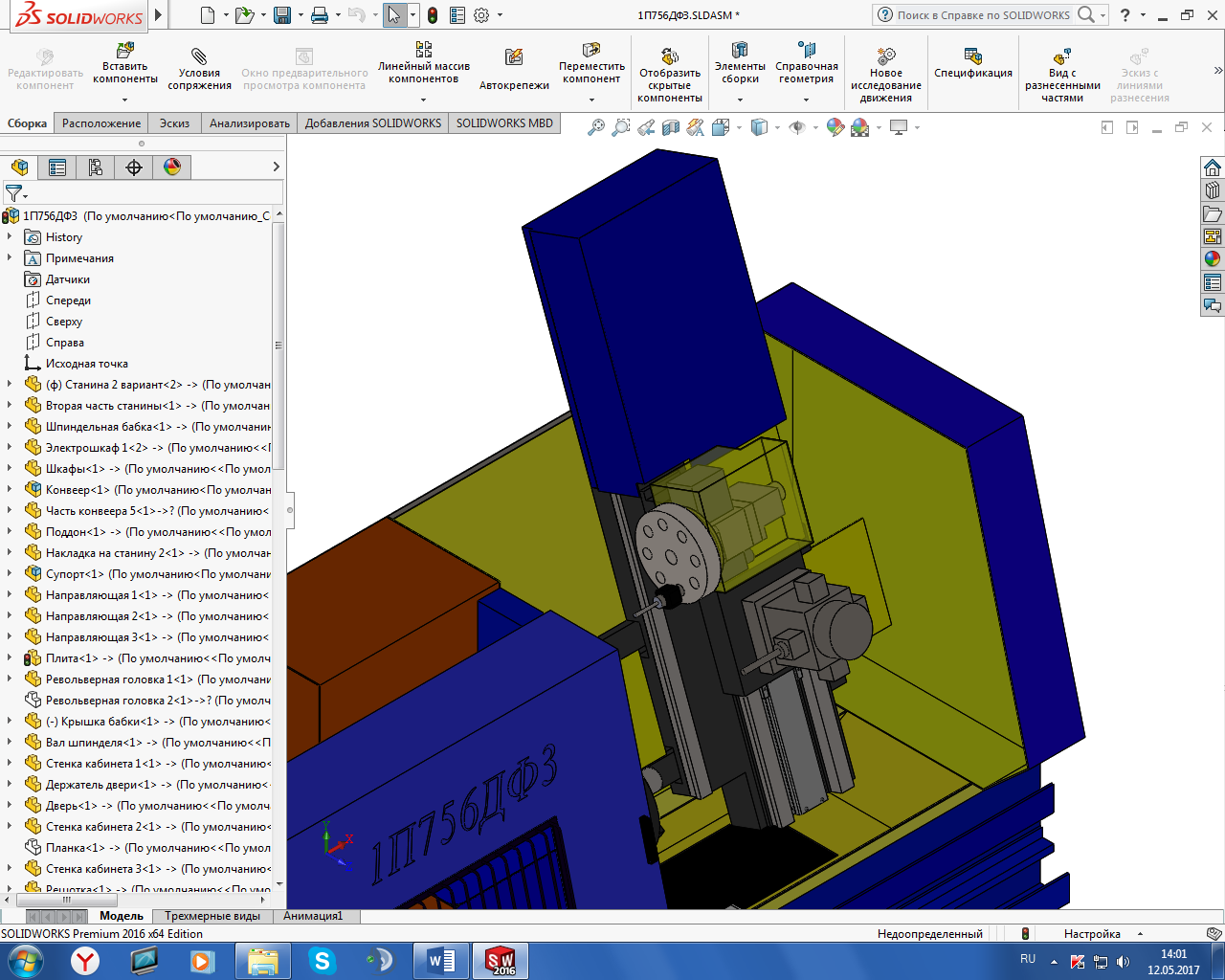
Рисунок 2.4.5 – Графический анализ реализации замены головки
Револьверная головка предназначена для обработки деталей на переднем и обратном ходе на токарных станках. Отличительные признаки:
- Надежная конструкция, простое управление, быстрое переключение
- Благодаря электромеханическому приводу для поворота и фиксации головки, не требуется дополнительных технических сред.
- Абсолютный круговой датчик положения (не требуется выезд на референтную точку)
- Высокая нагрузочная способность благодаря значительному усилию фиксации
- Фиксация с применением специального тройного хиртового зубчатого зацепления
- Невосприимчивость к столкновениям благодаря незначительной кинетической энергии привода и надёжному крепежному кольцевому пазу инструментального диска
- Возможно управление непосредственно от системы управления станком или от устройства управления SAUTER EK 501.
• Корпус в форме отливки или в форме для фланцевой установки с целью достижения наибольшей жесткости
• Пристраивание пластин радиатора для водяного охлаждения при наиболее высоких требованиях к термической стабильности
• Центральный подвод смазочно-охлаждающей жидкости под высоким давлением
• Пристраивание датчиков для контроля усилия резания
2.4.5 Описание устройства работы выбранной револьверной головки
INCLUDEPICTURE
"../../../../Дмитрий.SAMOVAR/24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image3.jpeg"
\* MERGEFORMAT INCLUDEPICTURE
"../24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image3.jpeg"
\* MERGEFORMAT
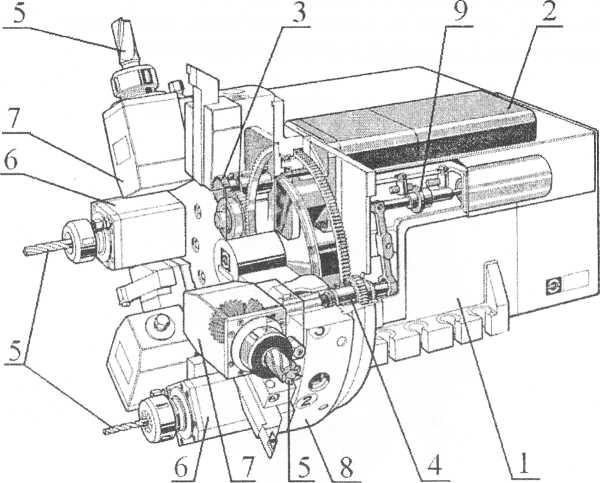
Револьверная головка состоит из корпуса 1, в котором расположен электродвигатель 2, через систему зубчатых колес 3 приводящий во вращение приводной вал 4. Вращающиеся инструменты 5, например, сверла и фрезы, устанавливаются в шпиндели инструментальных блоков 6 и 7. Оси шпинделей- инструментальных блоков 6 расположены параллельно оси приводного вала 4 и оси поворота револьверного диска 8, что позволяет вести обработку осевых отверстий и торцевых поверхностей обрабатываемых заготовок. Оси шпинделей инструментальных блоков 7 расположены перпендикулярно оси приводного вала 4. Инструменты, 5 закрепляемые в блоках 7, служат для обработки радиальных отверстий, а также продольных лысок и пазов на цилиндрических поверхностях заготовок. Инструментальные блоки 7 приводятся во вращение через конические зубчатые передачи 8. Для включения и выключения передачи вращения на инструментальные блоки 6 и 7 при повороте револьверного диска 8 во время смены инструмента приводной вал 4 выполнен с возможностью осевого перемещения от механизма включения 9.
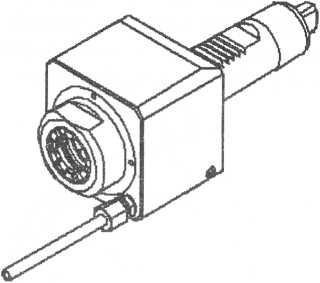
Для расширения возможностей обработки используют блоки помимо соосного и угловым расположением инструмента. Профиль сопряжения по DIN5482 B17х14 диаметром под крепления инструмента 40 мм.
INCLUDEPICTURE
"../../../../Дмитрий.SAMOVAR/24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image4.jpeg"
\* MERGEFORMAT INCLUDEPICTURE
"../24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image4.jpeg"
\* MERGEFORMAT
 INCLUDEPICTURE
"../../../../Дмитрий.SAMOVAR/24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image5.jpeg"
\* MERGEFORMAT INCLUDEPICTURE
"../24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image5.jpeg"
\* MERGEFORMAT
INCLUDEPICTURE
"../../../../Дмитрий.SAMOVAR/24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image5.jpeg"
\* MERGEFORMAT INCLUDEPICTURE
"../24B5~1.SAM/AppData/Local/Temp/FineReader12.00/media/image5.jpeg"
\* MERGEFORMAT