Материал: СТС-14 Макаров Д.В
Припуск на шлифование:
![]()
Результаты расчета длинновых операционных размеров сводятся в ведомость расчета (таблица 9.1), состоящую из двух частей:
1. исходные размеры - это заданные чертежные размеры и принятые операционные размеры;
2. производные размеры - это операционные размеры.
Таблица 1.9.1 — Ведомость расчета длинновых операционных размеров
|
Обозначение размеров |
Заданный исходный размер |
Полученный исходный размер с учетом корректировки |
Обозначение размеров |
Величина принятого допуска |
Уравнение размерной цепи |
Расчетный операционный размер |
Величина корректировки |
Принятый операционный размер |
||
|
max |
min |
max |
min |
|||||||
|
4С13 |
133+0,26 |
133,26 |
133 |
4А13 |
0,26 |
4С13 = 4А13 |
133,26 |
133 |
– |
133+0,26 |
|
4’C5 |
8-0,01 |
8 |
7,99 |
4’A5 |
0,01 |
4’C5 = 4’A5 |
8 |
7,99 |
– |
8-0,01 |
|
4C5 |
16-0,012 |
16 |
15,988 |
4A5 |
0,012 |
4C5 = 4A5 |
16 |
15,988 |
– |
16-0,012 |
|
6Z5 |
0,025+0,025 |
0,035 |
0,025 |
6A4’ |
0,025 |
6Z5=6A4’ – 4’A5 |
8,04 |
8,025 |
0,001 |
8,04-0,014 |
|
6Z5 |
0,025+0,025 |
0,037 |
0,025 |
6A4 |
0,025 |
6Z5 = 6A4 – 4A5 |
16,038 |
16,025 |
0,001 |
16,038-0,012 |
|
4C9 |
139-0,027 |
139 |
138,973 |
9A4 |
0,027 |
4C5 + 5C9 = 9A4 |
139 |
138,973 |
– |
139-0,027 |
|
3’Z4’ |
0,025+0,21 |
0,035 |
0,025 |
3’A6 |
0,21 |
3’Z4’= 3’A6 – 6A4’ |
8,26 |
8,065 |
0,005 |
8,26-0,2 |
|
3Z4 |
0,025+0,21 |
0,037 |
0,025 |
3A6 |
0,21 |
3Z4 = 3A6 – 6A4 |
16,26 |
16,063 |
0,003 |
16,26-0,2 |
|
3Z4 |
0,025+0,21 |
0,052 |
0,025 |
3A9 |
0,21 |
3Z4 = 3A9 – 9A4 |
139,208 |
139,025 |
0,017 |
139, 2-0,2 |
|
7Z6 |
0,21+0,21 |
0,31 |
0,21 |
7A3’ |
0,21 |
7Z6 = 7A3’ – 3’A6 |
8,48 |
8,47 |
0,21 |
8,68-0,2 |
|
7Z6 |
0,21+0,21 |
0,33 |
0,21 |
7A3 |
0,21 |
7Z6 = 7A3 – 3A6 |
16,48 |
16,47 |
0,21 |
16,68-0,2 |
|
10Z9 |
0,21+0,32 |
0,47 |
0,21 |
10A3 |
0,32 |
10Z9 = 10A3 – 3A9 |
139,42 |
139,41 |
0,21 |
139,6-0,2 |
|
2Z3 |
0,21+0,32 |
0,33 |
0,21 |
7A2 |
0,32 |
2Z3 = 7A2 – 7A3 |
17,01 |
16,89 |
0,11 |
17,1-0,2 |
|
13Z12 |
0,21+0,32 |
0,47 |
0,21 |
2A12 |
0,36 |
13Z12 = 2Z3 + 3Z4–2A12+ 4А13 |
133,025 |
132,975 |
0,05 |
132,8+0,2 |
|
2Z3 |
0,32+0,32 |
0,47 |
0,21 |
10A2 |
0,32 |
2Z3 = 10A2 – 10A3 |
139,93 |
139,81 |
0,08 |
140-0,2 |
|
1Z2 |
0,32+1,1 |
0,75 |
0,32 |
1A7 |
1,1 |
1Z2 = 1A7 – 7A2 |
18,32 |
17,42 |
1,08 |
19,4-1,9 |
|
1Z2 |
0,32+1,1 |
1,32 |
0,32 |
1А10 |
1,1 |
1Z2 = 1А10 – 10A2 |
141,22 |
140,52 |
1,3 |
142,5-1,7 |
|
8Z7 |
1,1+2,5 |
3,6 |
1,1 |
1A8 |
|
8Z7 = 1A8 – 1A7 |
21,1 |
20,5 |
1,5 |
|
|
11Z10 |
1,1+3,6 |
4,7 |
1,1 |
1A11 |
|
11Z10 = 1A11 – 1A10 |
145,2 |
143,3 |
2,7 |
|
1.9.2 Расчет диаметральных операционных размеров
Применение теории графов для поверхностей вращения затруднительно и нерационально. При обработке поверхностей с двухсторонним припуском расчет операционных размеров целесообразно вести с применением статистического метода по номинальному значению. Величина припусков принимается в зависимости от точности обработки и размеров поверхности.
Ведомость расчета операционных размеров представлена в таблице 1.9.2.
Таблица 1.9.2 – Ведомость размеров при обработке поверхностей вращения
|
№ оп. |
Наименование операции |
Операционные припуск |
Операционный размер |
||
|
формула расчета |
принятый размер |
||||
|
Обработка поверхности Ø260, h6, Ra 2.5 |
|||||
|
Заг. |
штамповка |
Zш = 4 |
Dш = D10 + 2Z10 |
D20
=
|
|
|
05 |
точение черновое |
Z10 = 1,1+0,6 |
D10 = D20 + 2Z20 |
D20 =261,5-0,6 |
|
|
20 |
точение чистовое |
Z20 = 0,32+0,2 |
D20 = D30 + 2Z30 |
D20 =260,5-0,2 |
|
|
30 |
шлифование |
Z30 = 0,21+0,032 |
D30 = Dчерт |
D30 = 260-0,032 |
|
|
Обработка поверхности Ø82, h14, Ra 3.2 |
|||||
|
Заг. |
штамповка |
Zш = 2,8 |
Dш = D10 + 2Z10 |
D20
=
|
|
|
10 |
точение черновое |
Z10 = 1,1+0,6 |
D10 = D25 + 2Z25 |
D10 = 83-0,6 |
|
|
25 |
точение чистовое |
Z25 = 0,32+0,14 |
D25 = Dчерт |
D30 = 82-0,74 |
|
|
Обработка поверхности Ø60, F8, Ra 2.5 |
|||||
|
10 |
сверление |
Zс = 28 |
D = D10 - 2Z10 |
D20 =55,5+0,6 |
|
|
10 |
точение черновое |
Z10 = 1,1+0,4 |
D10 = D20 - 2Z20 |
D20 =58,5+0,4 |
|
|
20 |
точение чистовое |
Z20 = 0,32+0,12 |
D20 = D30 - 2Z30 |
D20 =59,38+0,12 |
|
|
30 |
шлифование |
Z30 = 0,21+0,1 |
D30 = Dчерт |
D30
=
|
|
|
Обработка поверхности Ø17, Н14, Ra 6.3 |
|||||
|
25 |
сверление |
Z25 = 8,5 |
D25 = Dчерт |
D25 = 17+0,43 |
|
|
Обработка поверхности Ø8, H8, Ra 3.2 |
|||||
|
40 |
сверление |
Zс = 3,95 |
D40 = D40 – 2Z40 |
D20 =7,9+0,1 |
|
|
40 |
развертывание |
Z40 = 0,05+0,018 |
D40 = Dчерт |
D40 = 8+0,018 |
|
|
Обработка поверхности ØМ8, 5H6H, Ra 3.2 |
|||||
|
40 |
сверление |
Zр = 3,5 |
D40 = D40 – 2Z40 |
D20 = 7+0,1 |
|
|
40 |
резьбонарезание |
Z40 = 0,5+0,006 |
D40 = Dчерт |
D40 = М8 5Н6Н |
|
1.9.3 Корректировка размеров заготовки
После определения операционных размеров и припусков необходимо произвести корректировку размеров заготовки, которые первоначально были назначены предварительно для проектирования технологического процесса изготовления детали.
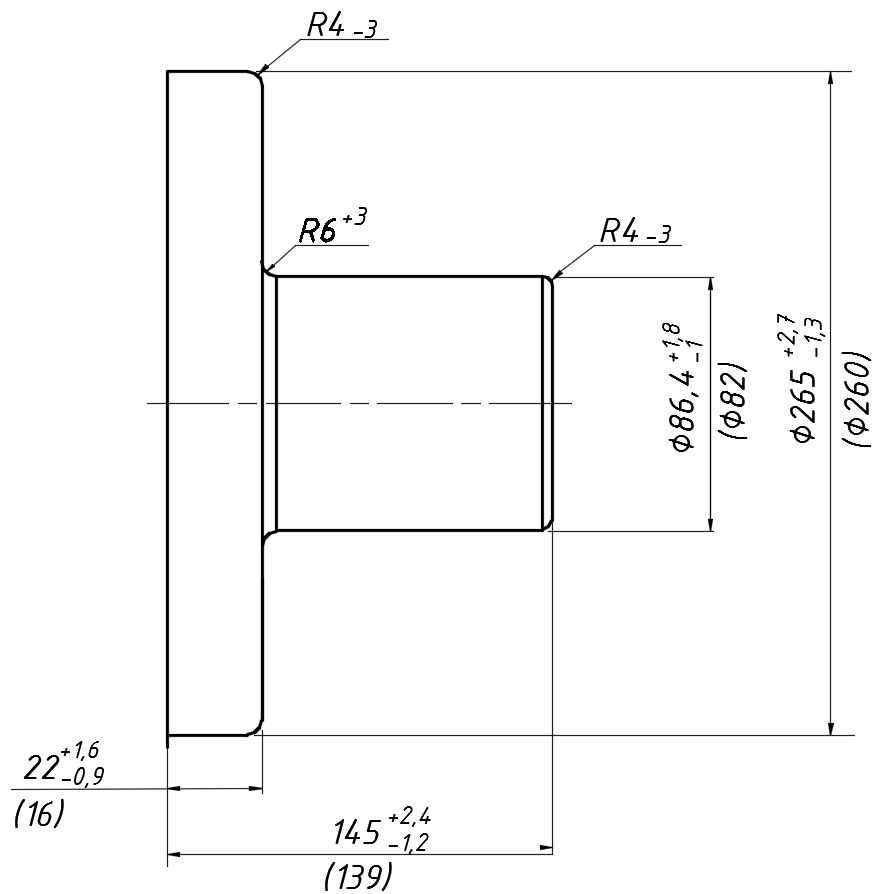
Рисунок 1.9.3 – Скорректированные размеры штамповки
2 Конструкторская часть
2.1 Обоснование целесообразности модернизации
На станке 1П756ДФ3 возможно выполнить черновые и чистовые токарные операции по обработке наружных, внутренних цилиндрических поверхностей, а также обработать коническую поверхность на фланце. Для этого на суппорте имеются две револьверные головки с креплениями инструментов для поверхностной и осевой обработки. Благодаря установке новой револьверной головки с приводным инструментом, оснащения передней бабки станка шпинделем полярной координаты и установке детали в цанговой концевой оправке на токарно-револьверном станке появилась возможность выполнить сверлильную и фрезерную операции. Техпроцесс изготовления детали значительно упростится за счёт концентрации операций на одном рабочем месте, высвобождается сверлильное и фрезерное оборудование. Наличие на станке системы ЧПУ значительно уменьшает вспомогательное время обработки. Все это делает процесс изготовления детали типа «Стакан» более производительным и экономически выгодным на данном станке.
2.2 Описание и анализ конструкции станка 1п756дф3
2.2.1 Назначение станка и область применения
Токарно-револьверный станок с ЧПУ 1П756ДФ3 предназначен для обработки цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей, сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб. Наличие большого числа вариаций частотой вращения шпинделя и подачей даёт возможность обрабатывать детали из чёрных, легированных, цветных металлов и сплавов.
Выполнение направляющих станины в наклонной плоскости (под углом 20° к вертикали) обеспечивает свободный ход суппорта и позволяет легко удалять стружку из зоны обработки, оператору обеспечен свободный доступ к обрабатываемой детали. Такая компоновка объединяет станину и основание, что уменьшает габариты станка.
Накладные направляющие продольного и поперечного перемещений выполнены из закаленной стали, что в сочетании с опорами качения и антифрикционными накладками длительно сохраняет точность полуавтомата.
Полуавтомат оснащен системой ЧПУ «Электроника НЦ-31». Разработаны модификации полуавтомата с устройствами ЧПУ типа «Sinumerik 7T» фирмы «Siemens» (ФРГ), «System 6T» фирмы «Fanuc» (Япония), «Contor 32» фирмы «Olivetti» (Италия), а также с отечественными УЧПУ.
Станок можно модернизировать отечественными и иностранными комплектующими: систему ЧПУ, главный привод, револьверную головку, привод подач, транспортер стружки и др. Также возможна стыковка станка с различными роботами, возможно применение в комплексе с роботами, в составе автоматических участков и линий.
У полуавтомата удачная компоновка. Транспортёр для отвода стружки выдвигается на заднюю сторону полуавтомата. Электрооборудование и шкафы, устройство ЧПУ также размещены непосредственно в кабинете станка и не мешают выполнению рабочих операций, а все устройства управления сосредоточены в одном передвижном пульте.
Всё это значительно экономит производственные площади и увеличивает удобство эксплуатации.
Шпиндельный узел имеет жесткую конструкцию и высокую виброустойчивость, движение на него передается от двигателя постоянного тока через автоматическую трёхступенчатую коробку передач.
Приводами продольной и поперечной подач служат высокомоментные электродвигатели, это позволяет обрабатывать детали с высокой производительностью на интенсивных режимах резания.
Смена инструмента автоматическая, с помощью двух револьверных головок. Охлаждение в зоне резания осуществляется через инструментальные блоки.
Класс точности полуавтомата П по ГОСТ 8—77. Шероховатость поверхностей Rа 2,5 мкм по ГОСТ 2789—73.
Разработчиком станка является «Рязанское специальное конструкторское бюро станкостроения». Существуют разные модификации токарного-револьверного станка 1П756: 1П756ДФ3 - модель станка 1979 года с системой ЧПУ Bosch CNC System 5; 1П756ВДФ3 - модель станка высокой точности 1979 года с системой ЧПУ Альфа 2М; 1П756ВДФ311 - модель станка высокой точности 1979 года с системой ЧПУ МС2101.01 (НЦ-80); 1П756ДФ311 - система ЧПУ 2С85; 1П756ДФ321 - система ЧПУ Электроника НЦ-31; 1П756ДФ398 - система ЧПУ Sinumerik 7T; 1П756Ф4 - модель станка 1986 года с системой ЧПУ Электроника НЦ-80-31.
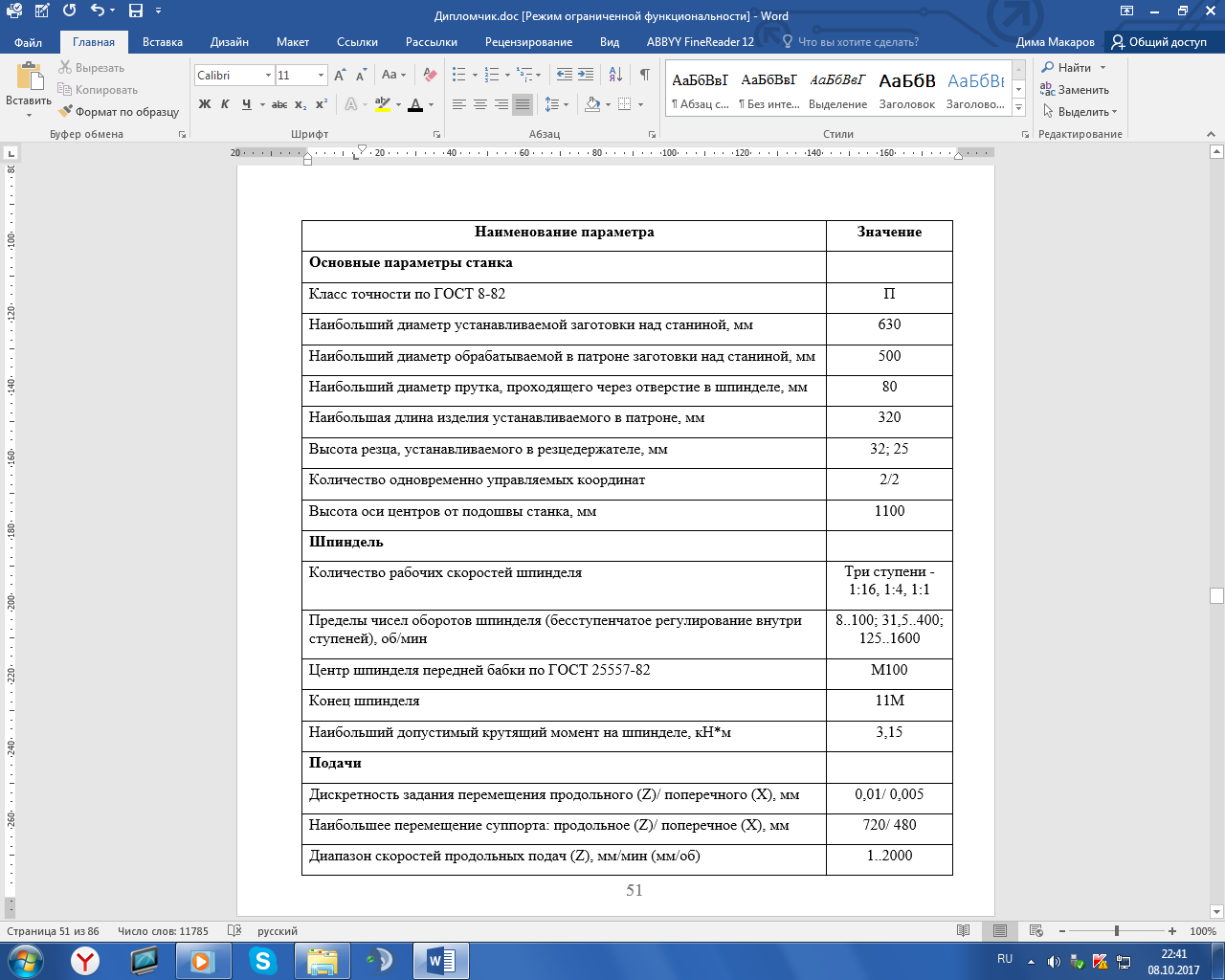
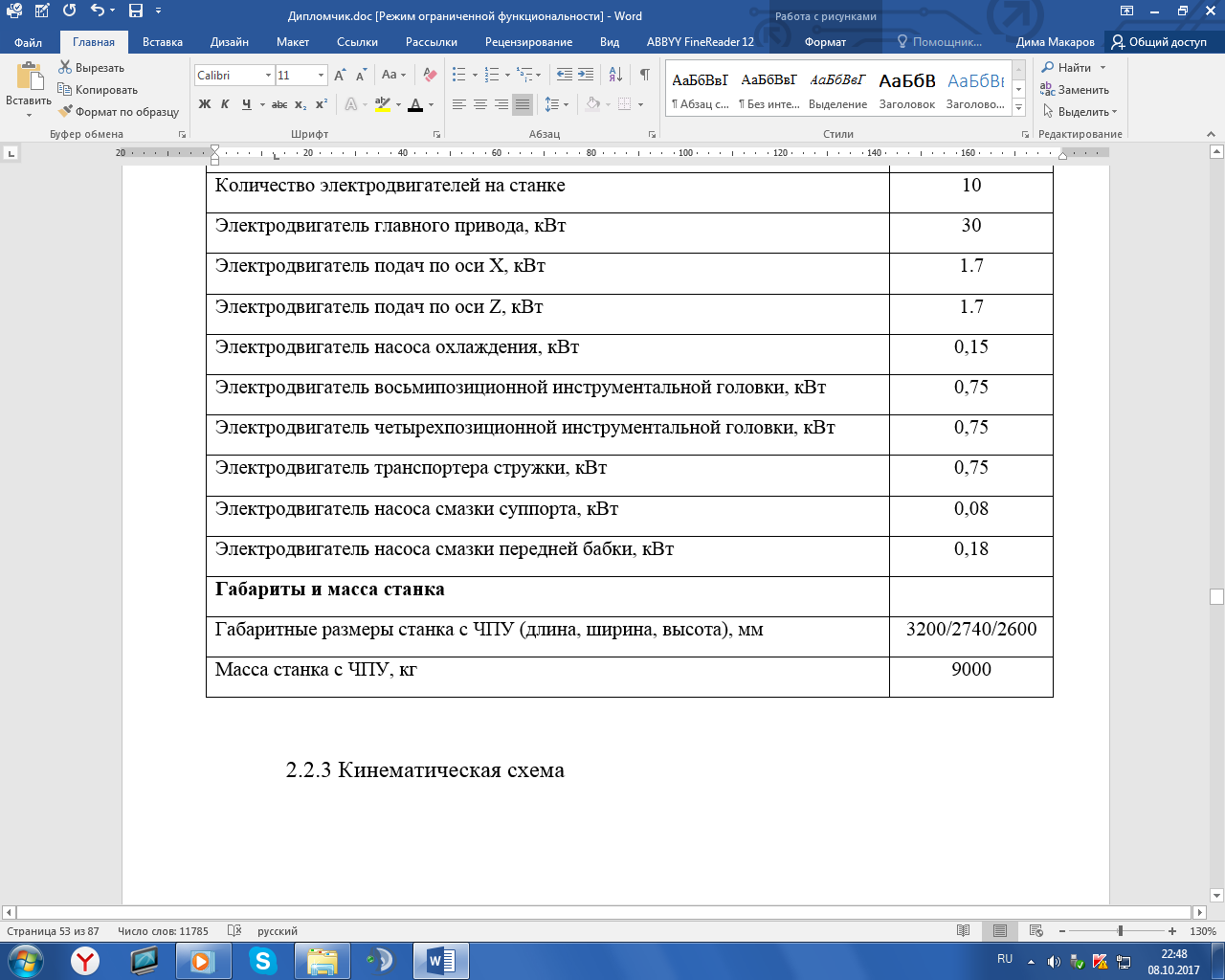
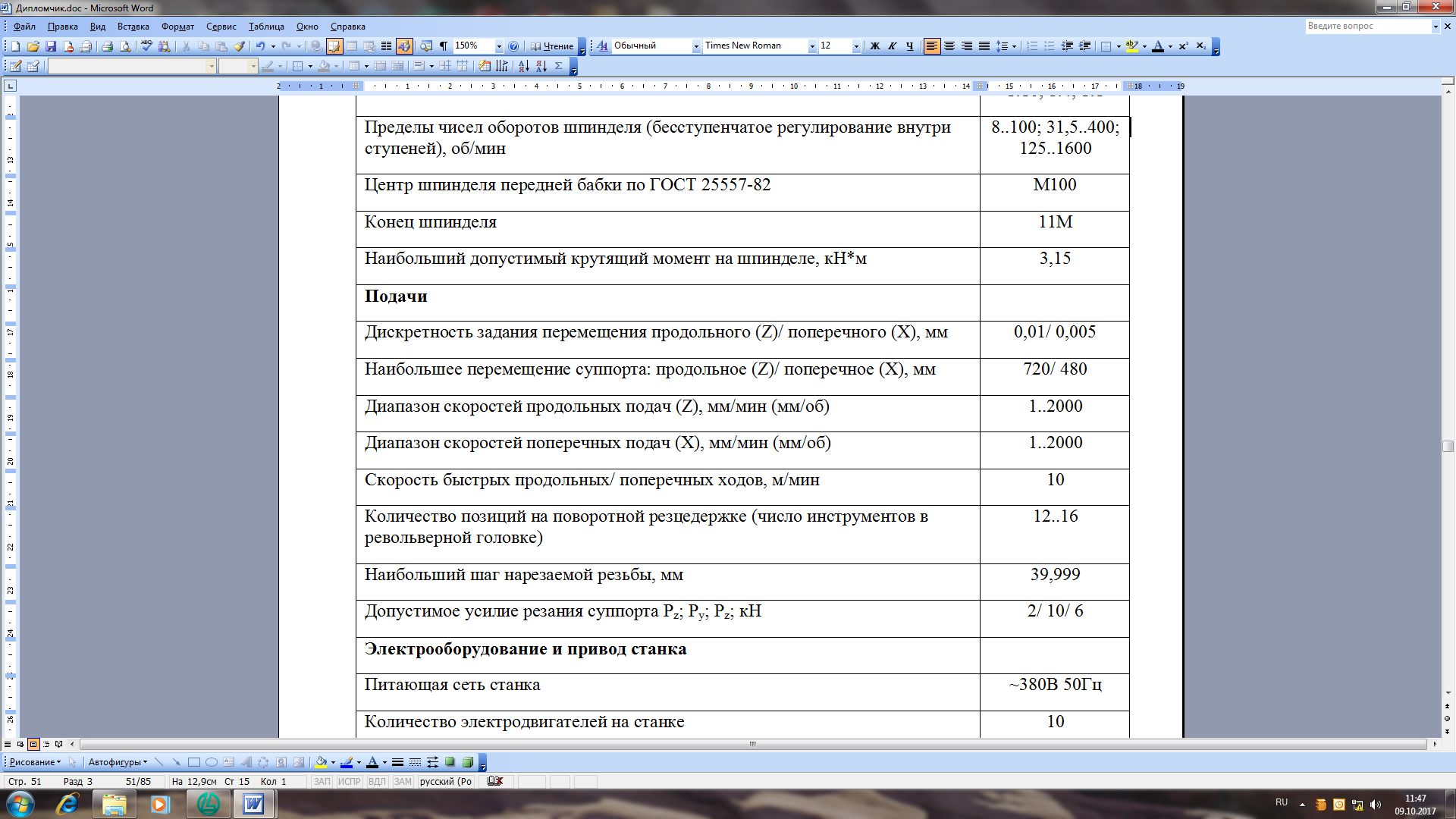
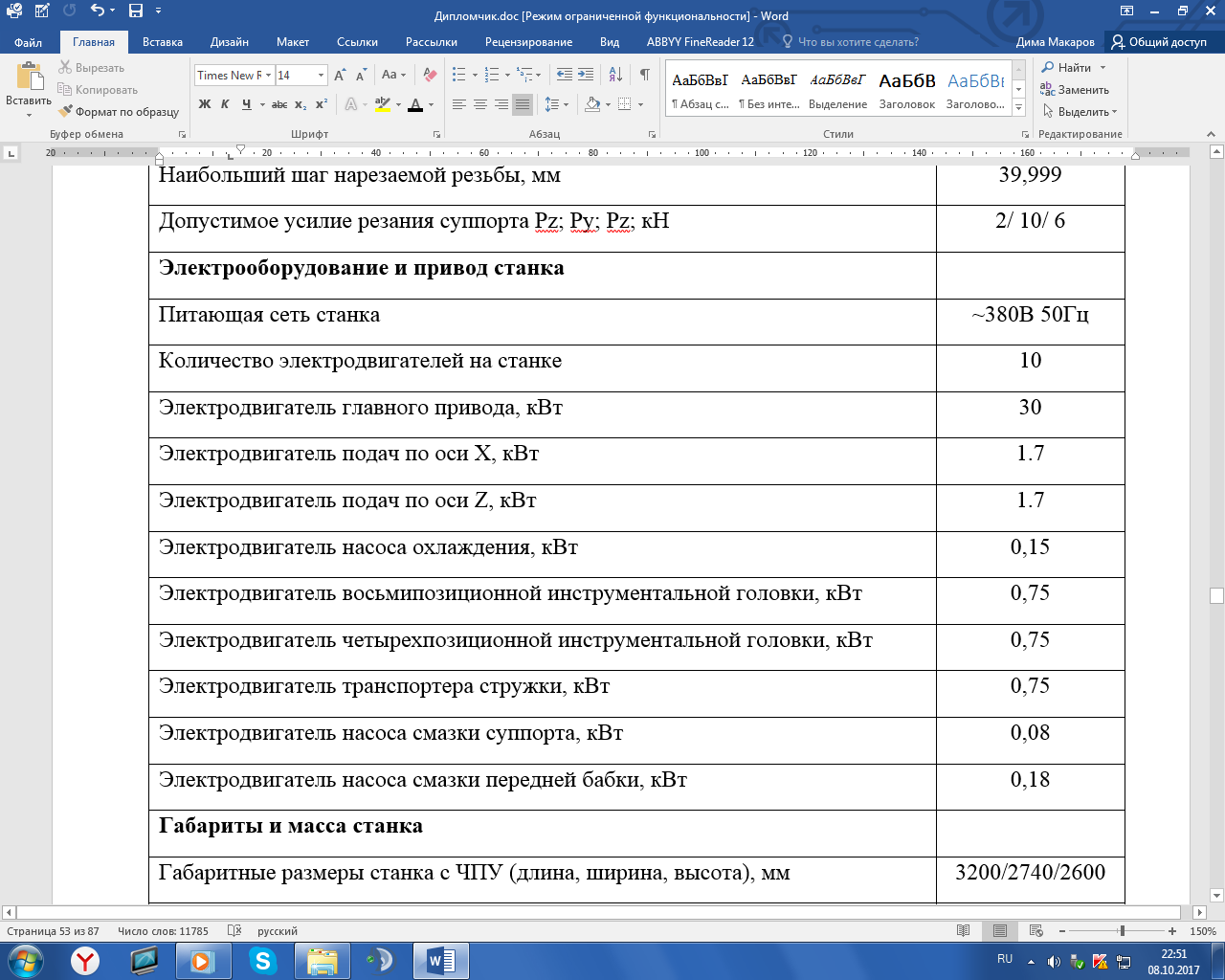
2.2.2 Технические характеристики станка 1П756ДФ3
2.2.3 Кинематическая схема
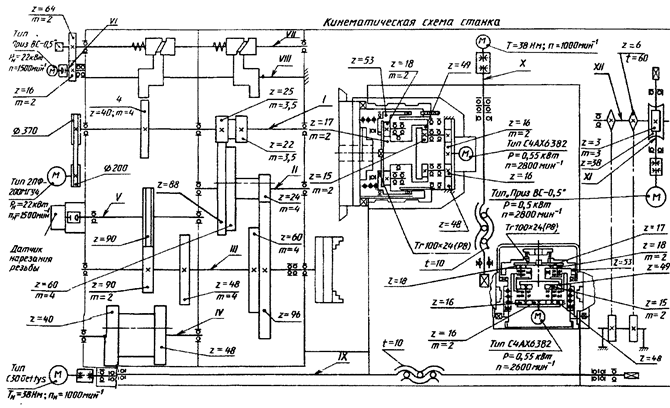
Рисунок 2.2.3 – Кинематическая схема станка 1П756ДФ3