Материал: СТС-14 Макаров Д.В
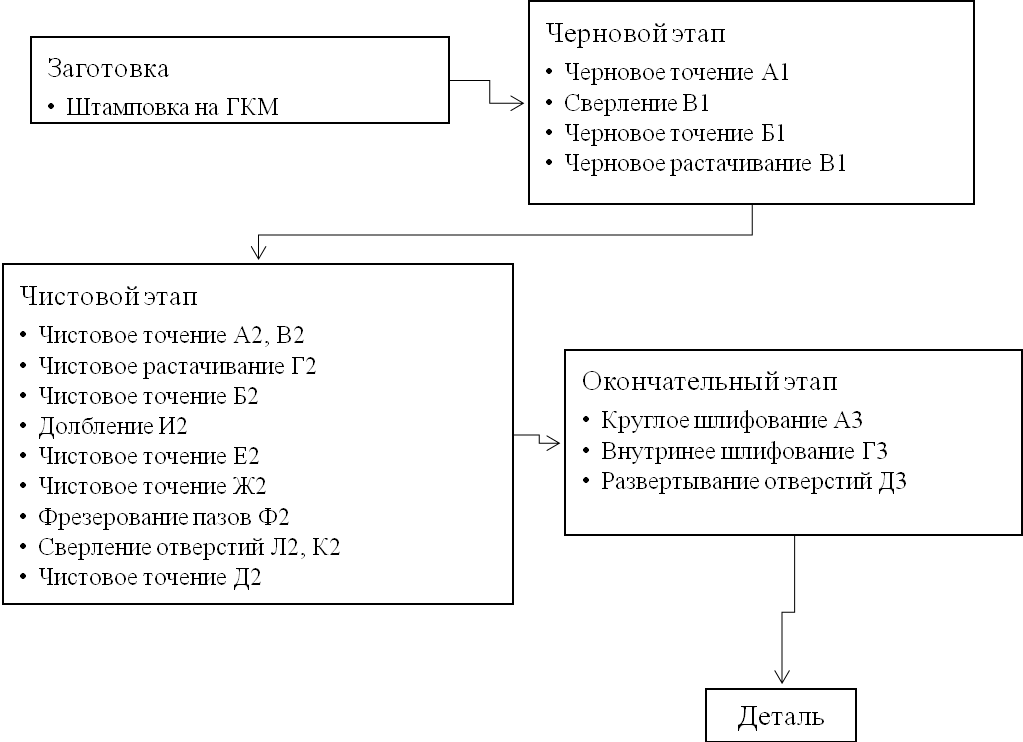
Теперь графически изобразим набор методов обработки по каждой обрабатываемой поверхности детали:
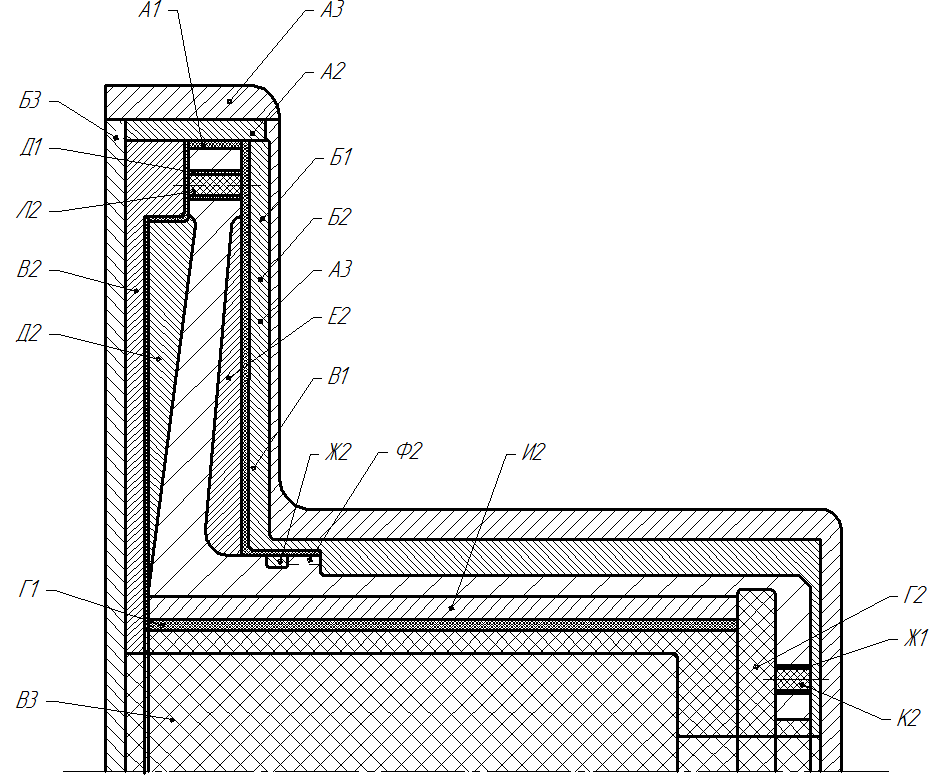
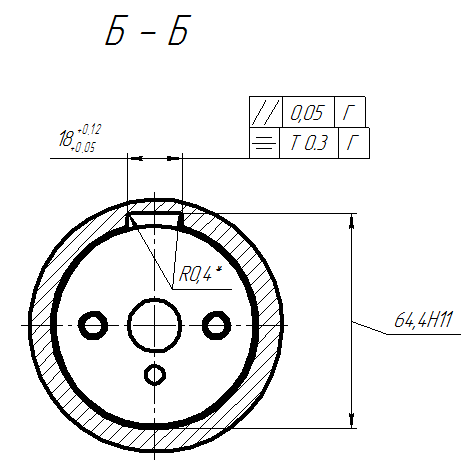
Рисунок 5.1 – Методы обработки детали (Позиции А1, Б1, В1, Г1 – шлифование; Ж1 – нарезка резьбы; А2, Б2, В2, Г2, Д2, Е2, Ж2 – чистовое точение; Ф2 – фрезерование; И2 – долбление; Л2, К2 – сверление; Д3 – развёртывание, А3, Б3, В3 – черновое точение (сверление)).
1.7.2 Последовательность обработки поверхностей заготовки
В данном пункте мы наметим последовательность обработки поверхностей стяжки и примерно сформируем операции, которые в дальнейшем уточним.
Сначала необходимо обработать те поверхности, относительно которых большинство других должны занять положение, требуемое служебным назначением. После этого, используя обработанные поверхности в качестве технологических, а по возможности и измерительных баз, следует обработать другие поверхности, координируемые относительно них. Последовательность обработки должна, по возможности, обеспечить как можно меньшее число перестановок детали.
Учитывая все эти факторы, определяем последовательность обработки поверхностей заготовки.
Наметив последовательность обработки поверхностей детали, следует выбрать средства обработки, приспособления и режущие инструменты, определить количество переходов технологического процесса необходимых для того, чтобы перейти от заготовки к готовой детали, затем скомпоновать из переходов операции.
Эскиз детали с указанными обрабатываемыми поверхностями представлены на рисунке 5.1.
Таблица 7.2 – Определение последовательности обработки
|
Метод обработки |
Обрабатываемые поверхности |
|
Черновое точение |
А3, Б 3 |
|
Сверление |
В3 |
|
Чистовое точение |
А2, Б2, В2, Г2, Д2 |
|
Фрезерование |
Ж2 |
|
Сверление |
К2, Л2 |
|
Долбление |
И2 |
|
Шлифование |
А1, Б1, В1, Г1 |
|
Нарезание резьбы |
Ж1 |
1.7.3 Формирование схемы технологического маршрута
Для того чтобы окончательно сформировать технологический маршрут обработки следует выбрать оборудование, режущий инструмент, выбрать режимы резания, определить трудоемкость выполнения переходов и окончательно скомпоновать переходы в операции. При объединении переходов в операции стремятся к тому, чтобы в процессе обработки иметь, возможно, меньшее число установок и переустановок детали; использовать для обработки наименьшее количество единиц оборудования и сделать маршрут обработки по возможности наиболее коротким.
Оборудование для конкретной операции должно соответствовать методу обработки, необходимой точности, габаритным размерам детали, программе обрабатываемых на ней деталей, режимам резания. Необходимо учитывать и загрузку станка, и его стоимость. При выборе приспособлений необходимо помнить, что специальные приспособления можно применять только в тех случаях, когда это вызывается необходимостью получения соответствующей точности поверхности и сокращение трудоемкости на установке деталей.
При выборе режущего инструмента также необходимо стремиться к использованию нормализованного.
1.7.4 Построение эскизного технологического маршрута
Этот пункт является обобщением предыдущих 3-х пунктов, в нём мы конкретизируем операции, составляем переходы, выбираем конкретный инструмент к каждой операции, а также вычерчиваем эскиз заготовки по мере превращения ее в готовую деталь.
Таблица 7.1 – Технологический маршрут изготовления детали «Стакан»
|
№ оп. |
Содержание операции |
Эскиз обрабатываемой детали |
Вид, модель оборудования |
|
ЗАГ |
Штамповка |
|
ГКМ |
|
|
|
||
|
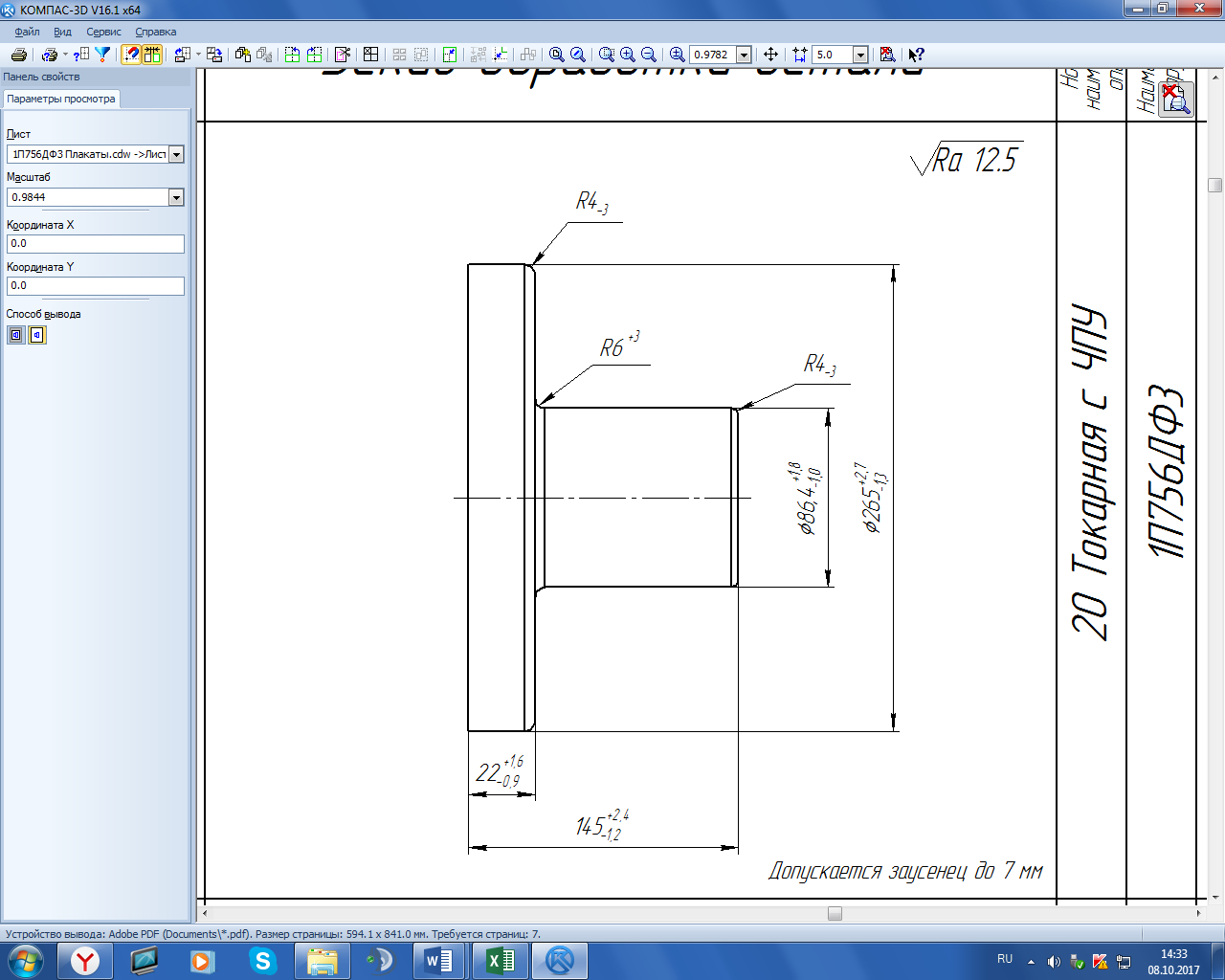
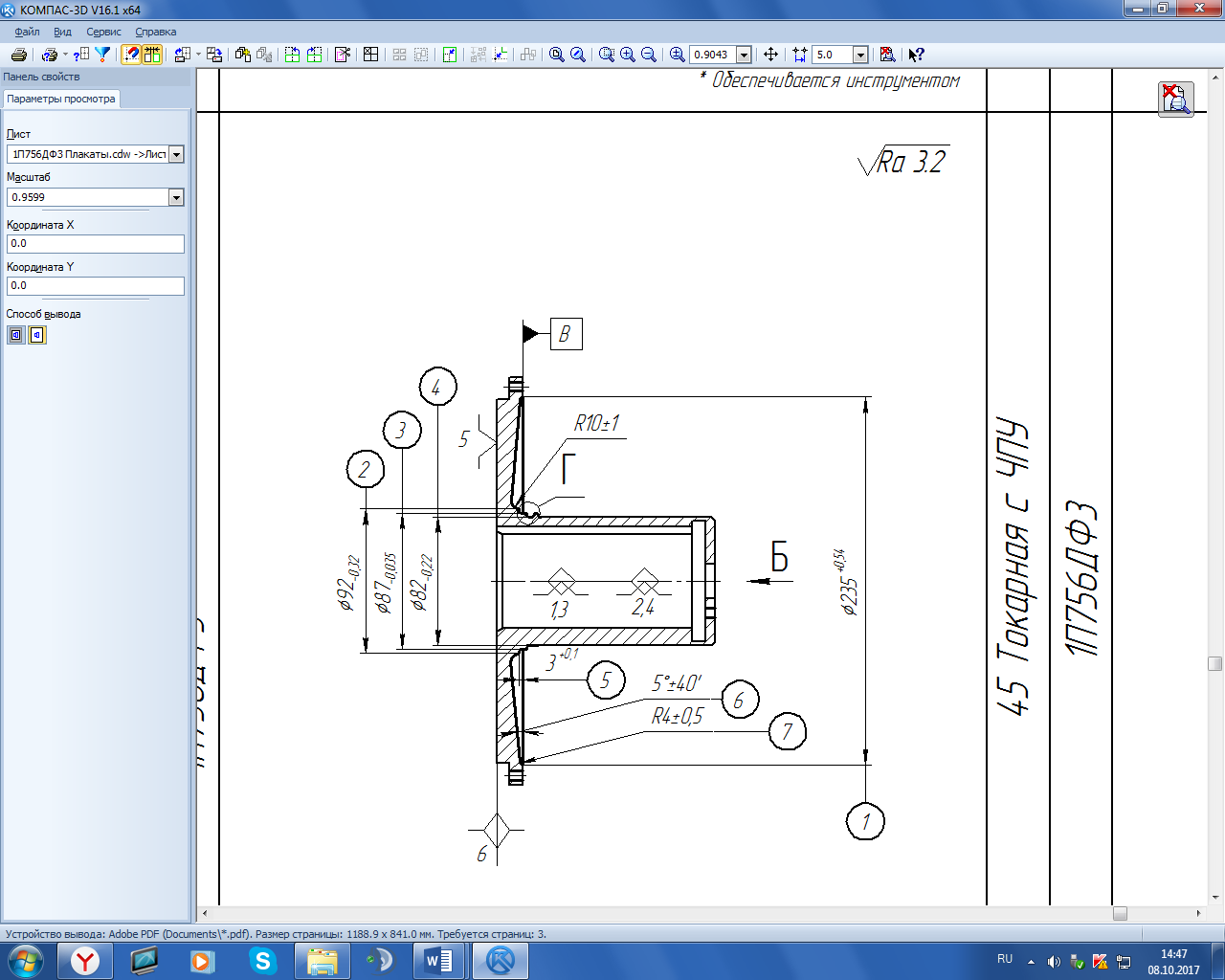
05 |
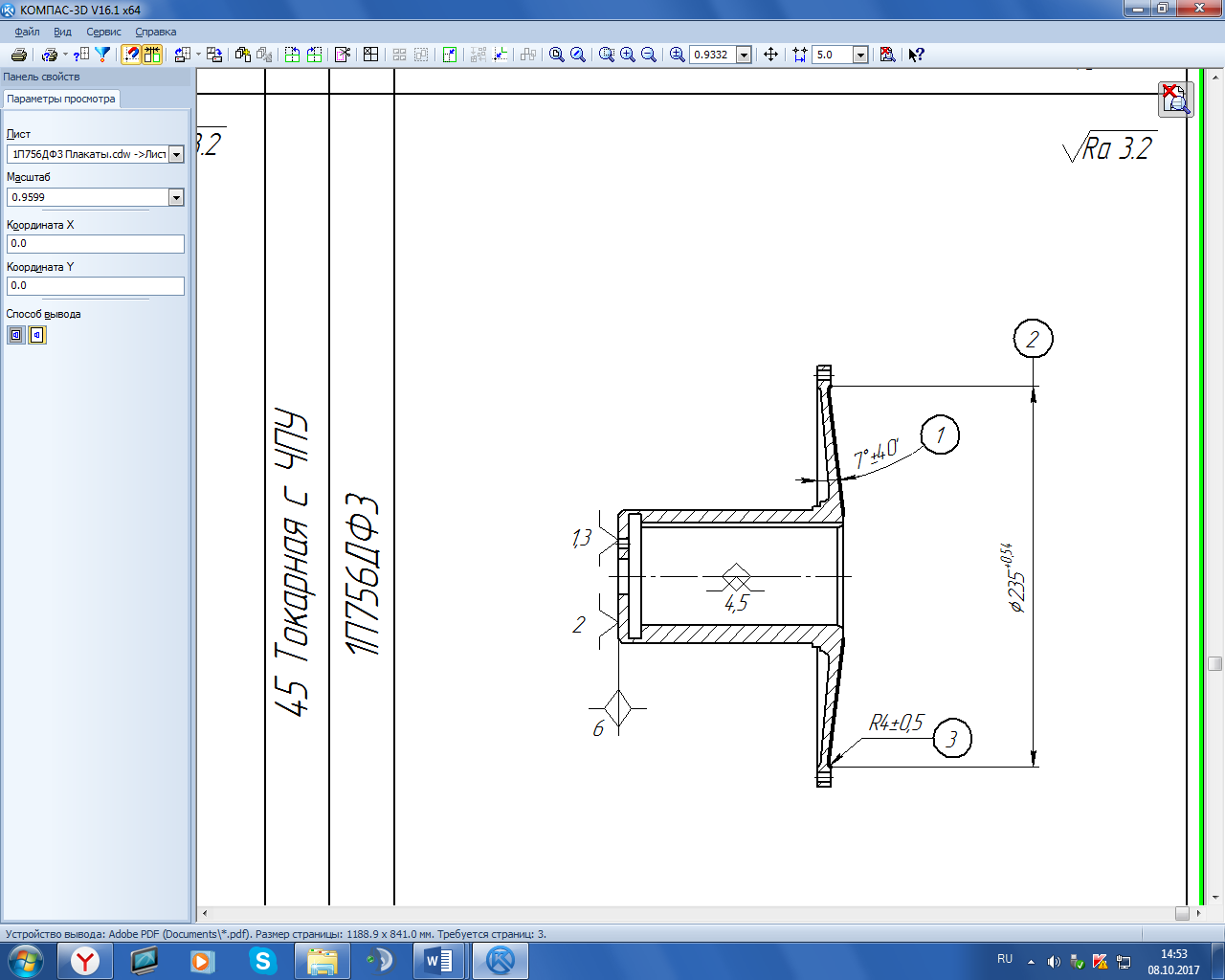
Токарная с ЧПУ - точить, выд.1,2,3 |
|
1П756ДФ3 трёхкулачковый самоц. патрон проходной резец ВК8 |
|
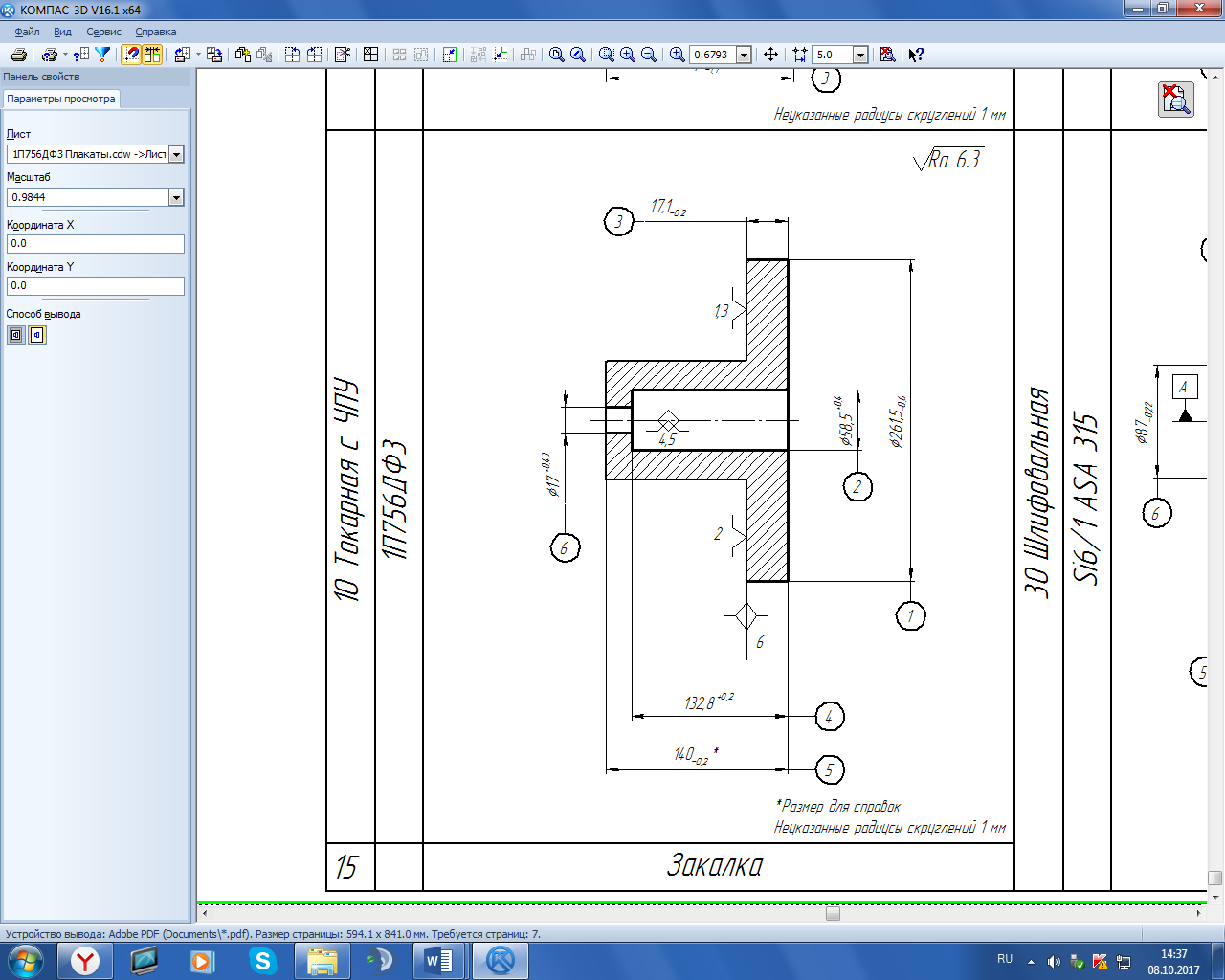
10 |
Токарная с ЧПУ - точить, выд.1,3,5 - центровать, выд.6 - сверлить, выд.6 - расточить, выд.2,4 |
|
1П756ДФ3 трёхкулачковый самоц. патрон проходной резец Т15К6, сверло 30 Р18, расточной резец ВК8 |
|
15 |
Закалка |
|
Печь |
|
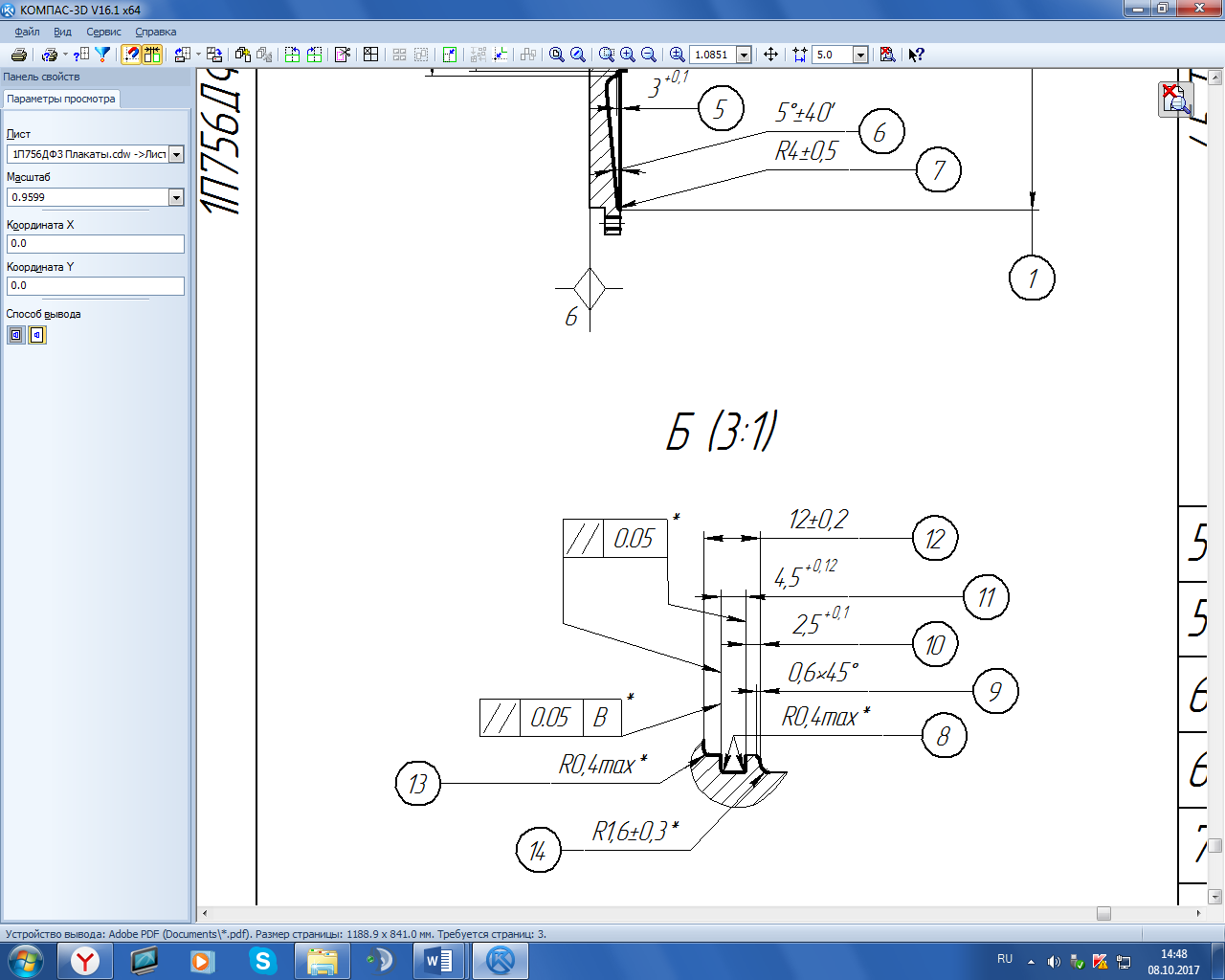
20 |
Токарная с ЧПУ - точить, выд.1,2,5,6,9 - расточить, выд.4,5 - точить канавку, выд.8,7 |
|
1П756ДФ3 трёхкулачковый самоц. патрон проходной резец Т15К6, расточной резец BK8, конавочный резец спец. |
|
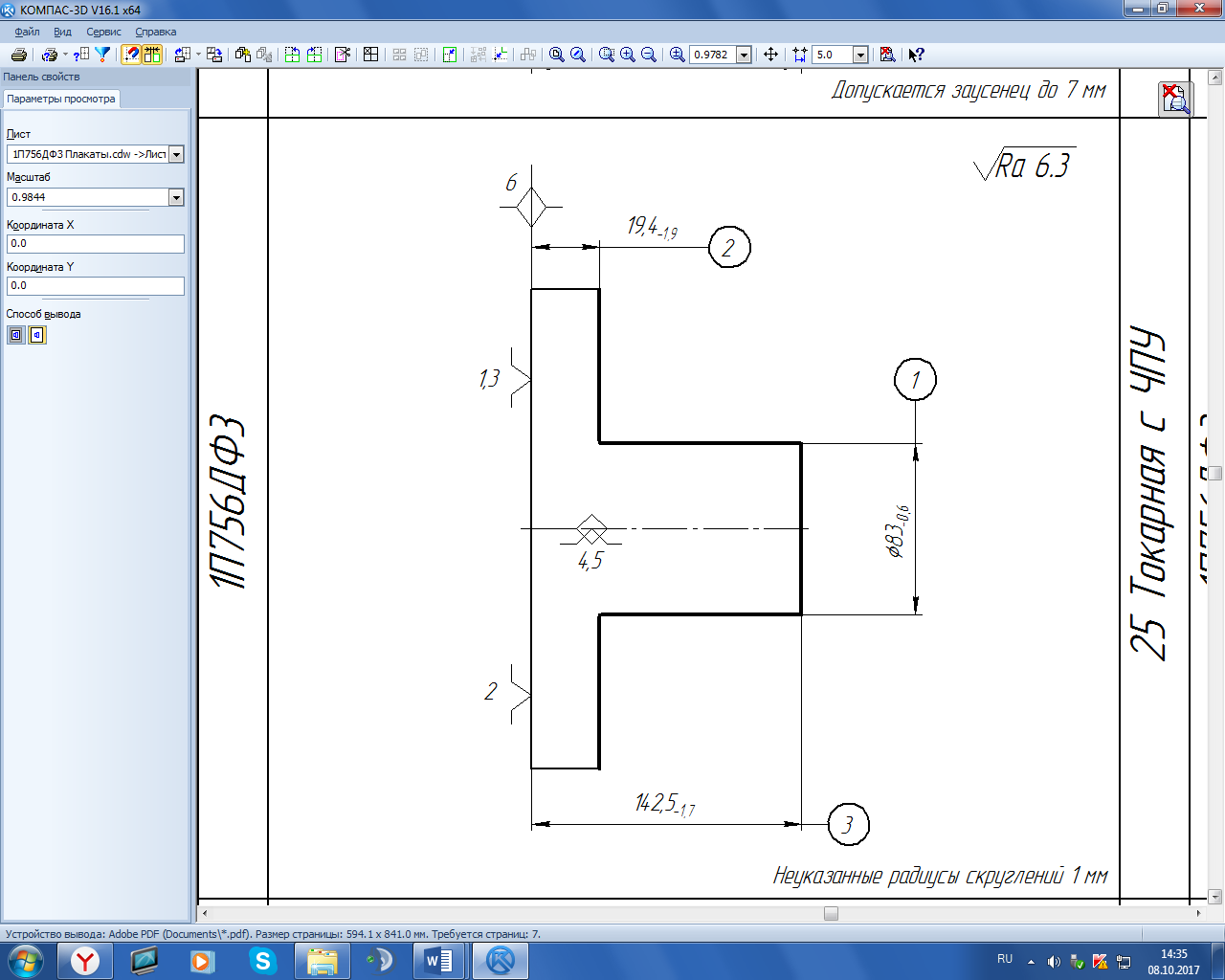
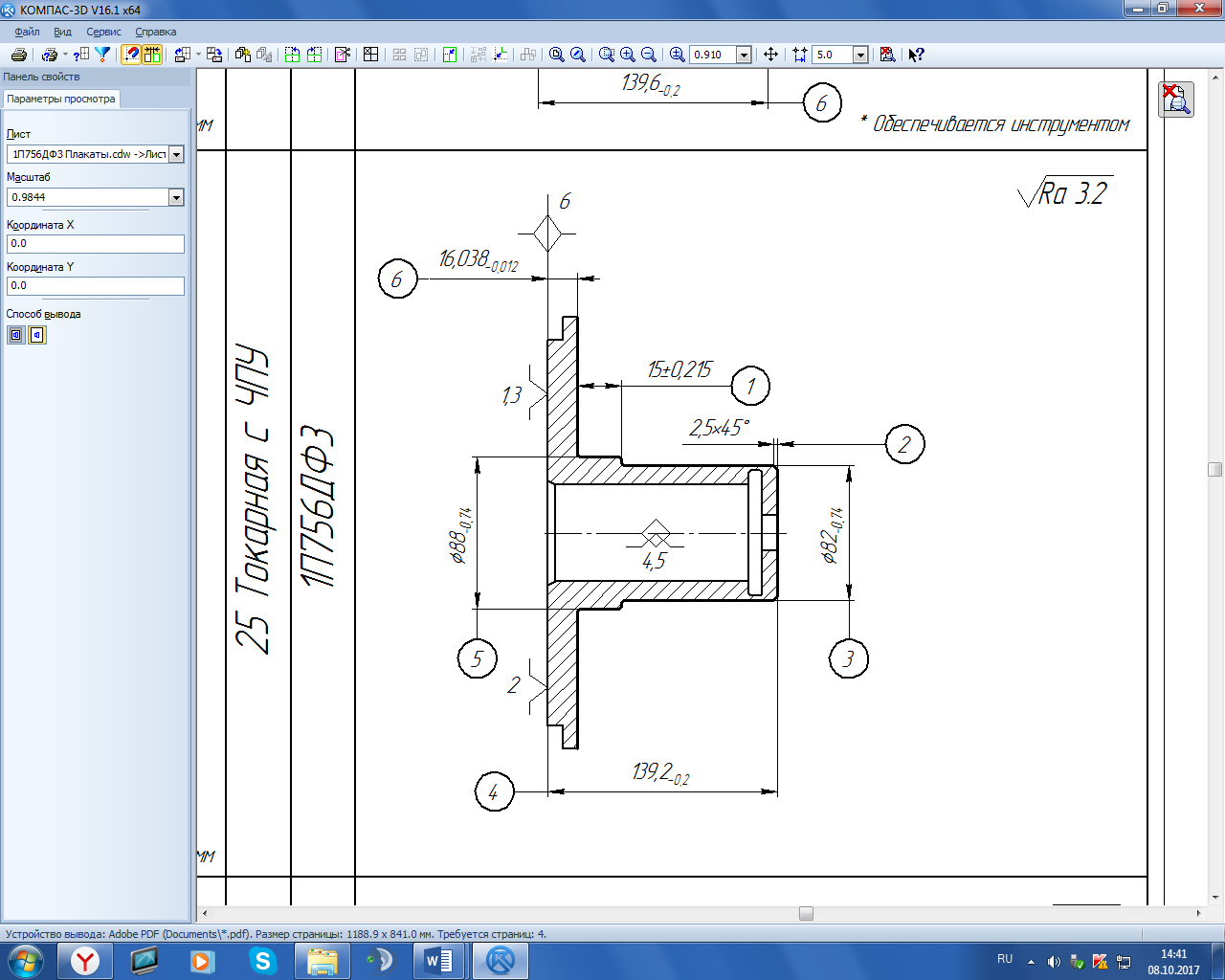
25 |
Токарная с ЧПУ - точить, выд.1,2,3,4,6,7
|
|
1П756ДФ3 трёхкулачковый самоц. патрон проходной резец Т15К6
|
|
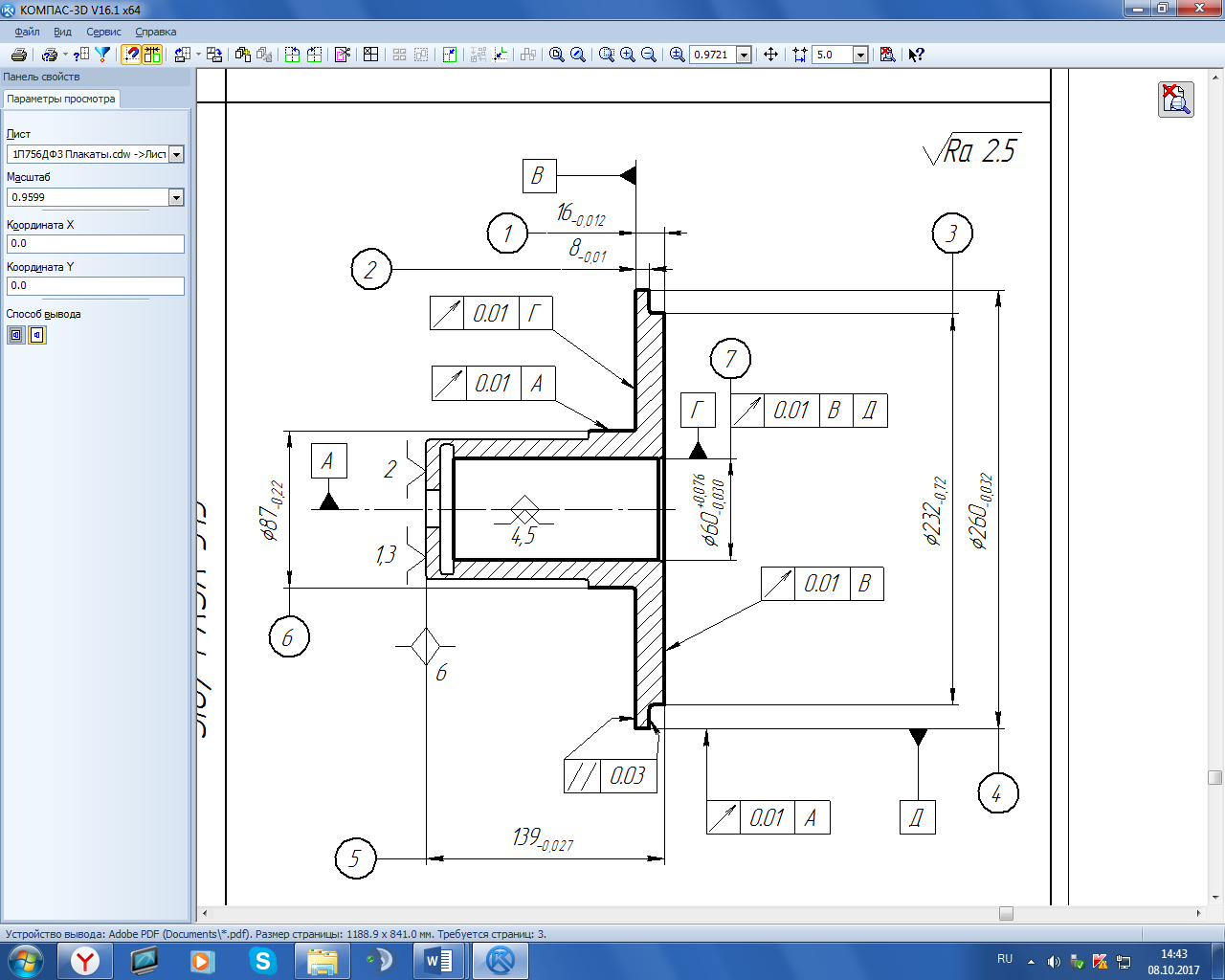
30 |
Шлифовальная - шлифовать, выд.1,2,5, - шлифовать, выд. 3,4,6 - шлифовать, выд.7
|
|
Si 6/1 АSА 315 трёхкулачковый самоц. патрон круг шлифовальный 1. 600х80х305 25А40 СМ1 7К5 круг шлифовальный 1. 750х100х305 25А40 ПСМ1 7К5 круг шлифовальный 6. 100х50х20 25А40 СМ2 7К5 круг шлифовальный 5. 40х40х13 25А40 СМ2 6…8К |
|
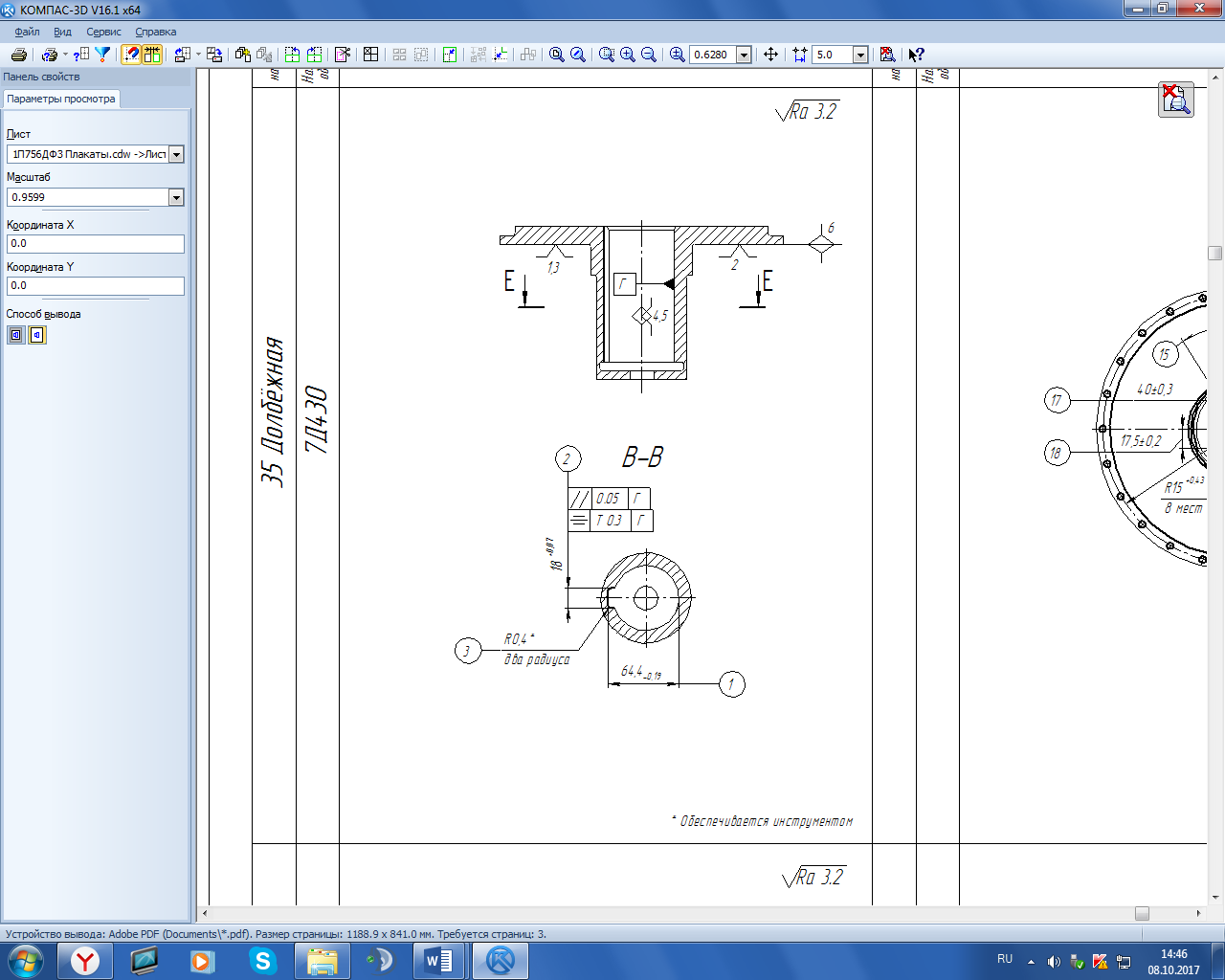
35 |
Долбёжная - долбить паз выд.1,2,3 |
|
7Д430 трёхкулачковый самоц. патрон (приспособ. спец.) долбёжный резец Р9К5 |
|
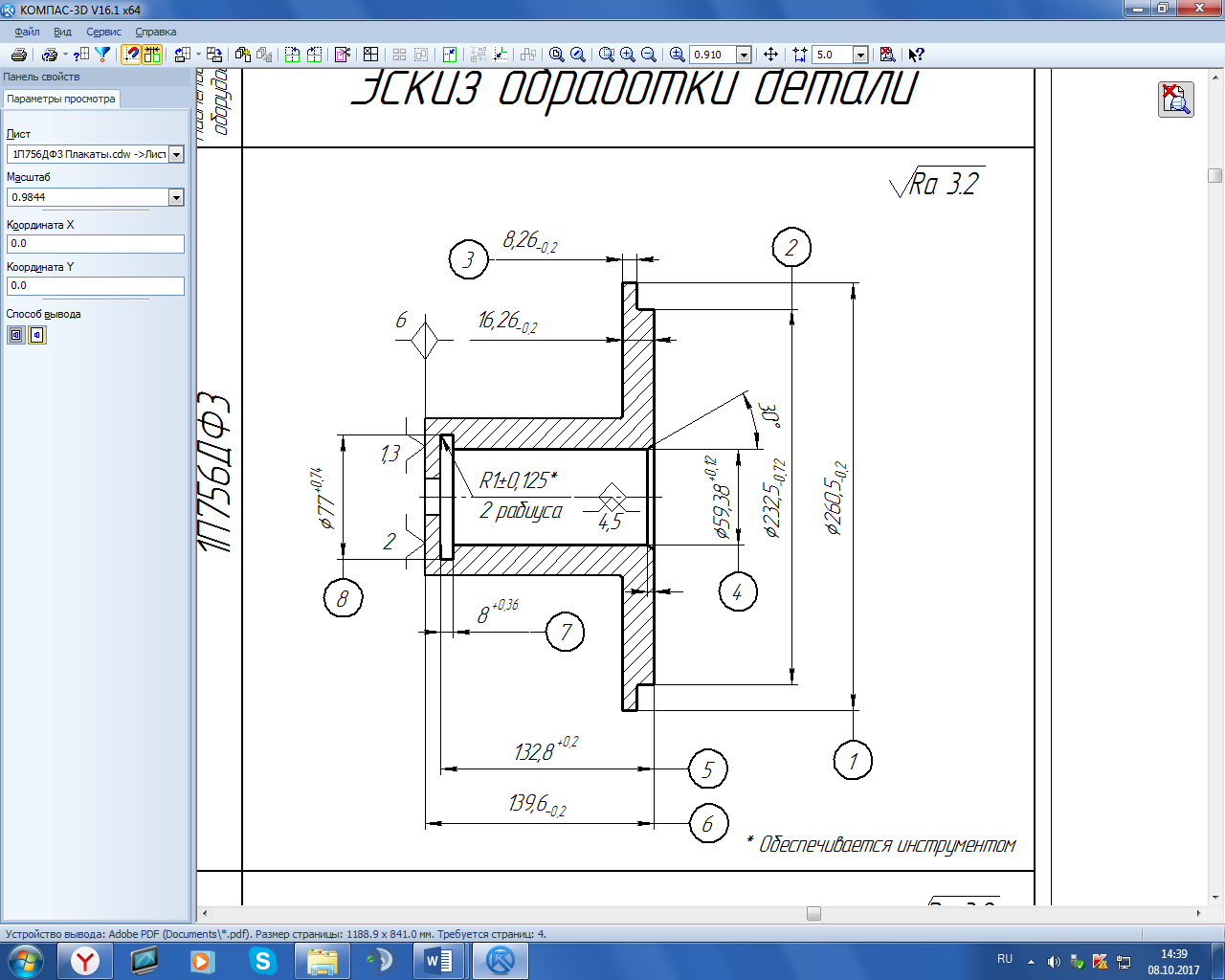
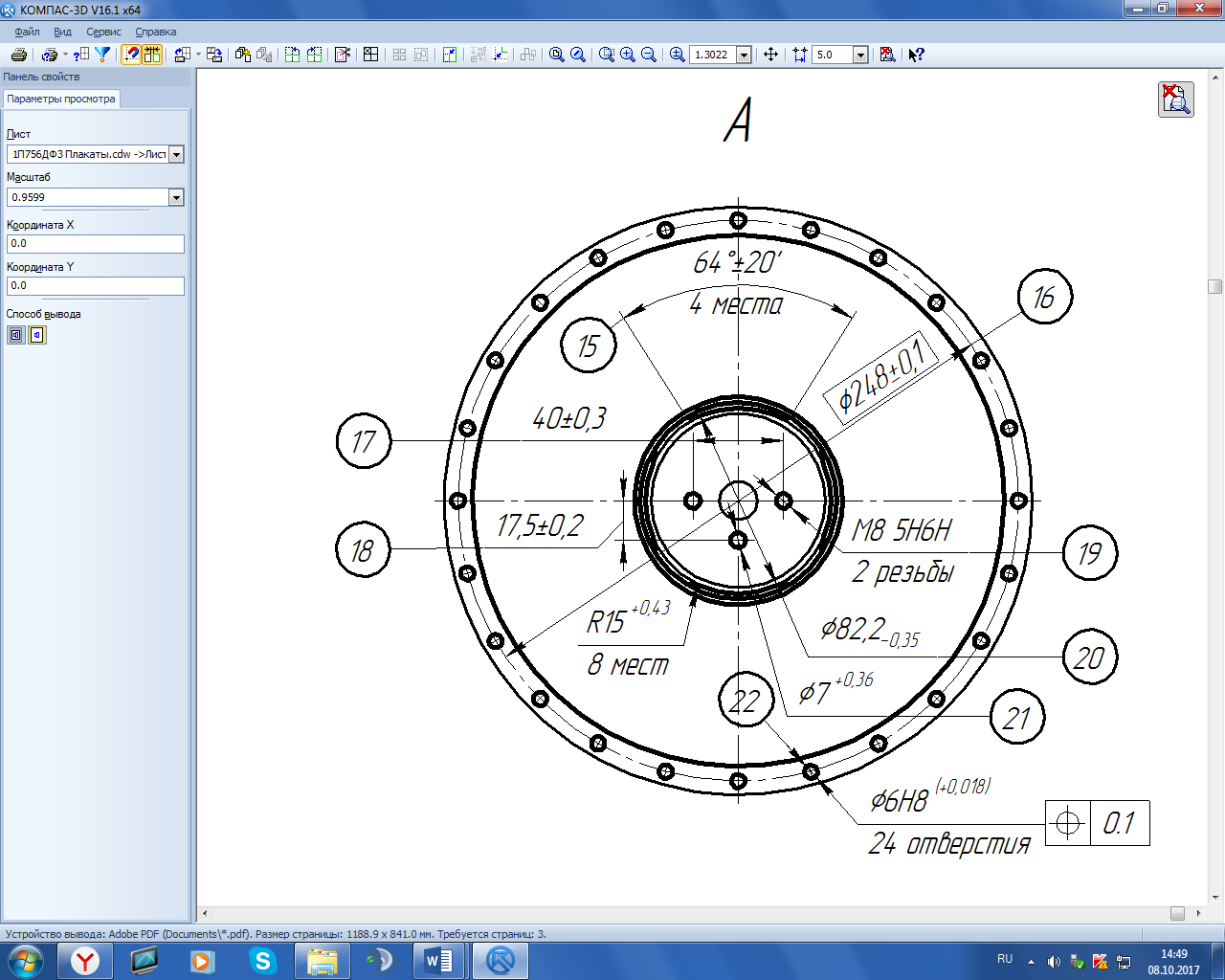
40 |
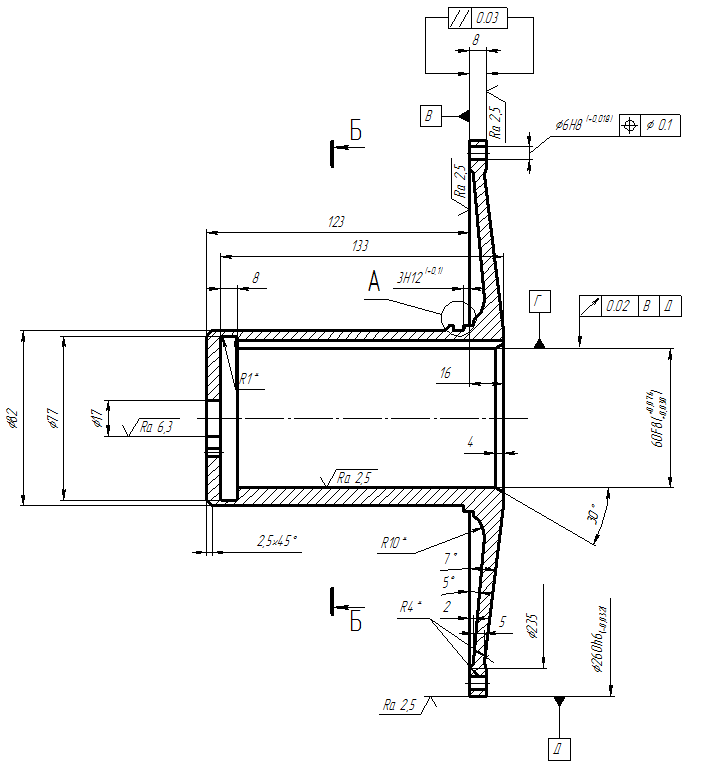
Токарно-фрезерная с ЧПУ - точить выд.2,3,4 - фрезеровать, выд.20,15,23 - центровать, выд.16,22,19,17,21 - сверлить, выд.16,22,19,17,21 - развернуть, выд.22,16 - фрезеровать резьбу, выд.19,17 |
|
1П756ДФ3 цанговая концевая оправка с пневмоприводном (приспособ. спец.) спец. резец Т15К6 для точения торцевой канавки конавочный резец ВК8 сверло D2 Р18 сверло D4,7 Р18 развертка D5 Р1 фреза D15 Z6 Р18 сверло D6,8 Р18 фреза резьбонарезная Р18 резец проходной Т15К6 |
|
45 |
Токарная с ЧПУ - точить, выд.1,2,3
|
|
1П756ДФ3 трёхкулачковый самоц. патрон конавочный резец для точения торцевой канавки ВК8 |
|
50 |
Слесарная |
|
Верстак |
|
55 |
Промывка |
|
Ванна |
|
60 |
Магнитный контроль |
|
Ванна |
|
65 |
Пассивация |
|
Ванна |
|
70 |
Контрольная |
|
Контрольный стол центра контрольные (спец.) ШЦ 0…300 ц.д. 0,05 кл.1; ШГ 0…160 ц.д. 0,05; шаблоны; ШЦ 0…125 ц.д. 0,1 кл.1; калибр-пробки; микрометр 75…100 ц.д. 0,01 кл.1; головка измерительная ц.д. 0,001; штатив; микрометр 0…25 ц.д. 0,01 кл. 1, калибр-скобы; глубиномер 0…100 ц.д. 0,01; ПКМД Н1 кл. 1; угломер 0…180 ц.д. 2. |
1.8 Обоснование выбора оборудования, приспособлений, инструмента
1.8.1 Обоснование выбора оборудования
Одной из важнейших задач является выбор станочного оборудования при разработке технологического процесса механической обработки заготовки. От правильного выбора зависит производительность изготовления продукции, выгодное использование производственных площадей, механизации и автоматизации ручного труда, экономия электроэнергии и в итоге себестоимости изготовления детали.
При выборе оборудования для станка необходимо учитывать: характер производства, способы достижения заданной точности при обработке, соответствие габаритов станка размерам детали, достаточность мощности станка, удобство его управления и обслуживания, габаритные размеры и стоимость станка.
Для черновой и чистовой токарной обработки, а также фрезерной и сверлильной был введен модернизируемый токарно-револьверный станок с фрезерной функцией 1П756ДФ3. Подробные характеристики данного станка представлены в конструкторской части.
Для шлифовальных работ был взят специальный внутришлифовальный станок модели Si 6/1 АSА 315. Он предназначен для внутреннего шлифования отверстий. Можно шлифовать как цилиндрические, конические, ступенчатые, отверстия, так и короткие наружные диаметры, узкие торцевые поверхности.
Для долбления шпоночного паза использован станок 7Д430, предназначенный для внутреннего и наружного долбления плоских и фасонных поверхностей, канавок, вырезов, а также долбления с поднутрением до 10°.
1.8.2 Обоснование выбора режущего инструмента
В проектируемом техпроцессе в основном применяется стандартный инструмент с пластинами из твёрдых сплавов Т15К6, ВК8 по ГОСТ 18871-73, ГОСТ 18878-73; сверла спиральные ГОСТ 2034-80 и центровочные ГОСТ 14952-75, фреза концевая ГОСТ 17026-71, развертка из быстрорежущей стали Р18 ГОСТ 1672-80. Точение торцевой конической канавки на фланце «Стакана» целесообразно выполнить специальным режущим инструментом c пластиной из Т15К6.
1.8.3 Обоснование выбора измерительного инструмента
Учитывая тип производства, при проектировании технологического процесса механической обработки заготовки, для контроля обрабатываемых поверхностей используется стандартный измерительный инструмент. Используемый мерительный инструмент: ШЦ 0…300 ц.д. 0,05 кл.1; ШГ 0…160 ц.д. 0,05; шаблоны; ШЦ 0…125 ц.д. 0,1 кл.1; калибр-пробки; микрометр 75…100 ц.д. 0,01 кл.1; головка измерительная ц.д. 0,001; штатив; микрометр 0…25 ц.д. 0,01 кл. 1, калибр-скобы; глубиномер 0…100 ц.д. 0,01; ПКМД Н1 кл. 1; угломер 0…180 ц.д. 2. Но вместе с тем на операции контроля после шлифованных работ целесообразно применить специальное контрольно-измерительное приспособление для проверки торцевого и радиального биения поверхностей. Для этого используется контрольно-измерительное приспособление – центра. Вращая деталь, при помощи индикаторов часового типа, закреплённую на цанговой оправке, происходит замер биений.
1.8.4 Обоснование выбора приспособления
Для сокращения трудоемкости обработки за счет уменьшения времени, затрачиваемого на установку, выверку и закрепление, а также для расширение технологических возможностей станков на производстве часто используют станочные приспособления. В данной работе выбрано специальное станочное приспособление – цанговая концевая оправка с пневмоприводном. Оно устанавливается на шпиндель токарно-фрезерного станка и позволяет объединить ряд операций базового техпроцесса в комплексную, а также в значительной мере облегчить обработку поверхностей. На данной операции проходят токарная, фрезерная, сверлильная обработки детали, нарезка резьб.
1.8.4.1 Описание принципа работы и конструкции станочного приспособления
Оправка соединяется с переходным фланцем 8, установленным на шпинделе станка. Осуществляется работа оправки следующим образом. В исходном состоянии клин 4 находится в крайнем правом положении, а цанга 17 освобождена от упругих деформаций. Обрабатываемая деталь свободно (с зазором) устанавливается на наружную цилиндрическую часть цанги до упора в планшайбу 15. Затем с помощью пневмопривода 1, установленного на заднем конце шпинделя передней бабки станка и закреплённым клемовым зажимом 3, шток 18 перемешается влево, за счет наличия конусов на деталях 15 и 4, цанга разжимается и фиксирует заготовку по отверстию.
Для подвода давления сжатого воздуха к вращающемуся цилиндру применяется муфта двустороннего действия. Принцип её действия следующий: воздух поступает в рабочие полости цилиндра и выходит в атмосферу поочередно через сопла 12. Для предотвращения просачивания воздуха между внутренней поверхностью муфты и воздуховодом 14 помещаются кольцевые манжеты 20. Наличие шарикоподшипника 20 позволяет применять эту муфту на станках, работающих с высокими частотами вращения.
Приспособление имеет простую конструкцию, удобно в эксплуатации, обладает необходимой точностью и надежностью закрепления.
1.8.4.2 Расчет приспособления на точность
Уравнение соблюдения условия точности:
![]() ,
,
где
![]() - допуск на размер детали, точность
выполнения которого зависит от точности
применяемого приспособления,
- допуск на размер детали, точность
выполнения которого зависит от точности
применяемого приспособления,
![]() (данные из технологии).
(данные из технологии).
![]() -
допуск на неточность изготовления
установочных элементов приспособления,
влияющий на точность обработки;
-
допуск на неточность изготовления
установочных элементов приспособления,
влияющий на точность обработки;
![]() -
погрешность, зависящая от метода
обработки заготовки,
-
погрешность, зависящая от метода
обработки заготовки,
![]() ([2], стр. 19);
([2], стр. 19);
![]() –
погрешность
установки, мм;
–
погрешность
установки, мм;
![]() ,
,
![]() ,
,
где
![]() –
погрешность закрепления, мм;
–
погрешность закрепления, мм;
![]() =
0,03 мм, ([2], стр. 45);
=
0,03 мм, ([2], стр. 45);
![]() –
погрешность
базирования,
–
погрешность
базирования,
![]() =0
мм;
=0
мм;
Подстановкой значений в формулы получено: