Материал: СТС-14 Макаров Д.В
1.2 Определение типа производства, размера партии деталей
Размер производственной программы определяет тип производства и оказывает значительное влияние на выбор заготовки, построение технологического процесса, выбор оборудования и т.д. Учитывая это необходимо перед разработкой непосредственно технологического процесса предварительно определить тип производства.
В нашем случае изготовление ведется периодически повторяющимися партиями, т.е. имеет место серийное производство. В зависимости от размера партии различают три вида серийного производства [2] стр.13: мелкосерийное (количество изделий в партии до 25 штук), среднесерийное (25-200 штук), крупносерийное (свыше 200 штук). Для установления вида серийного производства определим годовую программу выпуска деталей с учетом запасных частей и возможных потерь по формуле [2] стр.12:
![]()
где П1 - годовая программа выпуска изделий, шт.;
П - годовая программа изготовления деталей, шт.;
β - количество дополнительно изготовляемых деталей для запасных частей и для восполнения возможных потерь, % (рекомендуется принимать (β = 5…7);
m - количество деталей данного наименования в изделии.
Согласно [2] стр.14 число деталей в партии можно определить следующим образом:
![]()
где n - количество деталей в партии;
П - годовая программа выпуска деталей, шт.;
α – число дней, на которые необходимо иметь запас деталей на складе, для обеспечения сборки, принимаем α = 10;
F - число рабочих дней в году, принимаем F = 240.
Таким образом определяем, что число деталей в партии характерно для среднесерийного производства.
1.3 Обоснование выбора метода и способа получения заготовки
При выборе заготовки для заданной детали назначают метод ее получения, определяют конфигурацию, размеры, назначают допуски, припуски на механическую обработку и формируют технические условия на изготовление.
Выбор технологического процесса получения заготовки и метода ее формообразования определяется рядом факторов.
Во-первых, технологическими свойствами материала, т.е. его литейными свойствами или способностью претерпевать пластические деформации при обработке давлением, а также структурными изменениями материала в результате применения того или иного способа изготовления заготовки.
Во-вторых, конструктивными формами и размерами детали. Это связано с тем, что при увеличении габаритов детали и усложнения ее формы увеличиваются затраты на изготовление штампов, кокилей и т.д.
В-третьих, требуемой точностью выполнения заготовки и качеством ее поверхности.
В-четвертых, программой выпуска. При больших партиях становиться целесообразным применение способов получения заготовки, которые обеспечивают наибольшее приближение размеров заготовки к размерам детали.
В-пятых, производственными возможностями предприятия (наличии необходимого оборудования).
Ясность вносит производственная программа выпуска, которая соответствует среднесерийному производству. На основании этого можно сделать следующие выводы:
- поскольку рассматриваемая деталь имеет значительные перепады диаметров, то получение заготовки из проката не экономично из-за перевода большого количества металла в стружку.
- обработка давлением является более дорогостоящей, поскольку требует специального оборудования и изготовления оснастки. Но эти затраты в серийном производстве окупятся за счёт меньших затрат на последующую механическую обработку.
- сталь 13Х11Н2В2МФ достаточно хорошо льется, что дает возможность получать заготовки из этой стали методами литья.
Таким образом при данных условиях будем рассматривать получение заготовки методами литья и штамповки на горизонтально-ковочной машине. Альтернативой для выбранного варианта может послужить штамповка на молоте. Этот вариант не требует изготовления специального штампа, но многократно увеличивается расход металла, следовательно, увеличивается себестоимость и трудоемкость изготовления детали.
Произведем количественный анализ этих методов путем расчета себестоимости получения заготовок.
Произведем расчет объема материала, затраченного на изготовление заготовки, и массы заготовки с помощью редактора Компас 3D:
-
для отливки объём V = 4271,9 см3, масса Q = 33,32 кг;
-
для штамповки объём V = 3123,4 см3, масса Q = 24,36 кг.
По ГОСТ 7505-55 определяют ряд характеристик заготовок:
Степень сложности – С2
Группа стали – М1
Точность изготовления – 2 класс
Определим себестоимость метода получения заготовок по [1] с. 16:
![]()
![]()
![]()
где q - масса детали, q = 4,5 кг;
Sотх - себестоимость отходов, Sотх = 80 руб. за 1 кг;
С - базовая стоимость 1 кг заготовок, С = 800 руб.;
кт - коэффициент, зависящий от класса точности заготовки, для отливки принимаем кт =1,05; для штамповки кт =1,1;
кс - коэффициент, зависящий от группы сложности заготовки, для штамповки кс = 0,9; для отливки кс = 0,83;
кв - коэффициент, зависящий от массы заготовки, для штамповки кв = 0,8; для отливки кв = 0,82
км - коэффициент, зависящий от материала поковки, для отливки из легированной стали принимаем км = 1,93; для штамповки км = 1,79;
кп - коэффициент, зависящий от объема производства, для отливки кп = 0,77; для штамповки кп = 1;
Таким образом, себестоимость заготовки полученной штамповкой, составляет 26038 руб., что незначительно больше себестоимости отливки 26003 руб., но данный вид исходной заготовки характеризуется приближенной формой к конструкции готовой детали, обезуглероженным слоем, сравнительно небольшим отклонением номинальных размеров, низким качеством поверхности, что уменьшает себестоимость и трудоемкость изготовления детали.
Итак, на основании количественного и качественного анализов можно сделать вывод о том, что наиболее целесообразным является получение заготовки методом штамповки на ГКМ.
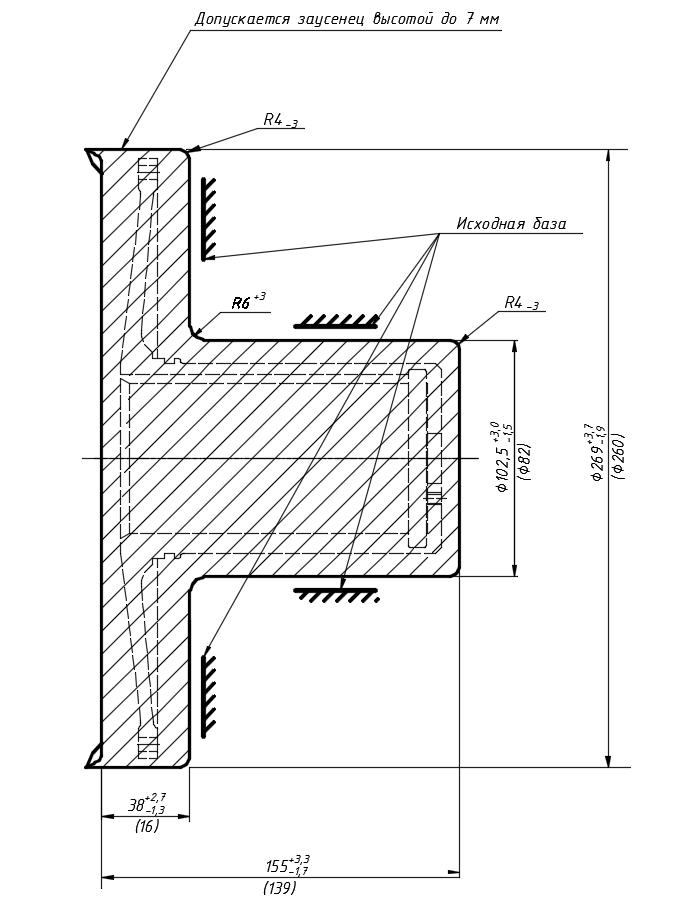
Рисунок 1.3 – Предварительный эскиз заготовки – штамповки на ГКМ
1.4 Анализ технологического процесса – аналога. Предложения по совершенствованию
При разработке маршрутного технологического процесса обработки детали типа «Стакан» были учтены: тип производства, конфигурация и габариты обрабатываемой детали, масса детали, физико-механические свойства материала детали, требования, предъявляемые к точности изготовления и качеству поверхностей. Применение станков с ЧПУ на токарных операциях увеличивает производительность в 1,5 – 2,5 раза выше, по сравнению с универсальными станками. Применение токарно-фрезерного станка ЧПУ позволит объединить ряд операции в одну, что повысит производительность технологического процесса, точность, т.к. уменьшится количество переустановок.
Таблица 1.4 – Сравнение вариантов технологического процесса
|
№ оп. |
Аналог (наименование операции) |
Оборудование |
№ оп. |
Проектный вариант (наименование операции) |
Оборудование |
|
00 |
Заготовительная |
Молот |
00 |
Заготовительная |
ГКМ |
|
05 |
Токарная с ЧПУ |
1К62Д |
05 |
Токарная с ЧПУ |
1П756ДФ3 |
|
10 |
Токарная с ЧПУ |
1К62Д |
10 |
Токарная с ЧПУ |
1П756ДФ3 |
|
15 |
Закалка |
Печь |
15 |
Закалка |
Печь |
|
20 |
Токарная с ЧПУ |
DF2CNC |
20 |
Токарная с ЧПУ |
1П756ДФ3 |
|
25 |
Токарная с ЧПУ |
DF2CNC |
25 |
Токарная с ЧПУ |
1П756ДФ3 |
|
30 |
Круглошлифовальная |
BU28x1000 |
30 |
Шлифовальная |
Si6/1 ASA 315 |
|
35 |
Внутришлифовальная |
3М227ВФ2 |
35 |
Долбёжная |
7Д430 |
|
40 |
Долбёжная |
7Д430 |
40 |
Токарно-фрезерная с ЧПУ |
1П756ДФ3 |
|
45 |
Спец. фрезерная |
ГФ – 2171С6 |
45 |
Токарная с ЧПУ |
1П756ДФ3 |
|
50 |
Токарная с ЧПУ |
DF2CNC |
50 |
Слесарная |
Верстак |
|
55 |
Токарная с ЧПУ |
DF2CNC |
55 |
Промывка |
Ванна моечная |
|
60 |
Спец. фрезерная |
ГФ – 2171С6 |
60 |
Контроль магнитный |
Стол ОТК |
|
65 |
Слесарная |
Верстак |
65 |
Пассивирование |
Устройство |
|
70 |
Промывка |
Ванна моечная |
70 |
Приемочный контроль |
Стол ОТК |
|
75 |
Контроль магнитный |
Стол ОТК |
|
|
|
|
80 |
Пассивирование |
Устройство |
|
|
|
|
85 |
Приемочный контроль |
Стол ОТК |
|
|
|
1.5 Назначение метода обработки
Набор методов обработки по каждой поверхности зависит от множества разнообразных факторов, важнейшими из которых являются: форма поверхности и ее габариты; тип заготовки; требования по точности размеров и качеству поверхности, указанные на чертеже детали; физико-механические свойства материала детали; экономическая целесообразность того или иного метода обработки. Кроме этого следует иметь в виду, что каждый последующий метод обработки поверхности должен быть точнее предыдущего.
Выбор методов обработки будем производить на основании общего расчетного коэффициента уточнения, который определяется как отношение допуска заготовки к допуску детали:

В большинстве случаев это уточнение либо невозможно, либо невыгодно обеспечить на одной технологической системе, поэтому возникает набор операций, каждая из которых последовательно превращает заготовку в готовую деталь. Следовательно, каждая технологическая система имеет свое частное уточнение:
![]()
где Тi-1 – допуск на заготовку на предыдущей операции;
Тi – допуск на заготовку на данной операции.
Тогда общее расчётное уточнение можно представить, как произведение частных уточнений:
![]()
На основании вышесказанного можно определить набор методов обработки по каждой поверхности детали, которые в совокупности обеспечат заданные показатели качества поверхности детали.
Найдем общие расчетные уточнения по поверхностям. При этом допуски на поверхности заготовки определяем по чертежу заготовки, а допуски по поверхности детали – с чертежа детали. Расчёт производится в соответствии с данными справочных таблиц по точности обработки (№ 4,5,6) стр. 8 - 12 справочника технолога – машиностроителя под ред. А.Г. Косиловой и Р.К. Мещерякова. Коэффициенты уточнения рассчитываем для каждой поверхности по величине размерного допуска и по величине шероховатости, выбираем более жесткое требование.
Определяем набор методов для обработки Ø260h6(-0.032) мм и Ra 3.2 мкм:
|
Общее расчётное уравнение |
Допуск на заготовку в мкм |
|
|
5600 |
||
|
Выбранный метод обработки |
Допуск на операцию в мкм |
Частный коэффициент уточнения |
|
Шлифование |
32 |
|
|
Чистовое точение |
320 |
|
|
Черновое точение |
1300 |
|
|
Проверяем соответствует ли набор методов обработки общему расчётному уравнению |
|
|
|
Общее расчётное уравнение |
Шероховатость на заготовку в мкм |
|
|
12,5 |
||
|
Выбранный метод обработки |
Шероховатость на операцию в мкм |
Частный коэффициент уточнения |
|
Чистовое точение |
3,2 |
|
|
Черновое точение |
6,3 |
|
|
Проверяем соответствует ли набор методов обработки общему расчётному уравнению |
|
|
Определяем набор методов для обработки Ø82h14(-0.74) мм и Ra 3.2 мкм:
|
Общее расчётное уравнение |
Допуск на заготовку в мкм |
|
|
|
4500 |
|||
|
Выбранный метод обработки |
Допуск на операцию в мкм |
Частный коэффициент уточнения |
|
|
Чистовое точение |
220 |
|
|
|
Черновое точение |
870 |
|
|
|
Проверяем соответствует ли набор методов обработки общему расчётному уравнению |
|
||
|
Общее расчётное уравнение |
Шероховатость на заготовку в мкм |
|
|
|
12,5 |
|||
|
Выбранный метод обработки |
Шероховатость на операцию в мкм |
Частный коэффициент уточнения |
|
|
Чистовое точение |
3,2 |
|
|
|
Черновое точение |
6,3 |
|
|
|
Проверяем соответствует ли набор методов обработки общему расчётному уравнению |
|
||