Материал: СТС-14 Макаров Д.В
Рисунок 17 – Блоки с соосным и угловым расположением инструмента
2.4.6 Проверочный расчет достаточности мощности привода инструмента
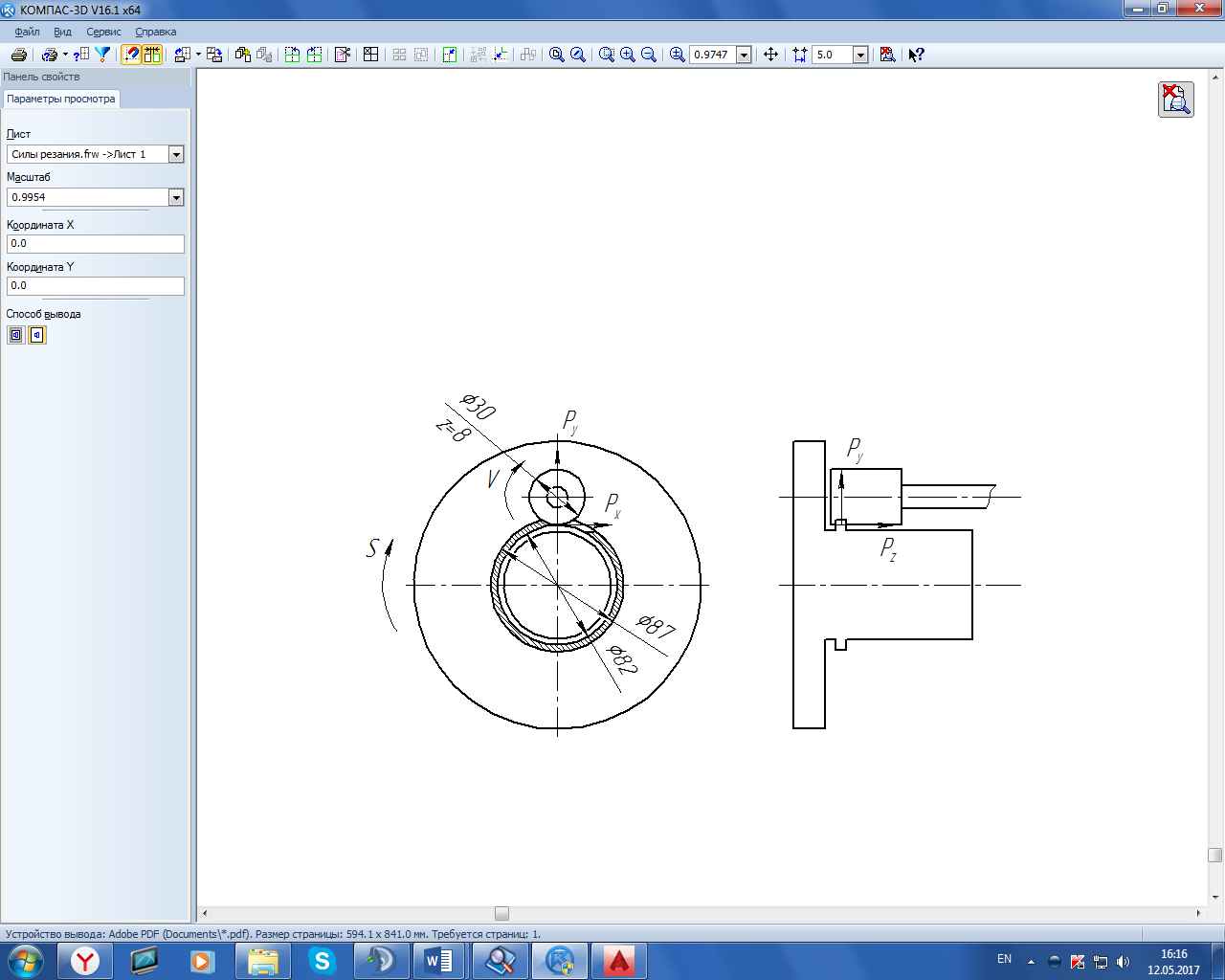
Для проверки возможности обработки рассчитаем силы резания при фрезеровании приводным инструментом четырёх пазов.
1. Материал детали жаропрочная высоколегированная сталь 13Х11Н2В2МФ, твёрдость после закалки 269…361 HB, относится к II группе обрабатываемости. σв≥750 МПа. Ориентировочная скорость резанья при обработке инструментом из твёрдых сплавов 170…200 м/мин, при обработке инструментом из быстрорежущей стали 30…40 м/мин.
2. Фрезерование производим концевой фрезой, материал режущей части – твердый сплав ВК8, диаметр фрезы Dф = 30 мм, число зубьев z = 8.
3. СОЖ – 3…10% эмульсия Укринол-1
4. Глубина резания согласно эскиза
![]()
Принимаем число проходов i=1.
5. Ширина фрезерования равна толщине буртика, по чертежу b = 2,5
6. Подача на зуб рекомендуется (табл.137, с. 157) в пределах 0,1…0,18 мм/зуб, принимаем SZ=0,18 мм/зуб.
7. Стойкость фрезы для данного сплава принимаем: Т=120 мин (с. 159).
8. Расчетная скорость равна:

![]()
9. Определяем расчетную частоту вращения фрезы:
![]()
Привод с бесступенчатым регулированием, принимаем nр = 2250 об/мин
10. Определяем силу резания

11. Определяем необходимую мощность привода
![]()
где
![]()
![]()
Вывод: мощности привода инструмента хватит для фрезерования пазов
Для анализа возможности обработки на станке приводным инструментом, произведём расчет необходимой мощности при максимальных параметрах, возможных на данном оборудовании.
1. Максимально возможный припуск t = 5 мм.
2. Максимальное число оборотов приводного инструмента n = 4000 об/мин.
3. Максимальные габариты фрезы: Dфрез = 80 мм, ширина b = 50 мм.
4. Определяем максимальную силу резания:
![]() Н
Н
5. Максимально допустимый крутящий момент на шпинделе:
![]() Нм
Нм
Делаем вывод, что максимальный момент приводного инструмента при обработке не превышает его заводских характеристик Мз = 32 Нм.
6. Определяем максимальную мощность привода при обработке:
![]() кВт
кВт
Делаем вывод, что мощность приводного инструмента при обработке не превышает его заводских характеристик N = 8 кВт.
В данном пункте подтверждено, что, выбранная из конструктивных соображений револьверная головка с запасом может обеспечить обработку приводным инструментом.
2.4.7 Выбор системы ЧПУ
Одной из ответственных частей модернизации является выбор новой системы ЧПУ для станка взамен Bosch CNC System 5, виду того, что она не может обеспечить управление дополнительной полярной координатой. Хотя это и удорожает проводимую модернизацию, всё же обновление электроники станка на современную значительно снизит риск выхода её из строя, увеличит комфорт управления, уменьшится площадь, занимаемая старой электроникой.
Для наиболее полного раскрытия всех технологических возможностей станка был проанализирован рынок современных систем ЧПУ. На данный момент лидером в области систем управления станками является фирма Siemems. Она предлагает выбор из двух выпускаемых систем ЧПУ: Siemems Sinumerik 802D и Siemems Sinumerik 840D. Вторая обеспечивает максимальную производительность и гибкость при любых типах обработки, хорошо подходит для пяти координатной обработке, но экономически невыгодно на станок с тремя управляемыми осями устанавливать дорогую систему ЧПУ точно также, как и бессмысленна установка на МОЦ слабой системы ЧПУ. Учитывая, что Siemems Sinumerik 802D предусматривает возможность управления шпинделями токарных станков по скорости и положению, то на станок 1П756ДФ3 предлагается установить эту систему. Новая система обладает рядом достоинств, таких как: смягчение рывков за счет оптимальных параметров ускорения, защита доступа к программам, активная коррекция режимов и инструмента, система аварийных и вспомогательных сообщений, функции диагностики и индикации, функция компенсации люфтов, лёгкий поиск по кадрам программы, большая память и возможность работы с современными носителями информации, большой выбор встроенных программ (поиск центра окружности, контроль зажима и т.д.), выбор системы измерения, отработка больших программ, компенсация скольжения, процентровка скорости, режим сопровождения (контроля), винтовая интерполяция для нарезки резьбы фрезой, возможность усовершенствования системы на языке высокого уровня, подключение периферийных устройств, смещение нулевой точки и т.д.
-
Экономическая часть
3.1 Расчет затрат на проектирование, модернизацию и изготовление станка 1п756дф3
3.1.1 Затраты на проектирование технологического оборудования Зпк, руб., можно определить по [7], с. 10, формула 1:
![]()
где Тпк - трудоемкость конструкторских работ, чел/ч;
Рпк - численность разработчиков, Рпк=1;
Чпк - средняя стоимость единицы времени на проектно - конструкторские работы, руб/ч.
Определим трудоемкость подготовки и производства новых средств (проектно-конструкторских, расчетных, экспериментальных, проектно-технологических и т.п.) одним из наиболее простых методов, используя средние данных о трудоемкости работ по отдельным этапам подготовки в расчете на одно наименование деталей. Ниже приводятся подобные нормативы времени на конструкторскую подготовку производства новых и модернизацию базовых машин, чел.-ч/дет.:
|
Разработка технического задания |
от 0,8 до 1,4 |
|
Разработка проекта |
от 2,0 до 7,0 |
|
Разработка рабочего чертежа (деталировка) |
от 2,0 до 4,0 |
|
Разработка контрольно-сборочного чертежа |
от 0,8 до 1,4 |
|
Контроль чертежей |
от 0,5 до 2,0 |
|
Составление спецификаций или технических условий |
от 2,8 до 3,0 |
|
Контроль над изготовлением опытных образцов |
от 1,0 до 3,0 |
|
Исправление чертежей после изготовления образца |
от 0,3 до 1,0 |
|
Оформление работ |
от 0,8 до 1,2 |
|
Размножение документации |
от 0,5 до 4,0 |
В рассматриваемом примере на стадии технического предложения и эскизного проекта определена необходимость в разработке и изготовлении 1 оригинальной детали – основание. Цикл разработки детали включает в себя:
– разработка рабочего чертежа отливки – 2 чел./ч.
– разработка рабочего чертежа (деталировка) – 2,5 чел./ч.
– разработка сборочного чертежа модернизируемого узла – 1 чел./ч.
– разработка технического задания – 1 чел./ч.
– разработка проекта – 3 чел./ч.
– составление спецификаций или технических условий – 2,8 чел./ч.
– контроль чертежей – 1 чел./ч.
– исправление чертежей после изготовления образца – 0,5 чел./ч.
– оформление работ – 1 чел./ч.
– корректировка технологической документации – 2 чел./ч.
– размножение документации – 0,7 чел./ч.
Трудоёмкость цикла обработки составит
![]()
![]() чел./ч.
чел./ч.
Средняя стоимость единицы времени на проектно-конструкторские работы определяется по [7], с. 64.
![]()
где Зосн – среднемесячная основная заработная плата проектировщиков, руб.;
Здоп – среднемесячная дополнительная зарплата проектировщиков, руб.;
Зсоц - отчисления на социальные нужды, руб.
Значения Зосн и Здоп берутся по существующим нормам, так при основной заработной плате проектировщика равной 15000 руб. и дополнительной заработной плате равной 5000 руб. рассчитываем среднюю стоимость единицы времени на проектно - конструкторские работы:
![]() руб./мес.
руб./мес.
![]() руб./мес.
руб./мес.
С учетом социальных отчислений, равных 30%, при 21 рабочем дне в месяце и 8 часовой рабочей смене:
![]() руб./час.
руб./час.
![]() руб.
руб.
3.1.2 Расчет затрат на технологическую подготовку производства
Затраты на технологическую подготовку производства можно определить по трудоемкости работ, средней стоимости единицы времени на проектно - технологические работы по формуле (3.4), [7] с.67:
![]()
где Тт - трудоемкость технологических работ, чел/ч.;
Чт - средняя стоимость единицы времени на проектно-технологические работы, руб.
На стадии технического предложения и эскизного проекта определена необходимость в разработке 1 оригинальной детали. Общая трудоемкость цикла разработки определяется по приложению 2 [7] с.98:
-
маршрутная технология – 3,5 чел./ч.;
-
операционные карты – 13,6 чел./ч.;
-
карты эскизов – 6,5 чел./ч.
![]() чел./ч.
чел./ч.
Средняя стоимость единицы времени на технологическую подготовку производства определяется:
![]() руб./час.
руб./час.
![]() руб.
руб.
3.1.3 Расчет затрат на изготовление технологического оборудования
Затраты на изготовление технологического оборудования можно определить по трудоемкости работ, средней стоимости единицы времени на изготовление, стоимости материалов и накладным расходам на изготовление определяется по формуле:
![]()
где См – затраты на материал, См= 90 руб./кг;
Фот – фонд оплаты труда основных производственных рабочих;
Кнакл – коэффициент накладных расходов;
Фотч – отчисления во внебюджетные и государственные фонды.
Для определения фондов оплаты труда для основных рабочих необходимо рассчитать трудоемкость изготовления Ти и среднюю стоимость времени на изготовление Чи.
![]()
где Тзаг.р. – трудоемкость заготовительных работ, чел./ч;
Тмех.р. – трудоемкость механических работ, чел./ч;
Тс-с.р. – трудоемкость слесарно-сборочных работ, чел./ч;
Тпр.р. – трудоемкость прочих работ, чел./ч.
Трудоемкость заготовительных работ берется равной 10% трудоемкости механических работ.
Трудоемкость механической обработки деталей одного станка
![]()
где Смех – постоянный коэффициент, зависящий от конструкций деталей станка и технических условий их обработки; Смех = 7,5;
Gx – масса спроектированной сборочной единицы, Gx=20 кг;
nор – число оригинальных и унифицированных деталей, nор = 1;
Q – выпуск станков, шт./год.; Q = 1 шт./год;
х, у, z - показатели степени, определяющие величину влияния соответствующих факторов на трудоемкость; х = 0,3, y = 0,45, z = 0,2.
![]() чел./ч.
чел./ч.
Трудоемкость заготовительных работ
![]() чел./ч.
чел./ч.
Трудоемкость слесарно-сборочных работ
![]() чел./ч.
чел./ч.
где Сс-с.р – постоянный коэффициент для данной конструктивно-технологической группы станков; Сс-с.р = 0,61;
Gx – масса спроектированной сборочной единицы, Gx=20 кг;
nор – число оригинальных и унифицированных деталей, nор = 1;
Q – выпуск станков, шт./год.; Q = 1 шт./год;
х, у, z - показатели степени, определяющие величину влияния соответствующих факторов на трудоемкость; х = 0,25, y = 0,7, z = 0,23.
![]() чел./ч.
чел./ч.
Трудоемкость прочих работ
![]() чел./ч
чел./ч
![]() чел./ч
чел./ч
Определим среднюю стоимость единицы времени на работы по изготовлению.
Оплата труда основных рабочих ведется по сдельно-премиальной форме оплаты. Базой заработной платы является тарифная часть:
![]()
где Ти – трудоемкость изготовления;