Материал: Проектирование кузовного участка АТП
3.
Организационный раздел
Организация производства ТО и ТР предусматривает решение двух вопросов:
R как организовать работу имеющимися ремонтными рабочими;
R как управлять этим производством.
Рассматривая вопросы организационного раздела, необходимо решить следующие задачи:
R выбрать метод организации производства ТО и ТР в АТП;
R выбрать метод организации технологического процесса на объекте проектирования;
R определить схему технологического процесса на объекте проектирования;
R выбрать режим работы производственных подразделений и согласовать их работу с работой автомобилей на линии;
R распределить исполнителей по специальностям и квалификации;
R подобрать технологическое оборудование и оснастку, рассчитать производственную площадь объекта проектирования и разместить на ней подобранные оборудование и оснастку;
R составить планировку объекта проектирования;
R проанализировать уровень механизации
на объекте проектирования по проекту и до внедрения рекомендаций, определенных
в курсовом проекте.
.1 Выбор метода организации производства
ТО и ТР на АТП
Наибольшее распространение в настоящее время получили три метода организации производства ТО и ремонта подвижного состава: метод специализированных бригад, метод комплексных бригад и агрегатно-участковый метод. Кратко проанализируем эти методы.
Метод специализированных бригад предусматривает формирование производственных подразделений по признаку их технологической специализации по видам технических воздействий.
Специализация бригад по видам воздействий (ЕО, ТО-1, ТО-2, диагностирование, ТР, ремонт агрегатов) способствует повышению производительности труда рабочих за счет применения прогрессивных технологических процессов и механизации, повышения навыков и специализации исполнителей на выполнение закрепленной за ними ограниченной номенклатуры технологических операций.
При таком методе организации работ обеспечивается технологическая однородность каждого участка, (зоны) создаются предпосылки к эффектив-ному оперативному управлению производством, за счет маневра людьми, запчастями, технологическим оборудованием и инструментом, упрощается учет и контроль над выполнением тех или иных видов технического воздействия.
Однако отрицательной стороной данного метода является недостаточ-ная персональная ответственность исполнителей за выполненные работы. Эффективность данного метода повышается при централизованном управле-нии производством и применении специальных систем управления качеством ТО и ремонта.
Метод комплексных бригад предусматривает формирование производственных подразделений по признаку их предметной специализа-ции, т. е. закрепления за бригадой определенной группы автомобилей (например, автомобилей одной колонны, автомобилей одной модели, прице-пов и полуприцепов) по которым бригада проводит работы ТО-1, ТО-2 и ТР. Централизованно же выполняются ЕО, диагностирование и ремонт агрегатов.
Комплексные бригады укомплектовываются исполнителями различных специальностей (автослесарями, слесарями-регулировщиками, электриками, смазчиками), необходимыми для выполнения закрепленных за бригадой работ.
Каждая бригада, как правило, имеет закрепленные за ней рабочие места, посты для ТО и ремонта, свое технологическое оборудование и инструменты, запас оборотных агрегатов и запасных частей, что приводит к распылению материальных средств АТП, усложняет руководство производ-ством ТО и ремонта автомобилей. При этом методе сохраняется обезличка ответственности за качество работ по ТО и ремонту.
Более того, между бригадами могут возникать трения из-за очереднос-ти проведения работ ЕО, диагностирования, использования общего оборудо-вания (кран-балки, подъемника, специализированного инструмента). Могут возникать ситуации, когда рабочие одной бригады перегружены, а другой недогружены, но бригады не заинтересованы во взаимопомощи. Важным положительным качеством этого метода является бригадная ответственность за качество проводимых работ по ТО и ремонту.
Сущность агрегатно-участкового метода заключается в том, что все работы по ТО и ремонту подвижного состава АТП распределяются между производственными участками, ответственными за выполнение всех работ ТО и ремонта одного или нескольких агрегатов (узлов, механизмов и систем) по всем автомобилям АТП.
Моральная и материальная ответственность за качество ТО и ремон-та закрепленных за участком агрегатов, узлов и систем становится конкрет-ной. Работы, закрепленные за основными производственными участками, выполняются входящими в состав их бригад исполнителями как на постах ТО и ремонта, так и в соответствующих цехах и участках. Недостатком этого метода является децентрализация производства, затрудняющая оперативное управление им.
Кроме того, возможны трения между отдельными участками из-за очередности выполнения работ, что приводит к скоплению рабочих на одних автомобилях и излишнего простоя других автомобилей, требующих обслуживания и ремонта.
Распределение автомобилей, поступающих на ТО и ремонт, по производственным участкам не позволяет планировать время окончания ремонта по всему автомобилю.
Таким образом, наиболее прогрессивными методами организации производства ТО и ТР на АТП являються методы, основанные на бригадной организации труда исполнителей, специализирующихся либо по предмет-ному, либо по технологическому признаку.
В первом случае каждая из бригад выполняет ТО и ТР определенных агрегатов или систем автомобиля (бригада ТО и ТР двигателей, бригада ТО и ТР сцепления, коробки передач карданной и главной передач и т. п.), во втором случае каждая из бригад выполняет соответствующий вид техничес-кого воздействия (бригада УМР, бригада ТО-1 и т. п.) при этом для удобства управления целесообразно отдельные бригады объединять в комплексы.
Независимо от количества автомобилей в АТП предпочтение следует отдавать централизованному варианту управления производством.
Система централизации управления производством (ЦУП) предусматривает соблюдение следующих принципов:
. Четкое распределение административных и оперативных функций между руководящим персоналом и сосредоточение функций оперативного управления в едином центре или отделе управления производством (ЦУП или ОУП).
Основные задачи ЦУП - сбор и обработка информации о состоянии производственных ресурсов и объема работ, подлежащих выполнению, а также планирование и контроль за деятельностью производственных подразделений на основе анализа имеющейся информации. ЦУП состоит из двух подразделений - отдела оперативного управления (ООУ) и отдела обработки и анализа информации (ООАИ).
. Организация производства ТО и ремонта подвижного состава основывается на технологическом принципе формирования производствен-ных подразделений. При этом каждый вид технического воздействия выполняется специализированной бригадой или участком (бригады ЕО, ТО-1, ТО-2, ТР и пр.).
. Производственные подразделения (бригады, участки), выполняющие технологически однородные работы, в целях удобства управления ими объединяются в производственные комплексы.
ИТС АТП может включать следующие производственные комплексы:
R Комплексный участок (ТОД), производящий диагностику технического состояния подвижного состава, техническое обслуживание, регламент-ные работы и сопутствующие ремонты;
R Комплексный участок (ТР), производящий работы по текущему ремонту;
R Комплексный участок (РУ), производящий ремонт агрегатов и узлов, деталей, снятых с автомобилей, и изготовление новых деталей;
R Комплексный участок (ПП), обеспечивающий подготовку производства ТО и ремонта.
Ряд работ практически может выполняться непосредственно на авто-мобиле и в цехах (электротехнические, жестяницкие, сварочные, малярные и др.). отнесение этих подразделений к ТР или РУ обычно производится с уче-том преобладающего (по трудоёмкости) вида работ, а также с учетом организационных соображений применительно к конкретным условиям АТП.
. Подготовка производства, т.е. комплектование оборотного фонда запасных частей и материалов, хранение и регулирование запасов, доставка агрегатов, узлов и деталей на рабочие посты, мойка и комплектование ремонтного фонда, обеспечение рабочих инструментом, а также перегон автомобилей в зонах ТО, ремонта и ожидания - осуществляется централизо-ванно комплексом подготовки производства.
На комплекс подготовки производства возложено выполнение следующих работ:
R Комплектование оборотного фонда агрегатов, узлов, приборов и деталей;
R Организация работы промежуточного склада по обеспечению хранения оборотного фонда и поддержания нормативного фонда исправных агрегатов, узлов и деталей;
R Подбор запасных частей и доставка их на рабочие места;
R Транспортировка снятых для ремонта агрегатов, узлов и деталей;
R Организация мойки всех агрегатов, узлов и деталей, снятых с автомобилей;
R Комплектование узлов и деталей для проведения ТО - 2 на основании заранее выявленных при диагностирование неисправностей и т. д.
5. В системе ЦУП используются средства связи, автоматики, телемеха-ники и вычислительной техники.
Позволяет обеспечить сбор и концентрацию в ЦУПе всесторонней информации о ходе производства ТО и ремонта автомобилей, занятости технологических постов, наличие материальных и трудовых ресурсов, что даёт возможность работникам ЦУПа принимать обоснованные решения по очерёдности постановки автомобилей на технологическое воздействие и т.д.
Схема централизованного управления производством при методе технологических комплексов показана на рис. 1
Схема управления проектируемым участком показана на рис. 2
.2 Выбор метода организации
технологического процесса на объекте проектирования
В проектах по техническому обслуживанию выбор метода организации технологического процесса должен определяться по сменной программе соответствующего вида ТО. В зависимости от её величины может быть принят метод универсальных постов или метод специализированных постов.
Метод универсальных постов для организации технического обслуживания принимается для АТП с малой сменной программой по ТО,
в которых эксплуатируется разнотипный подвижной состав.
Метод специализированных постов принимается в средних и круп-ных АТП, в которых эксплуатируется подвижной состав. По рекомендациям НИИАТ техническое обслуживание целесообразно организовать на специализированных постах поточным методом, если сменная программа составляет не менее: для ЕО > 50, для ТО - 1 > 12, а для ТО - 2 > 6 обслуживаний однотипных автомобилей.
В противном случае должен быть применён либо метод тупиковых специализированных постов, либо метод универсальных постов.
При выборе метода следует иметь в виду, что наиболее прогрессивным является поточный метод, т. к. он обеспечивает повышение производитель-ности труда вследствие специализации постов, рабочих мест и исполнителей, создаёт возможность для более широкой механизации работ, способствует повышению трудовой и технологической дисциплины, обеспечивает непрерывность и ритмичность производства, снижает себестоимость и повышает качество обслуживания, способствует улучшению условий труда и сохранению производственных площадей.
В проектах по зоне текущего ремонта технологический процесс может быть организован метод универсальных или специализированных постов.
Метод универсальных постов ТР является в настоящее время наиболее распространённым для большинства АТП.
Метод специализированных постов находит всё большее распростра-нение в АТП, т.к. позволяет максимально механизировать трудоёмкие процессы ремонта, снизить потребность в однотипном оборудовании, улуч-шить условия труда, использовать менее квалифицированных исполнителей, повысить качество ремонта и производительность труда.
Схема технологического процесса на объекте проектирования показана на рис. 3
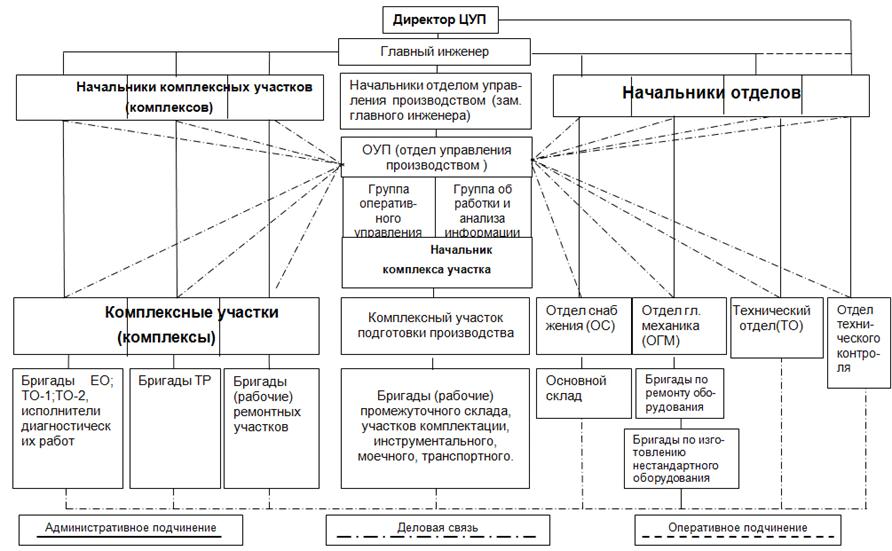
Рис. 1. Схема центрального управления производством
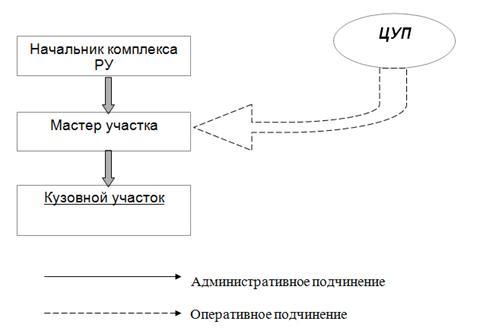
Рис.2. Схема управления кузовным участком
3.3 Схема технологического процесса на обекте проектирования
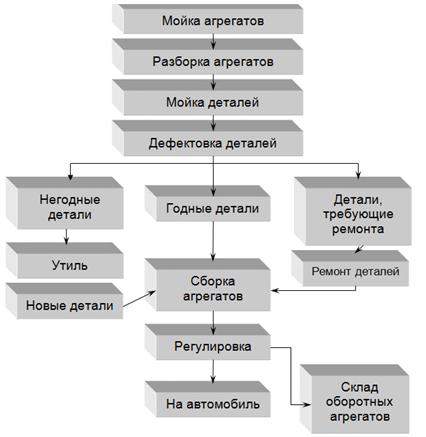
Рис. 3. Схема технологического процесса ремонта на кузовном участке
3.4 Выбор режима работы производственных подразделений
Работа производственных подразделений, занятых в АТП техническим обслуживанием, диагностикой и текущим ремонтом, должна быть согласована с режимом работы автомобилей на линии. При назначении их режима работы следует исходить из требования выполнять большие объёмы работ по ТО и ремонту в межсменное время.
Количество рабочих дней в году: 365дней.
Сменность работы: 2 смены.
Время начала и окончания работы: с 600 до 2030 часов;
Совмещённый график работы автомобилей на линии и производственных
подразделений
.5 Распределение исполнителей по
специалольностям и квалификации
Таблица № 3.3
Распределение исполнителей на агрегатно-кузовном участке по специальностям
|
Виды работ |
Распределение трудоёмкости, % |
Количество исполнителей |
|
|
|
|
расчётное |
принятое |
|
Разборочные |
100 |
14,5 |
15 |
|
Диагностические |
|
|
|
|
Сборочные |
|
|
|
|
Регулировочные |
|
|
|
Таким образом, на агрегатно-кузовном участке работы выполняют 15 исполнителя, которые выполняют весь цикл ремонта и диагностики, так как количество явочных, технологически необходимых рабочих или количество рабочих мест получилось 15.
3.6 Подбор технологического
оборудования
Подбор технологического оборудования, технологической и
организационной оснастки для кузовного
участка производим с учетом рекомендаций типовых проектов рабочих мест и табеля
гаражного технологического оборудования.
Таблица №3.4
Технологическое оборудование (организационная оснастка)
|
Наименование |
Тип или модель |
Габаритные размеры, мм. |
Кол - во |
Площадь, м2 |
|
1 |
2 |
3 |
4 |
5 |
|
Трансформатор сварочный |
ТД-300 |
600X450 |
2 |
0,54 |
|
Подъемник двух плунжерный электро-гидравлический для легковых автомобилей |
П 112 |
6650 Х 1500 |
1 |
9,97 |
|
Ножницы ручные рычажные |
Проектный |
600X300 |
1 |
0,18 |
|
Станок настольный сверлильный |
Р 175 |
980х710х390 |
1 |
0,27 |
|
Пресс реечный ручной |
Проектный |
710х390х980 |
1 |
0,27 |
|
Зиг-машина |
И2712 |
2000X900 |
1 |
1,8 |
|
Станок точильный шлифовальный на 2-ва круга |
332Б |
900X900 |
1 |
0,81 |
|
Экран металлический |
- |
3000X300 |
2 |
1,8 |
|
Стол для электро-сварочных работ |
- |
1200X600 |
1 |
0,72 |
|
Стеллаж для деталей |
ОРГ - 1468 -05 -230 А |
1500X400 |
7 |
4,2 |
|
Слесарные верстаки |
СД - 3701 - 04 |
1250 Х 800 |
3 |
3 |
|
Подставка под оборудование |
- |
2 |
1,44 |
|
|
Стол для газосвароч-ных работ |
- |
1200X600 |
1 |
0,72 |
|
Занавес брезентовый |
- |
- |
1 |
- |
|
Всего |
25,72 |
|||