Материал: borisenko
4 КОЛОННЫЕ АППАРАТЫ
Колонные аппараты, как правило, предназначены для реализации массообменных процессов: ректификации, абсорбции, экстракции. В зависимости от способа организации контакта фаз колонны подразделяют на тарельчатые и насадочные, а в зависимости от рабочего давления - на работающие под давлением, атмосферные и вакуумные. Около 60 % используемых в России аппаратов для абсорбции и ректификации – это тарельчатые колонны, остальные – насадочные, которые при правильной организации гидродинамики процесса более экономичны, чем тарельчатые.
4.1 Тарельчатые колонны
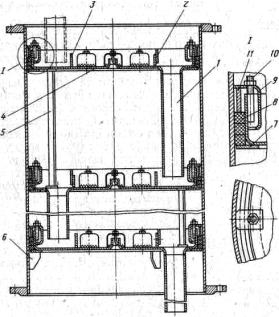
Рисунок 4.1 Тарельчатая ректификационная колонна
1 – опорная обечайка, 2 – днище,
3 – корпус, 4 – крышка,
5 – отбойное устройство,
6 – тарелка, 7 – ввод сырья.
Тарельчатые колонные аппараты (рисунок 4.1) состоят из вертикального корпуса, сферической или эллиптической крышки, днища и жестко скрепленной с корпусом опорной обечайки цилиндрической или конической формы. Использование конических опор для высоких колонн небольшого диаметра способствует повышению их устойчивости и уменьшению нагрузки на опорную поверхность фундаментного кольца. Внутри корпуса колонны смонтированы:
-тарелки,
-устройство для ввода сырья,
-отбойное устройство,
-штуцера: ввода сырья,
вывода пара, ввода флегмы, ввода пара из
кипятильника в куб, вывода кубовой жидкости в кипятильник, вывода кубового остатка.
Кроме того, аппарат снабжают штуцерами для измерения давления и температуры, уровня жидкости, отбора проб и др.
61
4.1.1 Конструкции корпусов тарельчатых колонн
Корпуса подавляющего большинства тарельчатых колонн имеют постоянный по высоте диаметр. Корпуса серийно выпускаемых аппаратов для неагрессивных сред изготовляют из углеродистых сталей (ВСтЗсп5, 20К, 16ГС), аппаратов для агрессивных сред - из нержавеющих сталей (08Х22Н6Т, 12Х18Н10Т, 10Х17Н13МЗТ) или из сталей с плакирующим слоем. Кроме того, колонные аппараты изготавливают из чугуна, меди, керамики, стекла.
Корпус тарельчатой колонны может быть сварным, либо состоящим из царг. Корпуса аппаратов, работающих при больших рабочих давлениях, а также аппаратов диаметром 1200 мм и более выполняют цельносварными. Аппараты диаметром 4001000 мм собирают из отдельных царг, если рабочее давление не превышает 1.6 МПа.
Аппараты в царговом
|
исполнении, как правило, |
|
|
снабжают неразъемными |
|
|
тарелками с переливами |
|
|
(рисунок 4.2). Тарелка пред- |
|
|
ставляет собой отбортован- |
|
|
ный металлический диск с |
|
|
устройствами, обеспечи- |
|
|
вающими контакт газа и |
|
|
жидкости (отверстия, кла- |
|
|
паны, колпачки). Для созда- |
|
|
ния необходимого уровня |
|
|
жидкости на тарелке уста- |
|
|
новлены сливная и пере- |
|
|
ливная перегородки. Высота |
|
|
переливной перегородки |
|
|
постоянна, она образует так |
|
|
называемый переливной |
|
|
карман, в который погруже- |
|
|
на сливная труба тарелки, |
|
|
расположенной выше. Вы- |
|
Рисунок 4.2. Царга тарельчатой колонны |
соту сливной перегородки |
|
можно регулировать для |
||
1 – сливная труба; 2,3 – сливная и переливная |
||
поддержания необходимого |
||
перегородки; 4 – тарелка; 5 – стойка; 6 – кронштейн; |
||
7 – упорное кольцо; 8 – прокладка; 9 – скоба; |
уровня жидкости на тарел- |
|
10 – шпилька; 11 – нажимное кольцо |
ке. Нижняя тарелка в царге |
|
|
установлена на кронштей- |
|
|
62 |
нах, остальные - на стойках. Упорные кольца предназначены для герметизации тарелок. В зазор между тарелкой и корпусом колонны укладываются прокладки из асбестового шнура, закрепленные нажимным кольцом, скобами и шпильками.
В цельносварных аппаратах используют разборные тарелки, состоящие из отдельных секций, которые крепятся к опорной раме струбцинами, винтами и прижимными планками, см. рисунок 4.3. Опорная рама приварена к корпусу колонны. Герметичность соединений секций тарелки с опорной рамой обеспечивают прокладки.
|
Для удобства монтажа и ремонта та- |
||
|
релок, предотвращения переноса жидкости |
||
|
с нижних тарелок на верхние, расстояние |
||
|
между ними не должно быть менее 200 |
||
|
мм. В зависимости от диаметра колонны |
||
|
(D) рекомендуют принимать следующие |
||
|
расстояния между тарелками (hт): |
||
|
при D ≤ 0.8 м |
hт = 0.2-0.3 м, |
|
|
при D = 0.8-1.6 м hт = 0.35-0.4 м, |
||
|
при D =1.6-2 м |
hт = 0.4-0.5 м, |
|
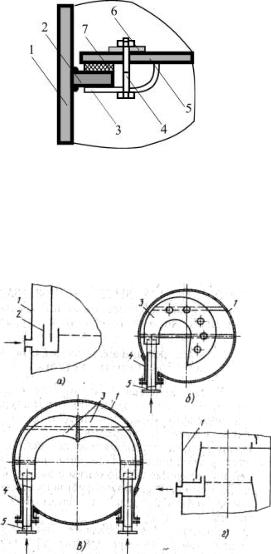
Рисунок 4.3. Крепление разборной |
при D = 2-2.4 м |
hт = 0.5-0.6 мм, |
|
при D >2.4 м |
hт > 0.6 м. |
||
тарелки |
|||
Монтаж и обслуживание тарелок в |
|||
1 – корпус колонны, 2 – опорная рама, |
|||
аппаратах с цельносварным корпусом |
|||
3 – струбцина, 4 – болт, 5 – тарелка, |
|||
6 – прижимная планка, 7 – прокладка |
выполняют через люки. Люки на корпусе |
||
колонны рекомендуется располагать через каждые пять-десять тарелок в зависимости от диаметра аппарата и типа контактных устройств. Диаметр люков может колебаться от 450 до 600 мм, а расстоя-
ние между тарелками в месте установки люка от 800 до 1000 мм.
Конструкция узла ввода сырья в колонну зависит от фазового состояния поступающей смеси. Жидкое питание, а также флегма, вводятся непосредственно в переливные карманы тарелок. Переливные карманы, в которые вводится жидкость, обычно углублены ниже тарелки примерно на 300 мм. Иногда для гашения энергии струи в переливном кармане устанавливают отражательные пластины (рисунок 4.4а). При подаче сырья в парожидкостном состоянии для защи-
63
Рисунок 4.4 Варианты ввода и вывода продуктов из колонны
1 – корпус колонны, 2 – отражатель, 3 – улита,
ты корпуса аппарата от эрозионного воздействия струи и равномерного распределения пара по сечению аппарата сырье подается через специальное устройство – улиту, которая крепится к корпусу колонны. На рисунке 4.4б показана конструкция улиты для ввода сырья одним потоком, на рисунке 4.4в - двумя потоками. Штуцера ввода сырья в колонну быстро изнашиваются, поэтому их защищают гильзой, которая при необходимости легко заменяется новой.
В колонне с боковыми выводами, предназначенной для разделения смеси на несколько компонентов, вывод жидкости из колонны осуществляется так же, как и ввод – из углубленных переливных карманов. Выводная труба должна быть погружена в жидкость во избежание выхода через нее паров.
Отбойные устройства предназначены для сепарации капель жидкости из потока пара (газа) и могут быть установлены в разных сечениях колонны. К ним предъявляют следующие требования: простота конструкции, малый вес, низкая стоимость, легкость монтажа и обслуживания, малое гидравлическое сопротивление, достаточно высокая эффективность сепарации при заданных режимах работы.
Отбойные устройства, устанавливаемые вверху колонны, должны обладать высокой эффективностью сепарации и надежно работать в широком диапазоне изменения нагрузок по пару. Межтарельчатые отбойные устройства применяют для предотвращения уноса жидкости с нижних тарелок на верхние при ограничении высоты колонны габаритами помещения. Основное назначение отбойных устройств питательной секции колонны – сепарация нелетучих соединений (смолы, зола) и предотвращение их попадания в дистиллят (характерно для вакуумных колонн перегонки мазута).
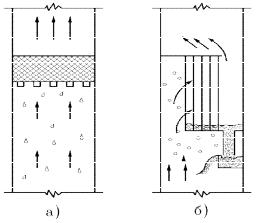
В аппаратах химической технологии чаще всего применяют отбойники ударного типа. Обычно это горизонтальные отбойники из сеток, см. рисунок 4.5а. Нередко применяются и отбойники из вертикально установленных уголков (рисунок 4.5б). Во всех конструкциях жидкость из потока газа выделяется в результате соприкосновения капель с поверхностью элементов отбойника и образует на их поверхности ламинарную пленку, а отвод жидкости осуществляется по разному: от горизонтального отбойника капли жидкости отрываются и движутся навстречу потоку пара, а в отбойниках из вертикальных элементов она стекает на специальный лоток и через гидрозатвор возвращается в процесс.
64
При увеличении скорости пара может возникнуть вторичный унос жидкости с отбойного устройства: жидкость заполняет весь объем сетки и часть ее уносится вместе с уходящим паром, либо происходит срыв пленки с поверхности вертикальных элементов. Нагрузки по пару, при которых еще нет вторичного уноса жидкости, считаются максимально допустимыми и им соответствует максимальная эффективность сепарации.
Для горизонтального отбойного устройства из сетки максимально допустимую скорость газа (в м/с) рекомендуют определять по формуле
vп » 0.15× |
(rж - rп ) rп |
, |
(4.1) |
а для вертикального из уголков –
vп » 0.045× 4 g2 × sж ×(rж - rп ) rп2 , |
(4.2) |
где ρп, ρж - плотность пара и жидкости (кг/м3), σж - поверхностное натяжение жидкости на границе с газом (Н/м), g - ускорение свободного падения.
4.1.2 Конструкции контактных массообменных устройств
Тарельчатые контактные устройства классифицируют по способу передачи жидкости с тарелки на тарелку и по характеру взаимодействия газового и жидкостного потоков. По способу передачи жидкости различают тарелки с переливными устройствами и без переливных устройств (провальные). Тарелки с переливными устройствами имеют специальные каналы, по которым жидкость перетекает с одной тарелки на другую, причем по этим каналам не проходит газ. На провальных тарелках нет переливных устройств, жидкость и газ проходят через одни и те же отверстия или прорези в полотне тарелки. Одна и та же прорезь в определенный момент времени может пропускать пар, а в следующий момент – жидкость.
По характеру взаимодействия газа и жидкости различают тарелки барботажного и струйного типов. На барботажных тарелках сплошной фазой является жидкость, а дисперсной – газ или пар. На струйных наоборот: дисперсной фазой является жидкость, сплошной – газ (фазы взаимодействуют на поверхности капель и струй жидкости, взвешенных в потоке газа). В химической и нефтехимической промышленности наиболее распространены барботажные тарелки с переливами.
В зависимости от конструкции устройств ввода пара (газа) в жидкость различают тарелки клапанные, колпачковые, ситчатые, решетчатые, с прямоточноскоростными контактными элементами и др. Некоторые тарелки могут работать только в барботажном режиме (колпачковые), другие – только в струйном (ситчатые с просечно-вытяжными отверстиями), третьи – в том и другом режимах (клапанные).
Колпачковые тарелки с капсульными колпачками до недавнего времени считались лучшими контактными устройствами для ректификационных и абсорбционных аппаратов благодаря простоте эксплуатации и универсальности. Основной частью колпачковой тарелки (рисунок 4.6) является стальной диск (полотно тарелки) с
65