Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
приспособлений, а также на машинах с ручным управлением или на высокопроизводительном полуавтоматическом и автоматическом упаковочном оборудовании. Причем упаковыванием некоторых видов продукции в полимерные и многослойные пакеты можно в несколько раз повышать и сроки ее хранения. Это достигается за счет изменения внутри пакета при его укупоривании состава газовой среды. Для этого заполненные продукцией пакеты при герметичном укупоривании подвергаются простому вакуумированию или вакуумированию с последующим заполнением внутреннего объема модифицированной или регулируемой газовой средой. В результате простого вакуумирования внутри упаковки уменьшается содержание кислорода, паров воды и других газообразных веществ и вследствие этого увеличиваются сроки хранения, например, таких продуктов питания, как мясо, масло, жиры, кофе, сухие завтраки и других. Вводимая же в герметичную упаковку модифицированная газовая среда (МГС) определенного состава оказывает на упакованный физиологически активный продукт консервирующее воздействие. Она подавляет развитие в нем бактерий, грибков и других микроорганизмов и в еще большей степени, чем вакуум, увеличивает сроки хранения мясной и рыбной продукции, хлебобулочных и кондитерских изделий, молочной продукции и других продуктов питания. Для вакуумной упаковки и упаковки с МГС применяются пакеты и оболочки, выполненные из газонепроницаемых упаковочных материалов. Несколько иначе обстоит дело с сохранением упакованных овощей и фруктов. В этих и некоторых других физиологически активных натуральных продуктах происходит постоянный газообмен – поглощая кислород, они выделяют углекислый газ. Поэтому для длительного сохранения такой продукции внутри упаковки должна создаваться регулируемая газовая среда (РГС) оптимального состава. Для этого в состав полимерной газонепроницаемой упаковки или внутрь ее вводятся вещества, поглощающие углекислый газ и генерирующие кислород или упаковка изготовляется из полимерных пленочных материалов с селективной газопроницаемостью, обеспечивающей оптимальный газообмен, соответствующий интенсивности «дыхания» упакованных физиологически активных натуральных продуктов.
Выполняются такие упаковки на вакуумупаковочных машинах, которые обеспечивают удаление из наполненного продукцией пакета, помещенного в герметичную камеру, воздуха, а также заполнение (при необходимости) камеры модифицированной газовой смесью и герметичную укупорку смыкающимися сварочными линейками горловины пакета. Такие машины содержит установленную на каркасе 1 (рис.10.3а) герметичную камеру 2, на шарнирно закрепленной крышке 3 которой установлены рычаг 4 с эксцентриковым зажимом и опорная линейка 5, сопрягающаяся при закрытой крышке с вертикально поднимающейся сварочной линейкой 6, располагающейся в камере. Камера 2 соединена в свою очередь трубопроводом через электрораспределительные клапаны 7 и 8 с вакуумным насосом 9 и баллоном 10 с модифицированной газовой смесью. Управление же осуществляется с пульта 11, содержащего вакуумметр 12, реле времени 13, а также терморегулятор, лампочки индикации, тумблеры и другие элементы ручного и автоматического управления.
21
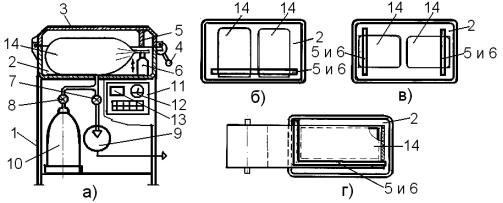
Рис. 10.3. Функциональные схемы вакуумупаковочных машин
При упаковывании полимерный пакет 14 заполняют продукцией, а затем укладывают его в камеру 2 машины так, чтобы горловина пакета лежала на сварочной линейке 6. После этого камера герметично закрывается крышкой 3, фиксируемой в рабочем положении поворотом рычага 4, и вакуумируется, соединяясь через открывшийся клапан 7 с вакуумным насосом 9. После удаления воздуха из камеры и тары 14 до заданного уровня, контролируемого вакуумметром 12, клапан 7 закрывается, одновременно открывается клапан 8, и камера вместе с тарой заполняются модифицированной газовой смесью, поступающей из баллона 10. Затем сварочная линейка 6 приподнимается вертикально и смыкается с опорной линейкой 5, пережимая и укупоривая горловину пакета герметичным швом термоимпульсной сварки, продолжительность которой контролирует реле времени 13. В это время клапан 8 закрывается, а клапан 7 переключается в положение, обеспечивающее соединение камеры 2 с атмосферой. Затем крышка 3 открывается, готовая упаковочная единица 14 удаляется из камеры и цикл повторяется.
При вакуумном упаковывании продукции, герметичное укупоривание пакета осуществляется сразу после вакуумирования камеры, без включения подачи в нее через клапан 8 из баллона 10 модифицированной газовой смеси. На этих машинах можно также и просто укупоривать пакеты герметичными сварными швами. В этом случае после укладки заполненного пакета в камеру 2 так, чтобы его горловиной располагалась на сварочной линейке 6, крышка 3 закрывается, затем сварочная линейка приподнимается вертикально и, смыкаясь с опорной линейкой 5, пережимает и укупоривает горловину пакета герметичным сварным швом. В зависимости от конструктивного исполнения таких машин сварочные линейки 5 и 6 в камерах могут располагаться спереди (рис.10.3а, рис.10.3б) или по двум боковым сторонам (справа и слева) (рис.10.3в). А при упаковывании изделий в пакеты, одновременно изготовляемые из полурукавной пленки, сварочные линейки располагаются спереди и сбоку (рис.10.3в) и соединяются между собою под прямым углом. При этом боковой сварочной линейкой в каждом цикле выполняется двойной сварочный шов с одновременной разрезкой материала между швами.
Вакуумупаковочные машины производятся сегодня многими фирмами в широком диапазоне технических характеристик и исполнений: однокамерными и двухкамерными; стационарными напольного и переносными настольного типа. При этом в двухкамерных машинах (рис.10.4б) одной установленной на шарнирах крышкой поочередно могут закрываться и герметизироваться две
22
рядом расположенные одинаковые камеры, подключенные к единой вакуумной системе и системам энергоснабжения. Этим, при незначительном усложнении конструкции машины, достигается существенное повышение производительности за счет того, что одновременно с процессом автоматического упаковывания продукции в одной камере, осуществляется процесс закладки новой партии продукции, подготовленной к упаковыванию, во вторую камеру. Затем крышка перемещается на вторую камеру для упаковывания уложенной в нее продукции и процесс повторяется.
Однокамерные вакуумупаковочные машины настольного типа в разнообразных конструктивных исполнениях производятся, например, фирмой «WEBOMATIC» (Германия). Одна из таких машин этой фирмы модели C-12HLD (рис.10.4а) содержит рабочую камеру размерами 430х500х180 мм, оснащенную двумя сварочными линейками длиной по 420 мм и вакуумным насосом производительностью 21 м3/час. Эта машина изготовляется из нержавеющей стали со встроенным микропроцессорным блоком управления, обеспечивающим быстрое автоматизированное упаковывание продукции с заданными характеристиками. Она удобна в эксплуатации, надежна в работе и не требуют высококвалифицированного обслуживающего персонала.
Рис. 10.4. Конструктивные исполнения вакуумупаковочных машин
Для вакуумного упаковывания продукции в пакеты и оболочки, изготовляемые из термоусадочной пленки, применяются вакуум-
термоусадочные упаковочные машины. В отличие от рассмотренных, эти машина дополнительно оснащаются лучевыми электронагревателями, которые устанавливаются на дне камеры 2 (рис.10.3а) и на внутренней поверхности крышки 3. Сварочные же линейки обычно располагаются в их камере под прямым углом спереди и сбоку (рис.10.3г), а упаковывающие оболочки при этом изготовляются из полурукавной термоусадочной пленки. В процессе упаковывания продукция, например коробка с конфетами, укладывается между слоями полурукавной термоусадочной пленки, и размещается в камере так, чтобы несоединенные края этой пленки находились на сварочных линейках. Далее камера герметично закрывается крышкой и вакуумируется. После же удаления из камеры и упаковки воздуха, прямоугольная сварочная линейка приподнимается и, смыкаясь с опорной линейкой, зажимает и сваривает расположенные на ней края пленки продольным и поперечными швами в герметичную оболочку. При этом боковой линейкой выполняется сразу два
23

поперечных сварных шва с одновременной разрезкой полотна между ними (один из этих швов укупоривает формируемую оболочку, а второй – остается на торце полурукавного полотна для следующей упаковки). Далее сварочные линейки размыкаются, камера соединяется с атмосферой, и одновременно включаются лучевые электронагреватели. Ими сформированная оболочка нагревается со всех сторон и сокращаясь в размерах термоусаживается, плотно прилегая к упакованному изделию. Затем лучевые электронагреватели выключаются, камера открывается, готовая вакуумная скин-упаковка удаляется из нее и цикл повторяется.
Широко применяются также термоусадочные упаковочные машины,
не имеющие системы вакуумирования камеры, поэтому в них удаления атмосферного воздуха из укупориваемых и термоусаживаемых пакетов и оболочек не производится. Такие упаковочные машины в различных исполнениях изготовляются и поставляются во многие страны, например, фирмой «SMIPACK» (Италия). Эти машины оснащены микропроцессорными блоками управления, обеспечивающими требуемые параметры процесса упаковывания, такие как время сварки и усадки пленочной оболочки, температура в упаковочной камере и другие. В них предусмотрена жидкостная система охлаждения сварочных линеек, а также управляемый электромагнит, который удерживает крышку в закрытом состоянии до окончания времени усадки. Эти машины надежны в работе, удобны в эксплуатации и обслуживании.
Рис. 10.5. Общий вид термоусадочной упаковочной машины модели S-560NA фирмы «SMIPACK» (Италия)
Наиболее высокопроизводительной из них является машина модели S- 560NA (рис.10.5), имеющая следующие технические характеристики:
Производительность, упаковок/час ………………………. 400 – 700; Размеры упаковочной камеры, мм ……………………….. 560 х 430; Максимальная высота упаковки, мм …………………………….. 260; Ширина упаковочной пленки, мм ……………………………….. 600; Максимальный диаметр рулона, мм …………………………….. 300; Питание – переменный ток: напряжением, В …………………... 220;
частотой, Гц ………………………. 50;
Максимальная потребляемая мощность, КВт……………………. 3,8;
24
Габаритные размеры, мм ………………………… 2070 х 780 х 1470; Масса, кг……………………………………………………………. 163.
При небольших объемах упаковываемой продукции для укупоривания полимерных пакетов герметичными сварными швами широко применяются разнообразные малогабаритные устройства термоимпульсной сварки с ручным или ножным приводом. В частности голландской фирмой «Аудион Электро Б. В.» для этих целей производятся:
настольные устройства термоимпульсной сварки с ручным приводом сварочной линейки модели «Sealboy»: типа 235А – выполняющие сварные швы длиной до 235 и шириной 2 мм, а также типа 320SA – выполняющие сварные швы 320х3,5мм и типа 320TW – выполняющие сварные швы 320х2х3,5мм с одновременной разрезкой материала между швами;
устройства термоимпульсной сварки с ножным приводом сварочной линейки модели «Sealmaster»: типа 300SА – выполняющие сварные швы 300х3 мм, а также типа 421SА – выполняющие сварные швы 420х3 мм и типа 620SА – выполняющие сварные швы 620х3 мм;
клещи ручные термоимпульсные модели «Futura Portable»: типа 150РТ – выполняющие сварные швы 150х3 мм и типа 150С – выполняющие профилированными сварочными лезвиями сварные швы 150х10 мм.
Клипсаторные машины применяются в свою очередь для укупоривания пленочных пакетов и оболочек механическим способом, при котором собранная пучком горловина опоясывается обжимаемым или свариваемым кольцом (клипсом). Выполняются обычно такие клипсы из алюминиевой проволоки толщиной до 2 мм или ленты шириной до 8мм и толщиной 0,4 – 1 мм, а также из пластмассовой ленты шириной 5 – 10 мм, армированной по краям внутренней стальной проволокой диаметром от 0,6 до 0,8 мм. В зависимости от требуемой производительности и уровня автоматизации процесса такие машины выполняются как с ручным приводом исполнительных механизмов, так и с автономным пневмоили электроприводом. В процессе укупоривания заполненных пакетов они обеспечивают:
шаговую подачу в штамп проволоки или ленты, разматываемой с бобины;
отрезку в штампе из этого материала мерной заготовки и формование с нее скобы;
пережатие горловины наполненного пакета или оболочки в месте установки клипса;
установку на пережатую горловину сформированной скобы с загибанием ее краев вокруг горловины, а также обжатие установленного клипса.
Фирмами Италии поставляются, например, конструктивно простые пневматические клипсаторные машины модели SM40P (рис.10.6), которые обслуживаются в ручную и обеспечивают укупоривание заполненных пакетов клипсами, изготовляемыми из пластмассовой ленты шириной 8 мм, армированной по краям внутренней стальной проволокой диаметром 0,6 мм. При этом на одной устанавливаемой сменной бобине находится 600 м такой ленты, обеспечивающей укупоривание 15 тысяч пакетов. Эти машины, выполняющие до 30 циклов в минуту, требуют подключения к пневмомагистрали с давлением 0,6 МПа, при этом расход сжатого воздуха
25