Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
перегружающего на стол 32. Здесь упаковочные единицы захватываются непрерывно движущимися в пазах стола толкателями 34 и перемешаются ими по столешнице на позицию укладки в транспортную тару. При выработке разматывающегося рулона 3 конец его ленты быстро соединяют с началом ленты следующего рулона 4, заранее установленного на оправку механизма фиксации 6, и непрерывная работа автомата продолжается. За время работы автомата с нового рулона на освободившуюся оправку 5 устанавливается следующий рулон и таким образом обеспечивается длительная безостановочная работа автомата с номинальной производительностью 85 упаковок в минуту.
В рассмотренном автомате рулон оберточного материала располагается ниже формируемого из него рукава, а продольный соединительный шов выполняется при этом сверху рукава. Однако такие автоматы могут иметь и другие компоновочные схемы, в которых, например, рулон оберточного материала располагается выше формируемого из него рукава, а продольный соединительный шов выполняется снизу рукава. В частности, НПО «Технологии упаковки» (г. Москва) поставляются заверточные автоматы в двух приведенных исполнениях: в автомате модели А250А рукав формируется с верхним продольным соединительным швом, а в автоматах модели А250В – с нижним. Горизонтальные поточные заверточные автоматы часто включают в себя и другие дополнительные функциональные устройства, например, такие как:
оптические датчики, корректирующие расположение на обертке поперечных укупорочных швов по специально нанесенным на ленту с заданным шагом меткам;
датчики, контролирующие непрерывность потока упаковываемых изделий,
ицелостность ленты оберточного материала, сблокированные с системами звуковой и световой сигнализации;
линейки поперечной сварки, содержащие перфорационные ножи, которые выполняют на оберточном материале между упаковками разделительные сквозные просечки;
аппликаторы, наносящие на упаковку самоклеящиеся этикетки и ярлыки;
струйные принтеры, маркирующие упаковочные единицы;
механические или оптические счетчики упакованной продукции;
устройства, удаляющие из упаковки воздух, впрыскивающие в нее ароматизаторы или модифицированные газообразные составы, продляющие сроки хранения продукции;
микропроцессорные системы управления, обеспечивающие оперативное перепрограммирование и автоматическое поддержание заданных режимов технологического цикла;
устройства, безостановочно соединяющие концы рулонов оберточного материала и другие.
Достоинства этих автоматов заключаются в относительной конструктивной простоте исполнения, непрерывности процесса упаковывания продукции и отсутствии возвратно-поступательно перемещающихся механизмов, что позволяет достигать на них высокой производительности (до 230 упаковок в минуту). Они надежны в работе, хорошо встраиваются в
16
технологические линии, обеспечивают бесступенчатую установку требуемой скорости, удобны в переналадке и обслуживании, экономичны в эксплуатации и поэтому широко применяются для упаковывания разнообразных штучных изделий во многих отраслях промышленного производства. Сегодня эти автоматы, поставляемые в разнообразных конструктивных исполнениях зарубежными фирмами, успешно эксплуатируются на многих отечественных предприятиях в разных отраслях производства. В частности, это такое технологическое оборудование, как:
Упаковочная горизонтальная машина модели РТ-УМ-ГШ-01 (изготовитель
–ООО «Русская Трапеза», г. Санкт-Петербург, Россия), предназначенная для упаковывания широкого спектра штучных пищевых продуктов от конфет до хлебобулочных изделий, а также изделий бытового и хозяйственного назначения размерами до 350 х 180 х 80 мм в обертку типа «Flow – pack» с производительностью до 80 упаковок в минуту;
Упаковочная горизонтальная машина модели А-250, обеспечивающая упаковывание изделий постоянной формы размерами до 190 х 110 х 40 мм в обертку из рулонных материалов шириной до 250 мм с производительностью 40 – 230 упаковок в минуту (поставщик – НПО «Технологии упаковки», г. Москва, Россия);
Упаковочная машина FLOW – PACK УМГ-38 (изготовитель – ООО НПК «НЕСТРА», Россия), обеспечивающая упаковывание в обертку из рулонных материалов шириной до 230 мм штучных продовольственных изделий максимальными размерами до 250 х 65 х 65 мм с производительностью 35 упаковок в минуту;
Упаковочные горизонтальные автоматы модели SH1-2 mini Wenz, модели
SH1-2 Wenz, модели SH1-3205 Wenz и модели SH1-U Wenz (изготовитель – фирма Wenz Maschinenbau, Германия);
Горизонтальные упаковочные автоматы модели VR-1 и VR-2PG фирмы RGD (Италия) и многое другое.
10. УПАКОВЫВАНИЕ В ПАКЕТЫ И ОБОЛОЧКИ
Технологическое оборудование, применяемое для упаковывания в пакеты, по своему назначению можно условно разделить на следующие группы:
оборудование, обеспечивающее изготовление пакетов;
оборудование, предназначенное для фасования продукции в готовые пакеты и их укупоривания;
оборудование, в котором изготовление пакетов совмещается с процессом упаковывания в них продукции.
10.1. Машины для изготовления пакетов
Конструктивное исполнение технологического оборудования, обеспечивающего изготовление пакетов, определяется как формой изготовляемого пакета, так и исходным состоянием применяемого материала. Такие пакеты изготовляются, в частности, как непосредственно из рулонного
17
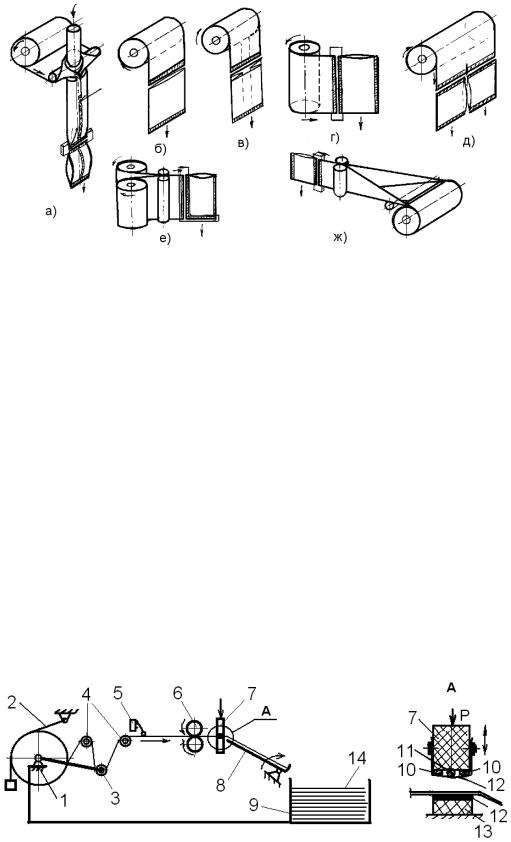
материала (рукавного, рукавного с фальцевыми боковыми складками, полурукавного, однослойного полотна поступающего из одного или двух рулонов), так и из отдельных заранее выполненных (флатовых) заготовок. При этом количество и расположение соединительных швов, выполняемых при их изготовлении, определяется как конструктивным исполнением пакета, так и видом исходного материала. Например, изготовление плоского пакета с прямым дном (рис.10.1б) из рукавной пленки или пакета с боковыми складками и прямым дном (рис.10.1в) из рукавной пленки с фальцевыми боковыми складками осуществляется выполнением на отрезанной заготовке только одного поперечного сварного шва, образующего дно пакета. После же его заполнения упаковываемой продукцией с аналогичной укупоркой горловины, получаем упаковочную единицу с двухшовным полимерным пакетом, образованным двумя поперечными сварными швами.
В плоских пакетах, изготовленных из полурукавного полотна (рис.10.1г), обычно дном является место перегиба материала (фальц), а корпус при этом формируется путем соединения в рукав двумя продольными сварными швами сопрягающихся краев отрезанной от полотна заготовки. В машинах эти действия осуществляются, как правило, одним исполнительным механизмом, выполняющим сдвоенный сварной шов и разрезку полотна между швами. Аналогичные пакеты изготавливают попарно и из рукавного полотна, дополнительно разрезая его вдоль по оси симметрии на два полурукава (рис.10.1д). После же заполнения этой тары упаковываемой продукцией и укупоривания ее горловины поперечным сварным швом получается упаковочная единица с трехшовным пакетом, образованным двумя продольными и одним поперечным швами. Такие же пакеты получаются и из однослойного пленочного полотна, складываемого в процессе их изготовления в полурукав (рис.10.1ж).
Из однослойного пленочного рулонного полотна пакеты так же изготовляются путем сворачивания его на рукавообразователе в трубу с соединением сопрягающихся краев продольным сварным или клеевым швом (рис.10.1а). Процесс изготовления таких пакетов обычно совмещается с процессом упаковывания в них продукции. Для этого на образовавшемся рукаве поперечным сварным швом вначале выполняется дно пакета. Затем в рукав из дозатора подается порция упаковываемой продукции, а при последующем продвижении на шаг он заваривается над продуктом поперечным двойным швом с одновременной разрезкой полотна между швами. В результате один из этих швов укупоривает отделяемый от рукава трехшовный пакет, образованный одним продольным и двумя поперечными швами, а второй поперечный шов остается на конце рукава, образуя дно следующего пакета.
Из однослойного полотна, поступающего с двух рулонов, обычно изготавливают плоские пакеты, противолежащие поверхности которых выполняются из различных материалов, например, ламинированной бумаги и ламинированной алюминиевой фольги (рис.10.1е). Края заготовок, образующих такие пакеты, соединяются между собой двумя продольными швами, образующими рукав, и поперечным нижним швом, образующим дно пакета за один ход L-образного сварочного инструмента. После же заполнения этой тары упаковываемой продукцией и укупоривания ее горловины поперечным
18
сварным швом получается упаковочная единица с четырехшовным пакетом, который образован двумя продольными и двумя поперечными швами.
Рис.10.1. Технологические схемы изготовления пакетов из полимерных пленок
При изготовлении пакетов из отдельных заготовок, последние высекаются или нарезаются из листового или рулонного полимерного пленочного материала в виде разверток или отдельных деталей, которые затем складываются соответствующим образом и соединяются по линиям сопряжения сварными, клеевыми или фальцевыми швами.
Для изготовления пакетов из полимерных пленок и комбинированных материалов на их основе применяется разнообразное технологическое оборудование от высокопроизводительных многопоточных автоматов до простейших машин и сварочных приспособлений, в которых подача материала под сварочные линейки производится вручную.
В частности, горизонтальный автомат, обеспечивающий изготовление пакетов из полурукавной рулонной пленки (рис.10.2), состоит из механизмов установки рулона 1, торможения рулона 2, амортизации и натяжения ленты 3, направляющих роликов 4, датчика контроля наличия пленки 5, валковой шаговой подачи 6, устройства 7 контактной сварки боковых стенок пакета двойным швом с одновременной разрезкой полотна между швами, а также укладчика пакетов 8, технологической тары 9 и системы управления.
Рис. 10.2. Конструктивная схема горизонтального автомата для производства пакетов из полурукавной рулонной пленки
Привод валковой подачи и сварочной линейки осуществляется в нем от пневмоцилиндров. Линейка же для термоконтактной сварки содержит на
19
рабочей поверхности два ленточных электронагревательных элемента сопротивления 10 и расположенный между ними проволочный электронагревательный элемент 11, обтянутые фторопластовой пленкой 12 армированной стеклотканью. В процессе работы автомата валковая подача 6 перемещает пленку на шаг равный ширине пакета, затем опускается сварочная линейка 7 и, прижимая пленку к опоре 13, сваривает ее двойным швом, а проволочный нагреватель 11, за счет более высокой температуры нагрева, разрезает полотно между швами, отделяя готовый пакет. Затем укладчик 8, поворачиваясь вокруг горизонтальной оси, укладывает готовый пакет 14 в технологическую тару 9, возвращается в исходное положение и далее цикл повторяется. При окончании пленки в рулоне рычаг датчика 5 опускается вниз и, нажимая при этом на кнопку микровыключателя, останавливает автомат для установки следующего рулона. К таковому технологическому оборудованию можно отнести, например, автомат модели М6-АБО, имеющий следующую техническую характеристику:
Производительность, шт./ мин:
из полурукавной ленты …………………………………. до 40;
из рукавной ленты ……………………………………… до 80;
из ленты, складываемой в двойной полурукав………… до 80. Размер пакета, мм: из полурукавной ленты:
ширина ………………………………………………….. 80 – 350; длина ……………………………………………………. до 480;
из ленты, складываемой в двойной полурукав:
ширина …………………………………………………. 80 – 250; длина ……………………………………………………… до 220.
Мощность электродвигателя, кВт……………………………….. 0,8. Габаритные размеры, мм…….……………………. 1710 х 1296 х I195.
Масса, кг …………………………………………………………… 370.
Автомат обслуживается одним человеком Изготовитель – Капсукский завод продовольственных автоматов (Литва).
Для изготовления из полимерных рулонных пленок обычных пакетов и разнообразных сумок с упрочненной горловиной и просечными ручками широко применяются высокопроизводительные автоматы фирмы «LEMO» (Германия). Для изготовления пакетов небольшими партиями из отдельных флатовых заготовок можно, в частности, использовать установку непрерывной термоконтактной сварки модели АПН17.004М1 (рис.8.7) или клещи переносные термоимпульсные модели АПН17.005М (рис.8.11), а также другие простые устройства, оснащенные соответствующими сварочными механизмами.
10.2. Машины для упаковывания в пакеты
Процесс упаковывания продукции в заранее изготовленные пакеты, включает в себя поштучную подачу пакетов, раскрытие и фасование в них продукции, маркировку и укупорку заполненной тары, а также передачу готовых упаковочных единиц на приемную позицию. В зависимости от вида упаковываемой продукции и объемов ее производства выполняться все эти действия могут вручную с использованием необходимой оснастки и
20