Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
автомата составляет 120 – 150 банок в минуту. Потребляемая мощность – 1,1 КВт. Габаритные размеры – 2480 х 610 х 1200 мм. Масса – 240 кг.
На некоторых консервных комбинатах технологическое оборудование, обеспечивающее мойку, сушку и этикетирование жестяных банок, объединяется в механизированные линии. В одном из конструктивных исполнений такая
механизированная линия мойки, сушки и этикетирования жестяных банок
состоит из рольганга 1 (рис.16.41), приемных столов 2 и 7, туннельной моечной машины 3, туннельной сушильной камеры 4 с электрокалорифером 5, этикетировочного автомата 6, а также ленточных транспортеров 8 и 9.
Рис. 16.41. Схема механизированной линия мойки, сушки и этикетирования жестяных банок
После стерилизации в сеточных корзинах банки с консервами выгружаются электротельфером из автоклавов и подаются на рольганг 1 этой линии, а оттуда через приемный стол 2 загружаются в моечную машину 3, где в процессе их прокатывания по наклонным профильным направляющим промываются в потоке горячей воды с температурой 70 – 75 °С. Далее ленточным транспортером 8 банки передаются в туннельную сушильную камеру 4, где в процессе их качения по установленным с уклоном 15° зигзагообразным профильным направляющим высушиваются в потоке воздуха, подаваемого из электрокалорифера 5, нагретым до температуры 60 – 70 °С. Отсюда банки принимает ленточный транспортер 9 и передает в этикетировочный автомат 6, наклеивающий на них соответствующие этикетки, а из автомата по наклонному лотку они выводятся на приемный стол 7 линии и после контроля качества доставляются на участок их упаковывания в транспортную тару. Производительность этой линии составляет 25 тысяч банок в смену.
16.7. Упаковывание консервов в транспортную тару
Консервы в банках упаковывают в транспортную тару – дощатые неразборные ящики или в ящики из гофрированного картона. При этом каждый ряд банок, уложенных в ящике, перекладывается картонной или плотной бумажной прокладкой. Иногда между рядами банок, а также сверху и на дно ящика укладывают антикоррозионные бумажные прокладки, обработанные нитритом натрия и уротропином. Масса банок с консервами в одном ящике составляет 15, 20 или 25 кг.
Процесс упаковывания банок в транспортную тару включает в себя: подготовку ящиков и других элементов упаковки; группирование и укладку в тару банок; закрытие, укупорку и маркировку транспортных единиц. В состав же упаковочного оборудования обычно входят устройства, обеспечивающие формирование картонных ящиков из плоскосложенных корпусов, а также группирующе-укладочные, укупоривающие, маркирующие и этикетирующие
231
машины. Часто все эти машины объединяются в механизированные или автоматизированные упаковочные линии.
Устройства формирования картонных ящиков обычно содержат кассету, в которую загружается стопа плоскосложенных корпусов, поджимаемая подвижной кареткой, а также поворачивающуюся на вертикальной оси руку манипулятора, оснащенную вакуумными присосками. При этом привод каретки, продвигающей стопу в кассете, обеспечивается присоединенным к ней через тросик грузом, руку манипулятора приводит в действие пневмоцилиндр, а вакуум в ее присосках создает эжектор, соединенный с пневмомагистралью. В процессе работы этого механизма, прижимающиеся присоски захватывают из кассеты очередной корпус за боковую стенку, затем при повороте руки он раскрывается и в виде прямоугольной призмы подается на следующую позицию, где соответствующие направляющие элементы и подгибатели, приводимые в действие пневмоцилиндрами, производят формирование дна ящика путем подгибания нижних клапанов по нанесенным линиям сгиба (бигам) и его скрепление. Далее подготовленные ящики ленточным транспортером подаются к группирующеукладочной машине, которые выпускаются в разнообразных конструктивных исполнениях. Например, машина модели Б4-КЭТ работает с производительностью 96 банок в минуту, а автомат модели FMC укладывает в картонные ящики до 350 банок в минуту. Полувтомат же модели А9-БУМ-1 обеспечивает укладку в картонные ящики 130 банок в минуту, а полуавтомат модели А9-БУМ-2 за минуту наполняет пять картонных ящиков, укладывая при этом в каждый по 50 жестяных наполненных банок и т. д.
Гуппирующе-укладочный полуавтомат модели А9-БУМ-2, в частности,
состоит из станины 1 (рис.16.42), на которой располагаются:
входной гравитационный лоток 2, содержащий амортизатор 3, обеспечивающий подачу банок в элеватор без заклиниваний, а также грузовой датчик 4, включающий привод транспортера элеватора при заполнении лотка банками, и грузовой датчик 5, выключающий этот привод при их количестве меньшем допустимого;
элеватор 6, цепной транспортер 7 которого, приводимый в действие электродвигателем 8, доставляет в своих секциях банки с лотка 2 в зону гравитационного транспортера;
гравитационный транспортер 9, на параллельные лотки которого банки 10 передаются с элеватора 6 выталкивающей планкой с разделением их на три потока, при этом на нижнем его лотке располагаются два грузовых датчика 11, контролирующих наличие необходимого количества банок, а регулировка положения лотков по высоте осуществляется винтовым механизмом с маховиком 12;
отсекатели 13, обеспечивающие своими фиксаторами, сидящими на вертикальных валах, пропускание с транспортера 9 на позицию группирования одного слоя банок, и удержание на нем в период их выталкивания остальных;
концевые упоры 14, которые закреплены на шарнирном параллелограмме, связанном тягой с приводом отсекателей, и обеспечивают фиксацию банок, закатившихся на позицию группирования;
232
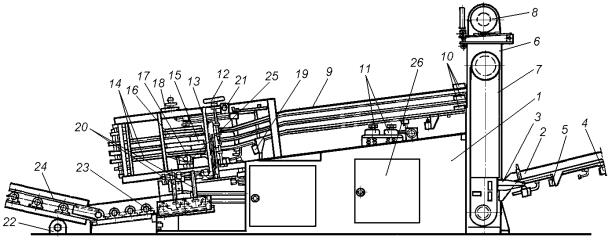
толкатели 15, перемещающие сформированный слой банок в бункер, и состоящие из уголков, которые через раму и стойки крепятся на ползунах, перемещающихся в направляющих станины;
счетный механизм 16, контролирующий количество слоев банок,
загружаемых в ящик; он крепится на направляющей верхнего ползуна толкателей и содержит рычажно-храповой механизм, на диске которого установлены алюминиевые флажки, при этом кулачок, укрепленный на верхнем ползуне, в конце каждого его обратного хода поворачивает храповое колесо вместе с диском на 30°, а флажки диска, входя в паз укрепленного на плите бесконтактного датчика, вызывают его срабатывание и переключение толкателей 15 с короткого на длинный ход;
бункер 17, на который оператором надевается наполняемый картонный ящик;
рычаг 18, замыкающий конечный выключатель, когда первый слой банок устанавливается против толкателей 15 в зоне бункера, и грузовой датчик 19, разрешающий срабатывание толкателей 15 при наличии на этой позиции достаточного количества банок (не менее двух комплектов);
опрокидыватель 20, забирающий заполненный банками ящик с бункера 17 и передающий его на отводящий транспортер; содержит две лапы, которые закреплены на валу, соединенном через рычаг со штоком гидроцилиндра и поднимаются для приема наполненного ящика вверх при нажатии оператором на кнопку 21;
отводящий транспортер 22, доставляющий заполненные ящики на позицию их укупоривания, маркировки и этикетирования; на своем сварном каркасе он содержит приводной приемный рольганг 23 и сопрягающийся с ним передающий клиноременной транспортер 24;
гидрооборудование, состоящее из лопастного гидронасоса Г12-23 с фланцевым электродвигателем, контрольно-регулирующих и коммутационных аппаратов, бака с маслом, соединительных трубопроводов и исполнительных гидроцилиндров, из которых гидроцилиндр 25 приводит в действие толкатели 15, а остальные – отсекатели 13 с концевыми упорами 14 и опрокидыватель 20;
блок с электрооборудованием 26, располагающийся внутри рамы станины, к которому подводится питание от трехфазной четырехпроводной сети переменного тока напряжением 380 В.
Рис. 16.42. Группирующе-укладочный полуавтомат модели А9-БУМ-2
233
При работе банки поступают во входной гравитационный лоток 2 и заполняют его до воздействия на грузовой датчик 4, включающий привод цепного транспортера 7 элеватора 6. Затем банки с лотка через амортизатор 3 заходят в секции транспортера 7 и выносятся им в зону гравитационного транспортера 9, где выталкивающей планкой передаются на параллельные лотки этого транспортера с разделением их на три потока. Здесь поступающие банки 10 скатываются до концевых упоров 14 по параллельным наклонным лоткам и равномерно заполняют их до взаимодействия находящихся в нижнем лотке с грузовыми датчиками 11, контролирующими наличие на лотках необходимого количества банок. При этом первый слой поступивших банок располагается в зоне бункера 17 перед толкателями 15, а первая из их нижнего ряда нажимает на рычаг 18, замыкающий конечный выключатель. При наличии же в лотках достаточного количества банок (не менее двух комплектов), замыкается также и грузовой датчик 19, разрешающий срабатывание толкателей 15. При этом срабатывают отсекатели 13 и своими фиксаторами, сидящими на вертикальных валах, удерживают на транспортере 9 банки, располагающиеся за первым слоем, а концевые упоры 14 отходят назад на 16 – 20 мм и, увлекая за собой отделенный слой банок, выводят его на позицию выталкивания в бункер 17. Затем коротким ходом срабатывающие толкатели 15 автоматически перемещают в бункер 17 первый, а за ним и второй, сформированный аналогичным образом, слои банок. За время выталкивания в бункер 17 двух слоев банок оператор надевает на него ящик, а в счетном механизме 16 флажок поворачивающимся диском вводится в паз бесконтактного датчика, переключающего толкатели 15 на длинный ход. После этого оператор нажимает на кнопку 21, включая тем самым подъем лап опрокидывателя 20 в положение «прием», а также третий длинный ход толкателей 15, которым в бункер подается третий слой банок и сгруппированный комплект заталкивается ящик, который далее стягивается с бункера 17 и передается на лапы опрокидывателя 20. В конце же длинного хода срабатывает конечный выключатель, дающий команду на реверс толкателей 15 и установку наполненного ящика лапами опрокидывателя 20 на приемный рольганг 23 отводящего транспортера 22, уносящего их к укупорочному автомату, и далее цикл повторяется. Габаритные размеры этого полуавтомата 6700 x 1600 x 2350 мм, а масса – 1460 кг. Обслуживает его один человек.
Укупоривание же картонных ящиков производится на машинах модели А1-ОЛО/3, полуавтоматах модели ОМ, автоматах модели А5-А02К, а также фирмы «Беккер и РАБ» и многих других.
Автомат для укупорки картонных ящиков модели А5-А02К, в частности,
производит закрытие клапанов на заполненных картонных ящиках и их скрепление клеевой лентой шириной 75 мм на бумажной (марки Б по ГОСТ 10459-87) или полимерной основе (из полипропилена, полиэтилена, полиэтилентерефталата и др.). На сборно-сварной станине 1 (рис.16.43) этого автомата располагаются:
транспортирующая система, состоящая из приемного рольганга 2, нижних 3
и4 транспортирующих рольгангов, а также верхнего рольганга 5; при этом рама приемного рольганга, содержащая опорные ролики, присоединена осью 6 к торцу станины, а также соединяется шарнирно со штоком пневмоцилиндра 7, изменяющего ее наклон, а в рамах нижних и верхнего рольгангов размещаются
234
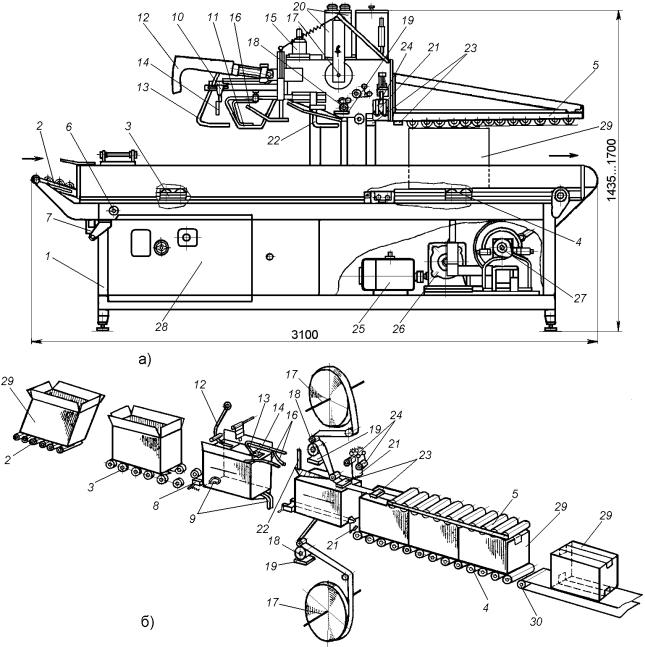
опорные ролики, приводимые во вращение электродвигателем через цепную передачу, причем ролики у верхнего рольганга подпружинены;
устройство скрепления низа ящика, располагающееся между нижними транспортирующими рольгангами 3 и 4, которое содержит механизм 8 предварительного раскрытия нижних продольных клапанов ящика и механизм впрыскивания на них клея через сопла 9;
устройство 10 закрытия верхних клапанов, состоящее: из механизма 11, предварительно раскрывающего продольные клапаны ящика; качающегося подгибателя 12, закрывающего поперечный задний клапан; направляющих 13 и 14, закрывающих поперечный передний клапан; насоса 15, впрыскивающего через сопла клей на сопрягающиеся поверхности клапанов, и направляющих 16, закрывающих продольные клапаны ящика;
Рис. 16.43. Автомат для укупорки картонных ящиков модели А5-А02К: а – общий вид; б – функциональная схема.
235