Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Впроцессе работы автомата наполненные банки транспортером 2 подаются к шнеку 3, который принимает их с транспортера и с заданным шагом поштучно устанавливает в гнезда транспортного ротора 5. Далее ротор 5 проводит эти банки через установленный в подпружиненной направляющей датчик-щуп, обеспечивающий включение в магазине 6 отсекателя со шнеком, а они при этом поштучно захватывают из его кассеты нижнюю крышку и, проведя ее через маркировочный механизм 7, надевают на горловину соответствующей банки. Затем укомплектованные банки этот ротор поочередно устанавливает на опущенные нижние патроны в инструментальные блоки синхронно вращающегося ротора-клинчера 8.
Впроцессе вращения этого ротора нижние патроны поднимаются и прижимают банку к верхнему патрону, а затем через отжимные ролики, катящиеся по секторным копирам, к банке подводится прикатной ролик и, обегая ее по периметру, подгибает фланец крышки под отбортовку корпуса банки, обеспечивая тем самым их механическое сцепление. После этого патроны опускаются, а банки с них забирает разгонный ротор 9 и направляет в карман вакуум-клапана 14, поворотом которого они вводятся в вакуум-камеру 13, где выбрасывателем передаются в захваты транспортного ротора, устанавливающего их на опущенные нижние патроны синхронно вращающегося закаточного ротора 15.
Нижние патроны в процессе вращения этого ротора поднимаются и прижимают банку к верхнему патрону инструментального блока, и в это же время из банки удаляется воздух. Далее через отжимные ролики, катящиеся по секторным копирам, к банке подводится вначале закатной ролик, окончательно прикатывающий крышку к корпусу, а затем обжимной ролик, обеспечивающий обжатие и герметизацию фальцевого соединительного шва. После этого с опустившихся патронов укупоренные банки забирает транспортный ротор и устанавливает в карман вакуум-клапана 14, поворотом которого они выводятся из вакуум-камеры 13. Далее транспортный ротор 16 забирает эти банки из кармана и устанавливает на отводящий ленточный транспортер 17, которым они выводятся из автомата, перемещаясь при этом мимо датчика устройства, посчитывающего изготовленные упаковочные единицы. Техническая характеристика роторного вакуум-закаточного автомата модели Б4-КЗК-84 следующая:
Производительность, шт./мин:
номинальная …………………………………….. 160; дополнительная ………………………. 100, 125, 200;
Укупориваемые банки:
жестяные цилиндрические (ГОСТ 5981-71)……. № 3 – 13, 22; Предельное разрежение, создаваемое в банках объемом до 350 см3, Па ………………………………… 0,5·105; Мощность электродвигателя, кВт:
привода автомата ………………………………….. 4; вакуум-насоса ……………………………………… 4;
Габаритные размеры, мм:
длина ……………………………………………. 3100;
221
ширина ………………………………………….. 1610; высота …………………………………………… 1800; Масса, кг…………………………………………………….. 4263.
Автомат обслуживает один человек.
Изготовитель – симферопольский завод «Продмаш».
16.6.5. Проверка упаковочных единиц на герметичность
Банки после укупорки подвергаются проверке на герметичность. Цель проверки – не допустить на стерилизацию плохо укупоренные банки, у которых в ходе тепловой обработки появляется активный подтек (содержимое вытекает через неплотности). Банки на герметичность проверяют визуально (внешний осмотр) и в водяной контрольной ванне, а также с помощью воздушных и воздушно-водяных тестеров.
Визуальный осмотр укупоренных банок производится непосредственно на транспортирующем их конвейере и позволяет выявлять только банки с явно выраженными дефектами.
Проверка герметичности банок производится также путем их погружения в контрольную ванну, окрашенную изнутри в белый цвет, хорошо освещенную и заполненную горячей (80 – 90 оС) водой. О герметичности судят по появлению в воде воздушных пузырьков, выходящих из банки вследствие повышения в ней давления, вызываемого нагревом содержимого в течение 1 – 2 минут. Производительность такой ванны составляет около восьми тысяч банок в час. Однако этим способом трудно обнаружить негерметичность, если микроотверстия в банке имеются на стыке закаточного и продольного соединительных швов.
Банки на герметичность проверяют также воздушными тестерами, содержащими горизонтальный круглый стол в центре которого на валу располагается вращающийся диск с двадцатью воздушными камерами, где и размещаются банки, проверяемые под избыточным давлением воздуха. Проверенные банки этим тестером автоматически выводятся на транспортеры для герметичных и негерметичных банок.
Выявленные негерметичные банки поступают на разбраковку, где их вскрывают и содержимое перекладывают в новые, а банки негерметичные по укупорочному шву на закаточной машине повторно подкатывают обжимным роликом, а затем вновь проверяются на герметичность в контрольной ванне. Основными причинами негерметичности банок являются плохое качество укупорочного шва из-за разрегулирования закаточной машины, а также отклонения в линейных размерах соединяемых частей банок, поступающих на закатку. Если в течение одного часа число выявленных негерметичных банок превысит 0,1 % от проверенной партии, то закаточные машины останавливаются для устранения неполадок и более точного регулирования.
После проверки на герметичность банки укладывают в автоклавные корзины и передают на стерилизацию. При этом время между укупоркой и началом стерилизации банок, в частности, для мясных консервов не должно превышать тридцати минут. При нарушении этого условия концентрация размножающихся в продукте микроорганизмов может достигнуть уровня, приводящего к браку изготовляемой продукции.
222
16.6.6.Стерилизация консервов
Впроцессе производства консервов для обеспечения стабильности продукта при хранении используют такие способы термообработки, как стерилизация, пастеризация и тиндализация.
Стерилизация – одна из основных операций технологического процесса
производства консервов, которую проводят, нагревая продукт до температуры от 100 до 135 оС, для подавления жизнедеятельности микроорганизмов либо для их полного уничтожения.
Пастеризация – одна из разновидностей термообработки, которая производится при температурах от 75 до 100 оС. При этом вследствие более низких температур пастеризованные консервы имеют лучшие органолептические и физико-химические показатели и малоизмененные первоначальные свойства, однако хранить такие консервы необходимо в холоде.
Тиндализация заключается в дробной обработке жидкостей и пищевых продуктов в текучем паре при 100 °С или в их трёх-, четырёхкратном нагревании до температуры 100 – 120 °С с промежутками в 24 часа. За это время споры бактерий, выжившие при 100 °С, прорастают, а вышедшие из них вегетативные клетки бактерий погибают при последующем нагревании; применяют для стерилизации лекарственных препаратов, а также для так называемого горячего консервирования пищевых продуктов в специальных аппаратах с терморегуляторами.
Стерилизация, например, мясных консервов при температуре 134 °С в
течение 5 минут уничтожает практически все виды спор, включая и споры наиболее термоустойчивых микроорганизмов. Однако воздействие повышенных температур приводит к глубоким необратимым химическим изменениям продукта, вызывающим снижение его пищевой и биологической ценности. В связи с этим наиболее распространенная температура стерилизации мясопродуктов находится в области 120 °С. При этом подбирают такую продолжительность нагрева, которая обеспечивает достаточно эффективное обезвреживание споровых форм микробов и резкое снижение их жизнедеятельности. Таким образом, промышленной стерилизацией не всегда достигается абсолютная стерильность консервов, но обеспечиваются их доброкачественность и стойкость к хранению.
Тепловую обработку консервов в аппаратах, предназначенных для стерилизации, проводят в основном двумя способами:
перегретым насыщенным паром без противодавления (для консервов в жестяных банках объемом до 500 см3);
горячей водой (нагреваемой паром), с противодавлением (для консервов в стеклянной таре и в жестяных банках объемом более 0,5 дм3).
Противодавлением называют искусственно создаваемое в полости аппаратов давление, противодействующее деформации (вздутию) банок от избыточного давления, создаваемого в них нагретым продуктом.
Стерилизацию консервов проводят в специальных аппаратах, называемых автоклавами. Различают автоклавы вертикальные, горизонтальные и
ротационные периодического действия, а также роторные, линейные
223
(горизонтально-конвейерные), гидростатические и пневмогидростатические непрерывного действия. Наиболее распространенными аппаратами периодического действия, предназначенными для стерилизации консервов в жестяных и стеклянных банках, являются автоклавы моделей АВ, СР, Б6-ИСА и Б6-КАВ, которые в свою очередь подразделяются по вместимости в зависимости от числа загружаемых в них корзин. Например, вертикальные автоклавы модели АВ изготовляются в исполнениях от однокорзинных до четырехкорзинных.
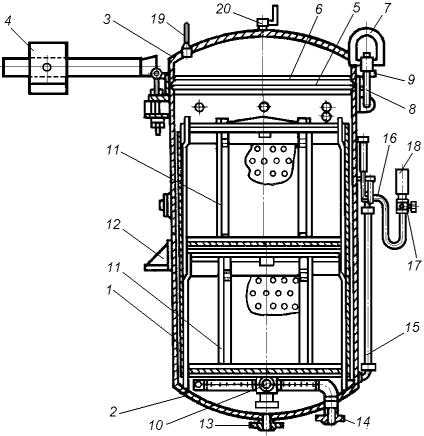
В частности, автоклав вертикальный двухкорзинный модели АВ содержит цилиндрический корпус 1 (рис.16.36), выполненный из нержавеющей стали, к которому приварено сферическое дно 2, а сверху присоединена откидывающаяся сферическая крышка 3, содержащая противовес 4 и герметично прижимаемая через уплотнительную прокладку 5, уложенную в кольцевой паз 6, восемью гайкамибарашками 7, которые навинчены на откидные болты 8 корпуса, проходящие через соответствующие проушины 9 крышки. В придонной же части корпуса 1 установлен барботер 10, подающий пар, а над ним располагаются две сеточные корзины 11 со стерилизуемыми банками. На корпусе также закреплены монтажные кронштейны 12, патрубки 13 и 14 для присоединения сливного и пароподающего трубопроводов соответственно, а также циркуляционная труба 15 с отводом 16, заканчивающимся краном 17 и штуцерами 18 для подсоединения термометра и манометра, а на крышке автоклава установлены предохранительный клапан 19 и продувной кран 20.
Рис. 16.36. Автоклав вертикальный двухкорзинный модели АВ
Сеточные корзины 11, наполненные стерилизуемыми банками, загружают в автоклав, а затем через него пропускают пар для вытеснения основной массы воздуха. После этого корпус 1 автоклава герметично закрывают крышкой 3 и, открывая продувной кран 20 и вентиль сливного трубопровода 13, его нагревают,
224
поступающим из барботера 10 паром. Затем кран 20 и вентиль сливного трубопровода 13 закрывают и производят нагрев автоклава до температуры, при которой в течение заданного времени осуществляется стерилизация консервов. При отклонениях температуры от заданного уровня, ее регулируют подачей пара и спуском конденсата, открывая при этом вентили на соответствующих трубопроводах. По окончании процесса стерилизации подачу пара прекращают, а затем в автоклаве медленно снижают температуру и избыточное давление до атмосферного, постепенно выпуская из него пар и сливая остатки конденсата. После этого крышку автоклава открывают, корзины 11 с банками выгружают, и рабочий цикл повторяется. Извлеченные же корзины устанавливают в специальные ванны, где проточной водой банки постепенно охлаждаются до температуры, не превышающей 40 °С. Внутренний диаметр этого автоклава – 1000 мм, а его габаритные размеры – 2080 х 1350 х 2500 мм. Вместимость – до 1600 условных банок.
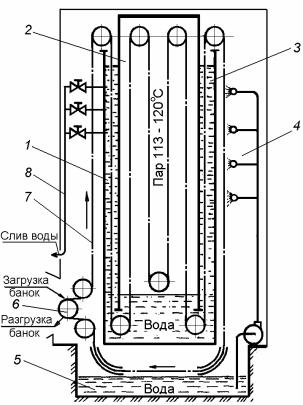
Высокопроизводительный непрерывнодействующий гидростатический стерилизатор модели А9-ФСА, например, состоит из водяной камеры 1 подогрева (рис.16.37), паровой камеры 2 стерилизации, водяной камеры 3 первичного охлаждения, камеры 4 дополнительного охлаждения водой, бассейна 5 с охлаждающей водой, механизма 6 загрузки и выгрузки банок, цепного бесконечного транспортера 7, трубопровода 8 слива отработавшей воды в канализацию, а также системы автоматического регулирования температуры стерилизации. Корпус стерилизатора выполнен секционным, а его камеры разделяются двойными теплоизолирующими перегородками.
Рис. 16.37. Схема гидростатического стерилизатора модели А9-ФСА
Скорость транспортера 7 устанавливается в зависимости от необходимого времени стерилизации консервов, при этом длина его участка, находящегося в камере 2 стерилизации, постоянна и составляет 67 м, а длины участков,
225