Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
образованные боковинами корпуса и внутренними перегородками ванна 2 замачивания, содержащая барботер 3, и моечная ванна 4, в которой находятся трубчатый нагреватель 5, ультразвуковые вибраторы 6, этикеткоотборники 7 и фильтры 8. Все внутреннее пространство корпуса машины охватывает бесконечный транспортер 9, состоящий из двух параллельных втулочных цепей на которых с определенным шагом установлены кассеты с гнездами для тары. При этом требуемая траектория движения транспортера через все стадии мойки обеспечивается установленными попарно на валах приводными 10 и обводными 11 звездочками, а также формирующими трассу направляющими элементами 12. Над ваннами 2 и 4 по ходу движения транспортера 9 в свою очередь располагаются: приемные направляющие 13; камера пропаривания 14, образованная входящими в ванны перегородками 15; система струйной очистки, включающая устройства шприцевания 16 моющим раствором, 17 – горячей и 18 – теплой водой; участки ополаскивания со шприцевальными рамками 19 и 20; зона стекания с тары воды; а также механизм 21, обеспечивающий выгрузку чистой тары из кассет транспортера 9 на отводящий транспортер. Гидросистема машины включает в себя как приведенные исполнительные гидроустройства, так и связанные с ними трубопроводами насосные установки, фильтры тонкой очистки, оросители, сливные и питающие магистрали, запорные краны и другие элементы. Электрооборудование машины содержит главный электродвигатель, обеспечивающий через передаточные механизмы привод транспортера и других механических устройств, а также ультразвуковой генератор, питающий ультразвуковые вибраторы 6, и пульт управления.
Рис. 16.31. Ультразвуковая моечная машина модели АКУ
При работе машины через приемное устройство 13 тара подается в гнезда кассет цепного транспортера 9 и перемещается им в ванну 2 замачивания, заполненную 1 – 2-процентным водным раствором каустической соды, подогреваемым до температуры 50 – 60 оС и перемешиваемым струями пара, выходящими из барботера 3. Пройдя через эту ванну, тара перемещается транспортером вверх и через устройство шприцевания 16, производящее ее
211
предварительную струйную очистку моющим раствором ванны 2, поступает в камеру 14, где осуществляется ее стерилизация перегретым паром. При этом на петле движения транспортера через обводные звездочки 11 моющий раствор выливается из тары обратно в ванну 2. Затем тара из камеры 14 погружается транспортером в моечную ванну 4, заполненную водным раствором щелочи с температурой 70 – 80 оС, поддерживаемой трубчатым нагревателем 5. При движении в этой ванне тара отмывается от загрязнений и сохранившихся старых этикеток с активацией процесса ультразвуковыми вибраторами 6. Очистка же ее моющего раствора производится путем его прокачивания насосом по замкнутому циклу через фильтры 8, при этом удаленные с тары этикетки и другие крупные частицы оседают и накапливаются на фильтрующей сетке этикеткоотборника 7, периодически очищаемой по мере засорения. Из этой ванны транспортер движется по наклонной направляющей, до поворота на горизонтальный участок в верхней части машины и при этом производится струйная мойка тары из устройства шприцевания 17 горячей водой. Выйдя на верхний прямой участок, тара подвергается дальнейшей струйной мойке из устройства шприцевания 18 теплой водой, а затем на участке со шприцевальными рамками 19 производится ее ополаскивание теплой водой. На заключительном этапе шприцевальные рамки 20 окончательно ополаскивают тару водопроводной водой, подогретой до 30 – 45 оС, которая затем стекает с нее до перемещения в зону автоматической выгрузки, где механизмом 21 тара извлекается из кассет транспортера 9 и перегружается на отводящий транспортер. После этого освободившиеся гнезда кассет в приемном устройстве 13 загружаются очередной поступающей тарой и цикл повторяется. Техническая характеристика приведенной ультразвуковой моечной машины модели АКУ следующая:
Производительность, шт./мин ……………………………. до 50 Потребляемая мощность, кВт ………………………………53,3;
Габаритные размеры, мм:
машины: длина …………………………………………….. 5070; ширина ……………………………………………2110;
высота ……………………………………………. 3020;
ультразвукового генератора:
длина …………………………………………….. 2590; ширина ……………………………………………1700;
высота ……………………………………………. 2250;
Масса, кг:
машины ……………………………………………………. 6500;
ультразвукового генератора ………………………………. 220.
16.6.2.Фасование консервируемой продукции в банки
Взависимости от вида консервируемой продукции процесс ее порционирования и фасования в банки может осуществляться вручную, а также механизированным и автоматизированным способами.
Вручную, как правило, фасуется цельная плодоовощная и фруктовая продукция (томаты, огурцы, яблоки, груши, сливы и т.д.), а также крупнокусковая мясная и рыбная продукция (консервы рыбные, из языка и
212
ветчины, птицы, кроликов и др.). При таком фасовании соль, специи и консервируемый продукт закладываются в банки в определенной последовательности, после чего производится их контрольное взвешивание.
Машинным механизированным способом осуществляется фасование, например, измельченных овощей и фруктов, ягод, мясного гуляша и фаршей.
На автоматах же фасуют жидкую (соки, бульоны, растительное масло), пастообразную (томатную пасту, паштеты, майонезы) и сыпучую (специи, зеленый горошек, крупы) продукцию. Фасование в банки колбасного фарша и паштетов производится, например, на автоматах модели Б4-ФДН-17 с производительностью 125 банок в минуту, а автоматы модели В2-ФНА используются для заполнения с производительностью 78 – 100 штук в минуту металлических банок мясом, жиром и солью с перцем при производстве консервов «Мясо тушеное». Автоматы же модели Б4-КДН-16 предназначены для фасования с заливкой зеленого горошка с производительностью 150 – 250 банок в минуту. Для фасования жидкой и пастообразной продукции в банки применяются автоматы модели КН-3М, модели Б4-КНП, модели АНСМ, модели Б4-И32-М, модели И9-ИН2-А, модели ДН-1 и многие другие.
В частности, роторный двенадцатипозиционный автомат модели И9-ИН2-А предназначен для фасования в жестяные и стеклянные консервные банки сиропов, томатных соусов (содержание сухих веществ 15 – 20%), соков вязкостью до 0,016 Па·с и другой аналогичной продукции. На его станине, состоящей из установленной на четырех регулируемых опорах 1 (рис.16.32) чугунной плиты 2, располагаются:
транспортер 3, подающий банки в автомат с цехового транспортера и состоящий из каркаса, кронштейна, цепной передачи, регулируемых направляющих, двух звездочек и охватывающего их грузонесущего органа, выполненного из нержавеющих металлических пластин, шарнирно соединенных между собой осями и образующих бесконечную цепь с плоской рабочей поверхностью;
шнековый механизм 4, принимающий банки с транспортера и с заданным шагом поштучно подающий их в гнезда загрузочного ротора;
загрузочный ротор 5, поштучно устанавливающий банки на нижние опущенные патроны фасовочного ротора;
фасовочный ротор, состоящий из вертикального вала 6, закрепленного на нем продуктового бака 7 и механизма 8 вертикального перемещения расположенных под баком нижних патронов с банками;
двенадцать наполнительных патронов 9, радиально закрепленных с равномерным шагом соосно с нижними патронами на дне бака 7 и состоящих из насадка-вытеснителя 10 с прокладкой 11, клапана 12 с уплотнительным кольцом 13, гофрированного резинового патрубка 14, полость которого соединяется с баком через отверстия 15, а также из осевой трубки 16 и пружины
17;
питающее устройство 18, обеспечивающее наполнение бака 7 фасуемым продуктом с автоматическим поддержанием постоянного уровня;
механизм 19, обеспечивающий подъем и опускание питающего устройства при переналадке автомата на другой типоразмер консервных банок;
213
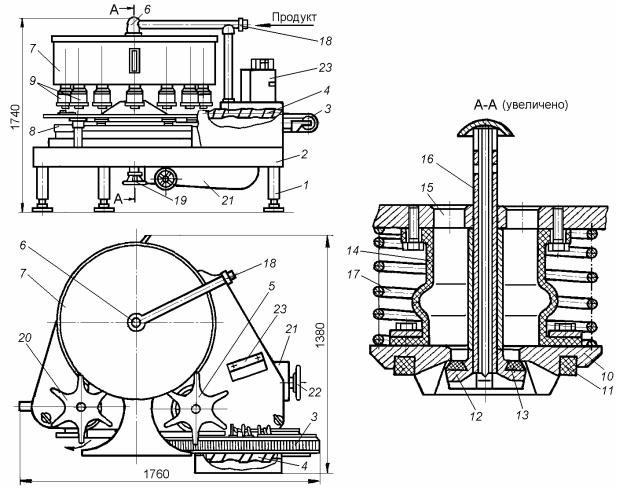
отводящий ротор 20, поштучно забирающий наполненные банки с нижних опущенных патронов фасовочного ротора и передающий их на транспортер закаточной машины;
Рис. 16.32. Роторный фасовочный автомат модели И9-ИН2-А
привод 21, состоящий из электродвигателя АОЛ2-21-4, клиноременного вариатора, настраиваемого вращением маховика 22, а также червячного цилиндрического редуктора и других передаточных механизмов;
пульт управления 23, содержащий автоматический выключатель, магнитный пускатель и другие коммутационные устройства, а также встроенные в лицевую панель индикаторные лампочки, кнопки и тумблеры.
При работе автомата пустые банки транспортером 3 подаются к шнековому механизму 4, который принимает их с транспортера и с заданным шагом поштучно устанавливает в гнезда загрузочного ротора 5, а он в свою очередь переносит и устанавливает эти банки на нижние опущенные патроны синхронно вращающегося фасовочного ротора. В процессе вращения фасовочного ротора его нижние патроны механизмом 8 поднимаются и прижимают банки горловинами через прокладки 11 к насадкам-вытеснителям 10 наполнительных патронов 9. При этом, сжимая пружину 17, насадкавытеснитель поднимается, открывая щель вокруг клапана 12, обеспечивающую наполнение банки продуктом, поступающим через отверстия 15 дна бака 7 и резиновый патрубок 14, а воздух из ее полости вытесняется в это время по осевой трубке 16. Далее нижние патроны опускаются в исходное положение, а освободившаяся насадка-вытеснитель 10 пружиной 17 через уплотнительное
214
кольцо 13 прижимается к клапану 12, герметично закрывая тем самым наполнительный патрон 9. После этого в ходе синхронного вращения отводящий ротор 20, поштучно забирает наполненные банки с нижних опустившихся патронов фасовочного ротора и передает их, например, на транспортер синхронно работающей закаточной машины, осуществляющей укупорку банок.
Необходимый уровень продукта в банке обеспечивается за счет погружения в нее нижней части клапана 12 и насадка-вытеснителя 10, ход которого при дозировании составляет от 5 до 10 мм. При переналадке автомата на другие типоразмеры наполняемых банок заменяются насадки-вытеснители 10 наполнительных патронов 9 и шнек механизма 4, а также регулируется положение направляющих на транспортере 3 и уровень расположения питающего устройства 18 с помощью механизма 19. Требуемая же производительность настраивается вращением в соответствующую сторону маховика 22 клиноременного вариатора привода автомата. Техническая характеристика роторного фасовочного автомата модели И9-ИН2-А следующая:
Производительность, шт./мин ……………………………. 60 – 160; Наполняемые банки:
жестяные цилиндрические (ГОСТ 5981-71)……. № 3 – 9, 11 – 13; жестяные фигурные (ГОСТ 5981-71) …………. № 17 – 19, 29, 32; стеклянные (ГОСТ 5717-70)………. 1-58-200; 1-58-500; 1-82-350; 1-82-500; 1-82-1000;
Величина фасуемой дозы, см3 , не более ……………………..1000; Вместимость продуктового бака, дм3 ………………………… 115; Мощность электродвигателя, кВт…………………………….. 1,1; Габаритные размеры, мм:
длина ……………………………………………….. 1760; ширина ……………………………………………… 1380; высота ………………………………………………. 1740;
Масса, кг………………………………………………………… 1200.
16.6.3. Маркировка крышек
Перед подачей на закатку банок крышки маркируют выдавливанием знаков либо типографской печатью. Маркировка выполняется в две или три строки. При маркировке в две строки в первой указывают индекс отрасли промышленности (ММ – мясная), номер завода и последнюю цифру года изготовления. Во второй строке маркируют номер смены (одной цифрой), дату изготовления (двумя цифрами, причем до девятого числа включительно впереди цифры ставят ноль), месяц изготовления (А – январь, Б – февраль и т. д. по алфавиту до буквы «Н» включительно, исключая буквы «3, Ё, Й»), а также ассортиментный номер (1 – 3 знака). При маркировке в три строки в первой указывают дату выработки, во второй – ассортиментный номер, в третьей – отрасль и номер предприятия. На крышки литографированных банок наносят только одну строчку маркировки (смена, дата выработки и ассортиментный номер), так как остальная информация уже обозначена на самой банке. При производстве консервов для экспортных поставок, несмотря на наличие этикетки на корпусе банки, маркировку на крышку
215