Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
ротора; для этого в его корпусе располагается два электромагнита с подпружиненными сердечниками и вращающийся на отдельном валу синхронно с рабочим колесом 5 кольцевой барабан, в радиальных отверстиях которого с равномерным шагом установлено десять штыревых фиксаторов, взаимодействующих с кулачковым диском; при наличии негерметичной банки в испытательном устройстве технологического ротора размыкающейся контактной парой 26 пневмоэлектрического датчика обесточивается катушка индуктивности соответствующего электромагнита и от усилия пружины его сердечник поднимается и заталкивает внутрь кольца барабана находящийся над ним в это время штыревой фиксатор, а он в свою очередь при переходе этой банки в гнездо выносящее-браковочного ротора препятствует повороту пальца на ее удержание в гнезде, а затем кулачковым диском выталкивается из кольца обратно в исходное положение;
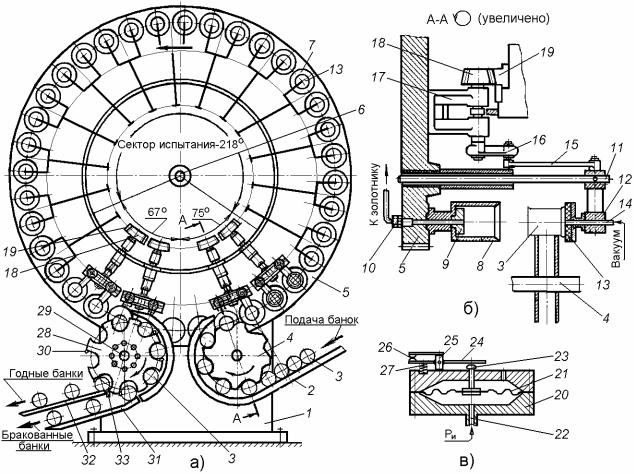
Рис. 16.30. Схема роторного испытательного автомата модели СИ1-БП
выносящее-браковочный ротор 28, вращающийся на валу 29 синхронно с рабочим колесом 5 и содержащий на своих гнездах пальцы 30, которые при подаче в них герметичных банок из технологического ротора поворачиваются неподвижным серповидным кулачком не ее удержание, а при подаче негерметичных – стопорятся в исходном положении штыревыми фиксаторами механизма магнитов;
два сопрягающихся с выносящее-браковочным ротором наклонных гравитационных лотка: нижний 31, принимающий из гнезд ротора 28 несдерживаемые пальцем 30 бракованные негерметичные банки, и верхний 32,
206
принимающий годные герметичные банки из гнезд, которые открываются при этом неподвижным кулачком 33, поворачивающим на них удерживающие пальцы 30 в исходное положение;
пульт управления и главный электродвигатель, приводящий в действие все исполнительные механизмы автомата через клиноременную передачу, предохранительную муфту и систему взаимосвязанных зубчатых колес, а также компрессор и вакуум-насос в комплекте с индивидуальными электродвигателями и ресиверами.
При работе автомата банки 3, поступающие по наклонному гравитационному лотку 2, поштучно захватываются вращающимся приемным ротором 4 и подаются в его гнездах на позицию загрузки, располагающуюся перед упругим диском 13 очередного испытательного устройства технологического ротора. В момент их соосного расположения соответствующим золотником к отверстию в упругом диске через шток 14 подключается вакуум, которым банка притягивается и удерживается на диске. При дальнейшем вращении рабочего колеса 5 технологического ротора коническая шестерня 18 испытательного устройства входит в зацепление с неподвижным зубчатым сектором 19 и, вращаясь, поворачивает своей осью кривошип 16 на 180о, перемещая при этом к камере 8 через шатун 15 на колонке 11 кронштейн 12, вместе с удерживаемыми на его двух упругих дисках 13 банками. К концу же хода банка оказывается зажатой внутри камеры 8 между патроном-вкладышем 9 и упругим диском 13, герметично закрывающим банку и камеру. После этого диски 13 подключаются золотником к ресиверу, заполняющему через их отверстия полость банки сжатым воздухом под избыточным давлением 0,1 МПа. Далее магистраль подачи сжатого воздуха перекрывается и банка выдерживается под этим давлением в испытательном устройстве в течение поворота рабочего колеса 5 на угол 218о, а затем полости камер 8 через штуцер 10 вторым дисковым золотником воздухораспределительного устройства попарно соединяются с пневмоэлектрическими датчиками и при негерметичности банки избыточное давление РИ, создаваемое выходящим из нее воздухом, через полость камеры и штуцер 22 поступает под мембрану 21 датчика, которая прогибается и перемещающимся вверх штоком 23 через качающийся рычаг 24 размыкает установленную на корпусе электрическую контактную пару 26, включенную через электронный блок в цепь питания механизма магнитов. Катушка индуктивности соответствующего электромагнита при этом обесточивается и от усилия пружины его сердечник поднимается, заталкивая внутрь кольца барабана находящийся в это время над ним штыревой фиксатор.
После этого полости камеры 8 и банки 3 соединяются с атмосферой, и далее соответствующим золотником к отверстию в упругом диске 13 через шток 14 подключается вакуум, притягивающий и удерживающий банку на диске. При дальнейшем вращении колеса 5 коническая шестерня 18 испытательного устройства входит в зацепление со следующим неподвижным зубчатым сектором 19 и, поворачивая на 180о кривошип 16, перемещает кронштейн 12 обратно в исходное положение, вместе с удерживаемыми на его двух упругих дисках 13 банками, которые при этом переходят в гнезда синхронно вращающегося выносящее-браковочного ротора 28. По завершению этого
207
действия упругие диски 13, соединяясь через золотник с атмосферой, отпускают банки, и одновременно пальцы 30 неподвижным серповидным кулачком поворачиваются на удержание герметичных банок в гнезде. При поступлении же в гнездо бракованной негерметичной банки штыревой фиксатор, введенный при ее контроле сердечником магнита внутрь кольца барабана, стопорит палец 30 этого гнезда и он серповидным кулачком не поворачивается на удержание этой банки. После этого штыревой фиксатор кулачковым диском барабана выталкивается из кольца обратно в исходное положение, а ротор 28 перемещает банки вначале к нижнему наклонному лотку 31 и несдерживаемые пальцем 30 бракованные негерметичные банки выкатываются из его гнезд на этот лоток, а исправные банки транспортируются дальше к верхнему лотку 32. Здесь неподвижным кулачком 33 пальцы 30 поворачиваются на гнездах ротора, несущих герметичные банки, в исходное положение и освободившиеся банки выкатываются из них на наклонный лоток 32 и перемещаются по нему в накопитель или на участок упаковывания консервной продукции.
Так как в данном автомате упругие диски 13 одновременно герметизируют проверяемую банку и камеру 8, то камеры, патроны-вкладыши 9 и банки необходимо изготовлять с высокой точностью по высоте, а сами упругие диски должны иметь при этом высокую эластичность. Глубина же вдавливания торцов камеры и горловины банки в эластичный резиновый диск 13 должна быть в пределах 1 – 2 мм. Техническая характеристика у приведенного роторного испытательного автомата модели СИ1-БП следующая:
Производительность, шт./мин …………………………….. до 250
(100, 150, 200, 250);
Размеры испытываемых банок, мм:
диаметр ………………………............................ 50 – 100; высота …………………………………………… 38,5 – 123;
Время испытания банок, с ……………………………………… 4,4; Мощность электродвигателей, кВт:
привода автомата ……………………………………. 2,8; вакуум-насоса ……………………………………… 4,5; компрессора ………………………………………… 4,5;
Габаритные размеры, мм:
длина ………………………………………………… 1680; ширина ………………………………………………. 1600; высота ……………………………………………….. 2300; Масса, кг …………………………………………………….. 4000.
Опыт эксплуатации показал, что испытательные автоматы модели СИ1БП работают стабильно при производительности не более 200 банок в минуту, поэтому на современных высокопроизводительных участках необходимо устанавливать по два таких автомата. Для наладки и контрольной проверки работы тестера необходимо так же иметь эталонные (специально приготовленные) негерметичные банки, которые при испытательном избыточном давлении в 0,1 МПа теряли бы примерно 4 см3 воздуха за период их испытаний.
208

Количество сжатого воздуха, потребляемого такими автоматами в процессе работы, вычисляется по следующей формуле:
Q V |
|
n |
|
1 |
|
0 |
|
|
|
|
|
||||
|
|
|
|
|
|
||
|
Б |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
,
(16.13)
где Q – минутный расход воздуха, м3/мин.;
VБ – объем полостей проверяемой банки (камеры) и магистрали (трубопровода), соединяющей ее с золотником, м3;
n – минутная производительность автомата, шт./мин;
ρ1 – плотность сжатого воздуха, кг/м3 (при избыточном давлении 0,1 МПа составляет 2,2 кг/м3);
ρ0 – плотность атмосферного воздуха, кг/м3 (при t = 15 оС ρ0 = 1,2 кг/м3); Следует также учитывать, что при попадании в камеры автомата
совершенно негерметичных банок, расход сжатого воздуха будет несколько большим.
Так, например, минутный расход сжатого воздуха из полностью открытого подводящего трубопровода можно определить по формуле:
Q 60 f
w
,
(16.14)
где
Q
– минутный расход воздуха из открытого трубопровода, м3/мин.;
μ – коэффициент расхода (принимается обычно μ = 0,65); f – условный проход трубопровода, м2;
w – скорость истечения сжатого воздуха, м/с.
Тестеры для проверки жестяных банок на герметичность, имеющие определенные конструктивные отличия от рассмотренного, серийно производят
имногие другие фирмы в разных странах. Наиболее известными из них являются такие, как фирмы «Нагема» и «Блема» (Германия), «Макдональд» и «Камерон» (США), Бенчини (Италия), Тойо-Сейкан (Япония) и другие.
Поскольку бракованные банки, выявленные в процессе проверки на герметичность, подлежат утилизации, то для восстановления химическим способом содержащегося в их покрытии и отходах белой жести дефицитного олова на ряде таких предприятий создают электролитные производства.
На электролитном производстве поступающие бракованные банки и отходы белой жести промывают в горячей (75 – 80 оС) воде или в 1,5 – 2,0- процентном растворе каустической соды, а затем их загружают в электролитные ванны, где осуществляется химическое растворение олова с поверхности жести
иего электроосаждение на катодах при плотности тока 105 – 200 А/м2 и температуре 75 – 80 оС. Осаждение олова ведут до утолщения катода на 30 – 40 мм, после чего катоды меняют, промывают и передают в плавильное отделение, где в электропечах олово оплавляют с катодов, разливают в формы и передают вновь на производство жести.
16.6. Упаковывание в банки консервной продукции
Технологический |
процесс |
упаковывания |
в |
жестяные |
банки |
консервируемой продукции включает в себя следующие основные операции:
санитарно-гигиеническую обработку банок;
фасование в банки продукции;
209
маркировку крышек;
укупоривание банок крышками;
проверку упаковочных единиц на герметичность;
стерилизацию консервов;
сортировку, мойку и сушку упаковочных единиц;
этикетирование или консервацию упаковочных единиц.
16.6.1.Санитарно-гигиеническая обработка банок
Ктаре при ее подготовке к фасованию консервируемой продукции предъявляются следующие обязательные санитарно-гигиенические требования: банки и крышки не должны содержать загрязнений, остатков флюса, смазки (на цельноштампованных банках), металлической пыли и мелких опилок, наплывов припоя и оставшейся после мойки влаги, а уплотнительные прокладки на их концах и крышках не должны размягчаться.
Санитарно-гигиеническая обработка изготовленных жестяных банок включает их мойку горячей водой, стерилизацию паром, ополаскивание, сушку
иконтроль качества обработки. Выполняются эти процессы на банкомоечных автоматизированных линиях, например, таких, как:
модели А9-КМ2-125, работающей с производительностью 63 – 80 банок в минуту;
модели МЖУ-125 с производительностью 80 – 125 банок в минуту;
модели А9-ОМА с производительностью 250 банок в минуту и других.
Эти линии состоят из:
гидравлического подъемника корзин с банками, обеспечивающего загрузку банок на подающий транспортер линии;
банкомоечной машины, где банки, перемещаемые транспортером, промываются со всех сторон горячей (95 – 98 оС) водой и проходят зону стерилизации в перегретом паре;
а также сушильной камеры, работающей по принципу калорифера, где банки высушиваются от влаги в результате обдува горячим воздухом, а затем подаются на транспортер, доставляющий их в фасовочное отделение.
Вконсервной промышленности широкое распространение получили струйные банкомоечные машины, которые неполно используют эффективные моющие средства с высоким содержанием поверхностно-активных веществ, ограничены в рабочей температуре кавитационными явлениями, а также имеют узкий спектр способов интенсификации процесса. По критерию же удельных затрат энергии на единицу очищаемой поверхности наиболее эффективным является применение комбинированной погружной и высоконапорной струйной очистки. Таким способом производится, в частности, высокоэффективная мойка
вультразвуковой машине модели АКУ, как вновь изготовленных банок и бутылок, так и многооборотной потребительской тары, возвращаемой на повторное применение через приемные пункты.
Ультразвуковая моечная машина модели АКУ состоит из стального сварного корпуса 1 (рис.16.31) коробчатой формы, содержащего теплоизоляцию на стенках, а также закрываемые крышками окна и люки, предназначенные для ее обслуживания. В нижней его части располагаются
210