Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Министерство образования Республики Беларусь
Учреждение образования «Гомельский государственный технический университет имени П.О. Сухого»
Кафедра «Обработка материалов давлением»
В. Г. Шипинский
ОБОРУДОВАНИЕ И ОСНАСТКА УПАКОВОЧНОГО ПРОИЗВОДСТВА
Часть II. Средства технологического оснащения
УЧЕБНОЕ ПОСОБИЕ
для студентов специальности I-36 20 02-03 «Упаковочное производство (технологии и оборудование упаковочного производства)»
Гомель 2013
УДК 621. 798.06(075.8)
ББК 30.61я73
Ш65
Шипинский В. Г.
Ш65 Оборудование и оснастка упаковочного производства.
Часть II . Средства технологического оснащения/
В. Г. Шипинский. – Гомель: ГГТУ им. П.О. Сухого, 2013. 240 с.: ил.
Рассматриваются технологии, оборудование и оснастка, применяемые для производства тары и упаковывания продукции в обертки, пакеты, оболочки, металлические банки, термоформованную и выдувную пластмассовую тару, а также обеспечивающие изготовление литьевой, прессованной, пенопластовой и крупногабаритной пластмассовой тары. Содержатся основные конструктивные исполнения этого оборудования и применяемой оснастки, а также необходимые методики их проектировочных расчетов.
Книга предназначена для студентов высших учебных заведений, обучающихся по специальности «Упаковочное производство». Будет полезна для инженерно-технических работников, занимающихся упаковочным технологическим оборудованием, комплексной автоматизацией производственных процессов, технологиями и оснасткой тароупаковочного производства, созданием и производством самой упаковки, а также товарообращением.
УДК 621. 798.06(075.8) ББК 30.61я73
Учреждение образования “Гомельский государственный технический университет имени П.О. Сухого”, 2013
2
9. УПАКОВЫВАНИЕ В ОБЕРТКИ
Упаковывание штучной продукции в разнообразные виды оберток производится обычно на высокопроизводительных заверточных автоматах, принцип действия которых определяется как видом упаковываемой продукции, так и конструктивным исполнением применяемой обертки. По принципу же перемещения объектов упаковывания большинство применяемых заверточных автоматов и линий можно объединить в следующие четыре наиболее характерные группы:
автоматы, в которых упаковываемые объекты последовательно перемещаются по исполнительным позициям в зажимах горизонтально или вертикально вращающегося ротора (роторные заверточные автоматы);
автоматы, в которых упаковываемые объекты последовательно перемещаются по исполнительным позициям в гнездах карусельного стола (карусельные заверточные автоматы);
автоматы и линии, в которых упаковываемые объекты последовательно перемещаются по исполнительным позициям прямолинейно движущимися транспортирующими механизмами (конвейерные заверточные автоматы и линии);
автоматы, в которых упаковываемые объекты последовательно перемещаются по исполнительным позициям внутри рукава, непрерывно формируемого из оберточного полотна (горизонтальные поточные заверточные автоматы).
Процесс упаковывания обычно начинается с прикладывания листа обертки определенным образом к изделию. Наиболее характерны следующие варианты их совмещений: обертка накладывается на изделие; обертка подводится под изделие; обертка прикладывается к боковой грани изделия; обертка подводится с двух сторон изделия. При этом лист обертки располагается симметрично или несимметрично относительно продольной оси изделия. В процессе последующих действий изделие обертывается или определенным образом обтягивается листом упаковочного материала, а завершается процесс заделкой и закреплением концов обертки.
Кроторным заверточным автоматам, в которых изделия в процессе упаковывания в обертку последовательно перемещаются по исполнительным позициям в захватах вращающегося ротора, относится, в частности, автомат модели ЕУ-3 фирмы «Нагема». Он обеспечивает завертывание охлажденной карамели с начинкой в подвертку и этикетку из парафинированной бумаги с двухсторонней укупоривающей перекруткой ее концов на торцах изделия. Состоит этот автомат из станины, на которой располагаются:
Устройства 1 и 2 (рис.9.1) размотки рулонов этикеточного и подверточного материалов с механизмами 3 торможения и амортизации натяжения ленты;
Устройство 4 шаговой подачи и 5 резки рулонных оберточных материалов;
Ориентирующе-питающее устройство, содержащее бункер 6, расположенный под его патрубком вибролоток 7, а также поперечный лоток 8,
вкоторый через продольные щелевые отверстия из вибролотка просыпается крошка от карамели, подаваемой на конусную накладку 9 раскладочного диска, имеющего на своей кольцевой поверхности 10 профильные гнезда 11 для
3
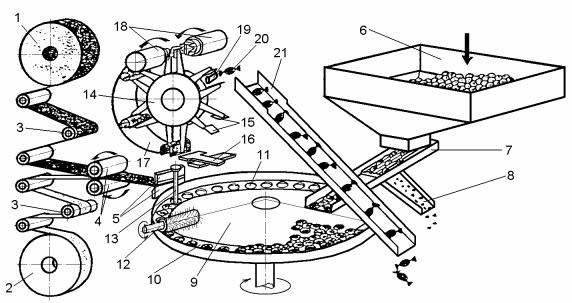
подаваемой карамели, над которыми располагается вращающаяся ориентирующая щетка 12;
Подающий механизм 13, обеспечивающий поштучную передачу карамели с наложенной на нее оберткой из профильного гнезда 11 раскладочного диска в захваты завертывающего устройства;
Завертывающее устройство, содержащее вращающийся в вертикальной плоскости ротор 14, несущий восемь пар захватов 15, по периметру которого располагаются: подгибатель 16, подвертывающий задний край обертки; неподвижная направляющая 17, подвертывающая передний край обертки; механизм 18, укупоривающий концы обертки в перекрутку; а также толкатель 19, удаляющий упакованную карамель 20 из захватов ротора в отводящий лоток 21;
Электродвигатель с цикловой кулачковой системой передачи движений и блок с электрооборудованием и пультом управления.
Рис.9.1. Функциональная схема автомата модели ЕУ-3
В процессе работы автомата изготовляемая карамель загружается в его бункер 6 навалом с распределительного транспортера технологической линии или вручную, а затем через загрузочный патрубок бункера регулируемым потоком высыпается на вибролоток 7. Далее работающий вибролоток подает карамель равномерным потоком на конусную накладку 9 раскладочного диска, а крошка от карамели просыпается при этом через его продольные щелевые отверстия на поперечный отводящий лоток 8. С конусной же накладки 9 карамели скатываются и укладываются в профильные гнезда 11 прерывисто вращающегося кольца 10 раскладочного диска с помощью вращающейся ориентирующей щетки 12, а карамели, не попавшие в гнезда, этой же щеткой и сбрасывателем удаляются с контролируемого участка диска на повторную ориентированную загрузку. Далее на позиции выдачи соответствующий щуп в каждом цикле контролирует наличие карамели в профильном гнезде раскладочного диска и включает в работу валковую подачу 4, продвигающую на заданный шаг ленты оберточного материала над карамелью. Одновременно толкатель 13 начинает снизу поднимать карамель из гнезда 11, а сверху к ней в это время подходит прижим. В момент зажатия ими карамели вместе с лентами
4
лезвия ножниц 5 смыкаются и отрезают от лент располагающиеся над карамелью куски обертки. Далее зажатая вместе с оберткой карамель вводится синхронно поднимающимися толкателем 13 и прижимом в раскрытый захват 15 ротора 14, при этом выступающие концы обертки губками смыкающихся пальцев захвата загибаются вниз и карамель оказывается обернутой сверху и по боковым сторонам. После этого толкатель и прижим возвращаются в исходное положение, а перемещающимся к захвату подгибателем 16 на нижнюю поверхность карамели подворачивается свисающий задний конец обертки. Затем ротор 14 начинает цикловой поворот и при этом торцом неподвижной направляющей 17 свисающий передний конец обертки накладывается на задний. Концы обертки удерживаются направляющей 17 в таком положении до перемещения карамели несколькими шагами ротора на позицию механизма 18. Здесь две пары вращающихся на валах щипцов в очередном цикле захватывают своими шарнирными губками концы обертки карамели и закручивают их на два полных оборота. Одновременно щипцы немного приближаются к карамели, для предотвращения отрыва укупориваемых концов обертки. Затем ротор 14 поворачивается на следующий шаг и здесь качательным движением толкателя 19 упакованная карамель 20 удаляется из раскрывающегося захвата 15 на лоток 21, отводящий ее в технологическую тару. Последующими цикловыми поворотами ротора 14 его захват 15 снова возвращается на приемную позицию и далее процесс упаковывания повторяется. Работает этот автомат с производительностью до 400 карамелей в минуту.
На базе автомата модели ЕУ-3 создано несколько других модификаций, таких как автоматы модели ЕА, ЕУ-4, ЕУ-5 и АЗК-1. В частности, автоматы ЕУ-5 отличаются от базовой модели тем, что они оснащены ленточным питателем, позволяющим упаковывать в обертку и мягкие конфеты. В автоматах ЕУ-4 и АЗК-1 содержатся отдельные модернизированные механизмы. Автоматы же модели ЕА можно переналаживать путем замены соответствующей оснастки на упаковывание карамели в обертку как с укупоривающей перекруткой ее концов, так и с заделкой концов уголком. Они позволяют также упаковывать карамель в обертку из термосклеивающегося материала путем выполнения на ней продольного нахлесточного клеевого соединительного шва и двух одинаковых укупоривающих поперечных швов. Эти автоматы могут оснащаться и фотоэлектрическим устройством, обеспечивающим центрирование рисунка обертки по упаковываемым изделиям.
В карусельных заверточных автоматах в процессе упаковывания в обертку продукция последовательно перемещается по их исполнительным позициям в гнездах горизонтально вращающегося круглого стола. Карусельные автоматы имеют во многом схожее конструктивное исполнение, которое рассмотрим на примере автомата модели M6-AP2T (APT), обеспечивающего упаковывание творога в брикеты массой 250 или 125 г. Данный автомат содержит станину, изготовленную из литых стальных частей и устанавливаемую на четырех регулируемых опорах. На ней в свою очередь располагаются следующие функциональные устройства и механизмы автомата, связанные с приводным электродвигателем через находящуюся внутри станины цикловую кулачковую систему передачи движений.
5