Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Устройство размотки, содержащее ось 1 (рис.9.2) на которой двумя съемными конусными втулками закрепляется вращающийся рулон 2 оберточного материала, лента с которого через механизм торможения и амортизации натяжения ленты 3, а также направляющий валок 4 с самозаклинивающимся фиксатором 5 поступает в последующие функциональные механизмы;
Компостер 6, маркирующий обертки с нанесением даты и других данных, который соответствующим набором игл прокалывает на ленте наносимое изображение;
Валково-секторный механизм 7 шаговой подачи ленты состоящий из постоянно вращающегося нижнего валка и связанного с ним верхнего вала, секторный кулачок которого периодически прижимает ленту к нижнему валку, обеспечивая тем самым ее пошаговое продвижение;
Ножницы 8, которые в момент остановки ленты смыкаются и отрезают от нее обертку заданной длины, перемещаемую затем на формующую матрицу подающим механизмом, содержащим вращающийся валок 9 с секторным прижимом 10 и толкающий рычаг 11;
Механизм 12, формирующий из обертки тару, располагающийся над гнездом карусельного стола и содержащий формующую матрицу 13, на которую укладывается отрезаемый лист обертки 14, а также пуансон 15, располагающийся над матрицей и приводимый в движение через рычажную систему от соответствующего кулачка;
Щуп 16, контролирующий подачу обертки 14 на матрицу 13 и воздействующий при ее отсутствии на микровыключатель, останавливающий автомат;
Карусельный стол 17, последовательно перемещающий компоненты упаковки по исполнительным позициям автомата и представляющий собой вращающийся на вертикальном валу 18 диск, в котором имеется восемь прямоугольных гнезд 19, располагающихся по периметру с одинаковым шагом.
Вгнездах же содержатся вертикально перемещающиеся плоские выталкиватели 20, а цикловой поворот стола на заданный угол осуществляется при этом от привода через цевочный передающий механизм;
Поршневой объемный дозатор 21, фасующий продукцию в тару, сформированную из обертки 14 в гнездах карусельного стола, соединенный с бункерным питателем, имеющим форму усеченного конуса и содержащим внутри вращающийся шнек, которым творожная масса непрерывно продвигается к нижнему окну бункера, сопрягающемуся с загрузочным окном дозатора, на фасовочном патрубке 22 которого в свою очередь установлен качающийся нож 23;
Механизм 24, укупоривающий брикеты складыванием и загибанием концов обертки, состоящий из прикрепленной к станине стойки, на которой располагаются один неподвижный 25 и три подвижных подгибателя. При этом двумя встречно перемещающимися подгибателями 26 и 27 на брикет вначале загибаются торцевые концы обертки, а затем качательным движением
подгибателя 28 на них накладывается боковой край обертки; второй же боковой
6
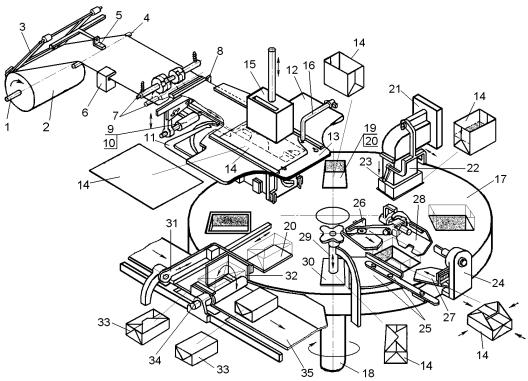
край обертки загибается неподвижным подгибателем 25 при продвижении под ним брикета поворачивающимся карусельным столом 17;
Рис.9.2. Функциональная схема карусельного заверточного автомата модели M6-AP2T
Механизм 29, располагающийся над следующей позицией карусельного стола и обеспечивающий подпрессовку сформированного брикета опускающейся на штоке пластиной 30, которая в конце хода прижимает к продукту сложенные концы обертки;
Механизм 31, который захватом 32 забирает готовые упаковки 33 с поднимающихся плоских выталкивателей 20 карусельного стола, и перемещает их на площадку кантователя 34;
Кантователь 34, который качательным движением своей площадки переворачивает брикеты на 180о и укладывает укупоренной стороной на ленту транспортера 35, предотвращая тем самым возможность самопроизвольного разворачивания обертки;
ленточный транспортер 35, выносящий брикеты 33 из автомата на позицию их укладки в транспортную тару.
Работа автомата осуществляется по параллельно-последовательной схеме действия его функциональных механизмов. При этом в первой части технологического цикла одновременно с поворотом карусельного стола 17 на заданный шаг производится:
загибание бокового края обертки на перемещаемый брикет неподвижным подгибателем 25 устройства 24 на третьей технологической позиции автомата;
выдвижение готового брикета, перемещаемого к последней технологической позиции автомата, из гнезда карусельного стола 17 поднимающимся плоским выталкивателем 20;
подача отрезанного листа обертки 14 на матрицу 13 механизма 12;
7
наполнение из бункерного питателя порцией продукта мерного цилиндра дозатора 21;
срабатывание устройства 6, наносящего на ленту маркировку;
перемещение в исходное положение захвата 32 механизма 31;
переворачивание готового брикета кантователем 34 на 180о и его укладка на движущуюся ленту транспортера 35.
Во второй же части технологического цикла, при выстое карусельного стола 17, выполняются следующие действия:
шаговая подача ленточного материала с рулона 2 валково-секторным механизмом 7 и отрезка от него ножницами 8 следующего листа обертки 14;
возвратно-поступательное перемещение пуансона 15, при котором лист обертки 14 продвигается внутри формующей матрицы 13 механизма 12 и складывается в прямоугольную тару, помещаемую в гнездо 19 на первой позиции карусельного стола;
поворот мерного цилиндра дозатора 21 загрузочным окном к каналу фасовочного патрубка 22 и фасование через него отмеренной дозы продукта в тару из обертки 14, находящуюся на второй технологической позиции карусельного стола, с отсечением поданной дозы от патрубка качающимся ножом 23;
загибание двумя встречно перемещающимися подгибателями 26 и 27 устройства 24 на третьей технологической позиции карусельного стола вначале торцевых концов обертки на брикет, а затем качательным движением подгибателя 28 накладывание на них бокового края обертки;
подпрессовывание сформированного брикета опускающейся на штоке механизма 29 пластиной 30 в гнезде 19 карусельного стола на четвертой технологической позиции с прижатием к продукту сложенных концов обертки;
передвижение на последней технологической позиции захватам 32 механизма 31 готового брикета 33 с плоскости поднятого выталкивателя 20 на площадку кантователя 34, расположенную над ленточным транспортером 35.
После окончания выполнения всех приведенных действий начинается очередной поворот карусельного стола 17 на заданный шаг и цикл повторяется.
Все части автомата, соприкасающиеся с продуктом, выполняются из корозионно стойких материалов. Они легко демонтируются для очистки, мойки и стерилизации. Автоматы модели M6-AP2T (APT) поставляются налаженными на упаковывание творога брикетами массой 250 г, а сменный комплект узлов и деталей, необходимый для их переналадки на брикеты массой по 125 г, поставляется по требованию заказчика отдельно. Для загрузки фасуемого продукта в бункерный питатель данные автоматы дополнительно оснащаются подъемником, который обеспечивает перемещение заполненной ковшовой тележки вверх и пересыпание содержимого ее опрокидыванием над бункером. Работает этот автомат с производительностью 60 – 85 брикетов в минуту.
Современные карусельные автоматы серии ПМГ, предназначенные для упаковывания брикетов сливочного масла, маргарина, творога, топленого сала, мясного фарша, дрожжей и другой аналогичной продукции в рулонную обертку, поставляются также основанной в 1947 году германо-польской фирмой «TREPKO». Автоматы этой серии, оснащенные микропроцессорными
8
системами управления, обеспечивают упаковывание продукции брикетами прямоугольной или овальной формы массой от 100 г до 800 г в обертку из рулонного пергамента, металлизированной бумаги, алюминиевой фольги, а также из ламинированных материалов. В этих автоматах предусмотрена бактерицидная обработка упаковочного материала, применение флексографического маркировщика ДФГ-1 или струйного принтера, корректировка шага подачи ленты оптическим датчиком, а также работа в сопряжении с электронными весами, обеспечивающими оперативную корректировку массы фасуемой порции.
На конвейерных заверточных автоматах и линиях продукция в процессе упаковывания в обертку последовательно перемещается в непрерывном или шаговом режиме по их исполнительным позициям разнообразными транспортирующими механизмами конвейерного типа. Устройство и принцип действия приведенного технологического оборудования рассмотрим на примере автомата модели К-467, обеспечивающего групповое упаковывание печенья, вафель и других аналогичных изделий в форме параллелепипеда в двойную обертку, включающую подвертку из рулонного подпергамента и флатовую декорированную этикетку. Данный автомат содержит станину, на которой установлены следующие основные функциональные устройства и механизмы:
Конвейер 1 (рис.9.3), перемещающий упаковываемые изделия по исполнительным позициям автомата, грузонесущий орган которого состоит из двух параллельных бесконечных роликовых цепей с закрепленными на них с шагом 95,25 мм поперечными профильными планками 2, образующими гнезда для укладываемых изделий. Движутся же эти цепи в направляющих конвейера, охватывая звездочки его концевых валов: неприводного 3 и приводного 4, а шаговое движение грузонесущего органа осуществляется при этом от электродвигателя автомата через мальтийский механизм, преобразующий непрерывное вращательное движение входного звена в одностороннее прерывистое вращение приводного вала 4;
Устройство 5 размотки рулона 6 оберточного материала с механизмами торможения и амортизации натяжения ленты, а также уравнивания и удержания оберточного материала;
Ножницы 7, отрезающие от ленты листы обертки, состоящие из двух шарнирно соединенных лезвий, которые смыкаются при резке, получая встречные качательные движения через тяги и коромысло от программного кулачка привода;
Питатель 8, состоящий из магазина, в котором размещается стопа флатовых этикеток, и механизма их поштучной выдачи, содержащего вакуумный захват, удерживатель и сепаратор. При этом вакуумный захват располагается снизу магазина около его левого переднего угла и в процессе работы прикрепляется к нижней этикетке, приподнимая стопу на 3 – 4 мм, а затем, перемещаясь в обратном направлении, снимает передний край этикетки с опорной планки и оттягивает вниз на 6 – 8 мм. Далее качательным движением в образовавшийся зазор вводится опорная планка удерживателя, обеспечивающая
фиксацию и приподнимание стопы, а затем между опорной планкой
9
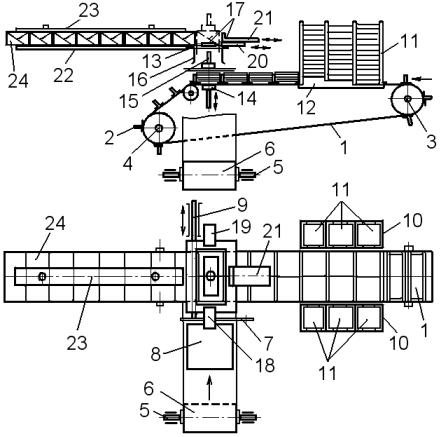
удерживателя и отогнутым краем этикетки входит сепаратор, окончательно отделяющий нижнюю этикетку от стопы и укладывающий ее передний край на обертку, поступающую из рулона;
Клещевой захват 9, обеспечивающий шаговую подачу комплекта оберточного материала на сгруппированные упаковываемые изделия, который состоит из штанги, возвратно-поступательно перемещающейся в горизонтальной направляющей, и установленных на ее конце клещей содержащих неподвижную верхнюю и качающуюся в шарнире нижнюю губки;
Устройство маркировки обертки, представляющее собой компостер, в отверстиях иглодержателя которого закрепляется сменный набор иголок, прокалывающих на этикетке очертания наносимого изображения;
Устройство, наносящее на этикетку полоску клея, содержащее в своем корпусе электрообогреваемую ванну с принудительно вращающимся в ней клеепереносящим роликом;
Рис.9.3. Функциональная схема конвейерного заверточного автомата модели К-467
Блок шиберных питателей 10, группирующих упаковываемые изделия, который включает в себя вертикальные стационарные кассеты 11, располагающиеся по три штуки с двух сторон грузонесущего органа конвейера 1 адекватно с шагом его гнезд. Дном же этих кассет являются каскадные планки 12, высота рабочих площадок на которых увеличивается от первой кассеты к третьей на толщину последовательно подаваемых из них изделий, а по этим площадкам в свою очередь возвратно-поступательно перемещаются шиберы, подающие своими передними торцами из стоп через окна в кассетах заданное количество нижних изделий в сопрягающиеся гнезда
10