Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
конвейера 1, одновременно перекрывая своей верхней плоскостью канал кассеты;
Механические щупы, контролирующий наличие изделий в гнездах конвейера и блокирующий подачу обертки при их отсутствии;
Устройство 13, завертывающее сгруппированные изделия в оберточный материал, которое состоит из вертикально перемещающихся нижнего пуансона 14 и верхнего прижима 15, а также формующей матрицы 16, соосно закрепленной между ними над гнездом конвейера 1. Формующая матрица содержит в свою очередь две пары неподвижно закрепленных вертикальных пластин, образующих в плане прямоугольное окно с внутренними размерами, адекватными размерам формируемой упаковки. При этом одна пара этих параллельных пластин находится выше другой, а под ними крепятся четыре фигурные направляющие;
Механизм 17, укупоривающий упаковочные единицы загибанием концов обертки, располагающийся над формующей матрицей 16. Он содержит два боковых подгибателя 18 и 19, а также один поперечный подгибатель 20 и
расположенный над ним толкатель 21, которые связанны рычагами с соответствующими кулачками цикловой системы программного управления. При этом подгибатели, выполненные в виде тонких пластин, наряду с толкателем, содержащим вертикальную опорную стенку, совершают цикловые возвратнопоступательные перемещения в горизонтальной плоскости;
Выводной канал 22, обеспечивающий высушивание на упаковочных единицах укупоривающего клеевого шва, состоящий из неподвижного направляющего лотка с закрепленными под ним электронагревательными элементами сопротивления, а также верхней подпружиненной быстросъемной планки 23, прижимающей перемещаемые упаковочные единицы 24 к его рабочей поверхности.
Электродвигатель с цикловой кулачковой системой программного управления, связанный с ним клиноременной передачей вакуумный насос, а также пульт с кнопками управления и другое электрооборудование автомата, которое соединяется с пультом и подключается к трехфазной четырехпроводной сети переменного тока частотой 50 Гц и напряжением 220/380.
При упаковывании на данном автомате, например, печенья, изготовляемая упаковочная единица обычно состоит из двух одинаковых стопок изделий с пятью печеньями в каждой, завернутых в двойную обертку, включающую подвертку, отрезаемую от рулонной пергаментной или подпергаментной ленты, и флатовую декорированную наружную этикетку. При этом подвертка на боковых сторонах упаковки складывается конвертным замком, а края этикетки на нижней стороне упаковки склеиваются. Работает же автомат следующим образом. Вначале цикла грузонесущий орган конвейера 1, продвигается на шаг. Затем из кассет 11 шиберами встречно перемещающихся кареток в сопрягающиеся гнезда конвейера укладываются упаковываемые изделия. И если печенье группируется, например, в две стопы по пять штук, то шиберами первых кассет вначале загружается в гнездо по два изделия. Одновременно на следующей позиции шиберами вторых кассет на уложенные ранее перемещается еще по два изделия и, наконец, на третьей позиции
11
шиберами третьих кассет в формируемые стопы подается по одному верхнему пятому изделию. Далее сложенные в гнездах стопки печенья несколькими последовательными шагами конвейера перемещаются на позицию завертывающего устройства 13. Здесь опускающиеся механические щупы проверяют стопы изделий в гнезде и при их наличии не блокируют подачу комплекта обертки. При этом механизмом поштучной выдачи, содержащим вакуумный захват, удерживатель и сепаратор, из магазина питателя 8 извлекается нижняя флатовая этикетка, и ее передний край накладывается на подвертку, поступающую из рулона 6. После этого комплект обертки захватывается за передний край смыкающимися губками выдвигающегося клещевого захвата 9 и протягивается им на заданный шаг. Когда же тянущий захват проходит расстояние, равное длине подвертки, то он приостанавливается, и в этот момент смыкающимися лезвиями ножниц 7 от ленты отрезается лист подвертки. Одновременно срабатывает и маркирующее устройство, наносящее на этикетку дату упаковывания и некоторые другие данные. Затем захват, продолжая свое движение, накладывает комплект обертки на сгруппированные изделия, а в момент размыкания его губок наложенная обертка фиксируется от смещения механизмом удержания. В процессе подачи край этикетки проходит также через клеенаносящий аппарат, где на него вращающимся роликом накатывается клеевая полоса. Далее опускается прижим 15 устройства 13, фиксируя сформированный комплект в гнезде конвейера 1 вместо механизма удержания. А затем синхронно поднимающимися пуансоном 14 и прижимом 15, зажатые между ними сгруппированные изделия вместе с наложенным комплектом обертки перемещаются из гнезда конвейера вверх сквозь формующую матрицу 16 до уровня, при котором опорная площадка пуансона оказывается выше рабочей поверхности выводного канала 22 на три миллиметра. При этом вертикальными пластинами формующей матрицы 16 обертка складывается в прямоугольную тару путем загибания вниз с четырех сторон ее свободных полей и прижатия фигурными направляющими образующихся на торцах клапанов к боковым вертикальным стенкам. В результате сгруппированные изделия оказываются в таре («скатерке»), сформированной из обертки и открытой снизу. Затем на открытый низ этой тары в механизме 17 встречно движущимися подгибателями 18 и 19 вначале загибаются края боковых стенок обертки, а затем на них перемещающимся вперед подгибателем 20 конвертообразно накладывается загибаемый край задней поперечной стенки обертки. Боковые же подгибатели в это время возвращаются в исходное положение. Далее движущимся вперед толкателем 21 упаковочная единица перемещается с поддерживающего ее пуансона 14 в выводной канал 22. При этом торцом неподвижного направляющего лотка выводного канала под основание упаковки загибается передний поперечный край обертки и, накладываясь на загнутый задний край, соединяется с ним нанесенной ранее клеевой полосой. В процессе же продвижения по выводному каналу упаковочных единиц, подаваемых толкателем 21 в каждом цикле, происходит высушивание клеевого соединительного шва на этикетке обертки, при этом усилие прижима, создаваемое планкой 23, способствует надежной фиксации клеевых укупоривающих соединений и приданию упаковке качественного
12
товарного вида. Из выводного канала готовые упаковочные единицы 24 выходят на приемной позиции, где забираются работницей, обслуживающей автомат, и укладываются в транспортную тару. За счет максимального совмещения движений и рационального взаимодействия исполнительных механизмов, работающих от цикловой кулачковой системы программного управления по параллельно-последовательной схеме действия, данным автоматом обеспечивается относительно высокая производительность, составляющая 60 упаковок в минуту, а так же надежность в работе. Автомат в процессе работы обслуживают 4 человека, а изготовляет их объединение «Нагема» (Германия).
В горизонтальных поточных заверточных автоматах упаковываемые изделия перемещаются последовательно по их исполнительным позициям внутри рукава, непрерывно формируемого из рулонного оберточного материала. Соединяются же края такой обертки между собой в процессе поштучного упаковывания изделий одним продольным и двумя поперечными сварными или термоклеевыми швами. За этим видом обертки и упаковывающими в нее автоматами закрепилось название типа «Flow – pack», которое с английского языка можно перевести, как «поток упаковочных изделий» или «поток пачек (пакетов)». Такую упаковку типа «Flow – pack» нередко называют еще и трехшовным пакетом, что не совсем корректно, поскольку технологии упаковывания в эти обертки и аналогичные трехшовные пакеты разные. Дело в том, что если даже в упаковочном автомате процесс изготовления трехшовного пакета совмещается с упаковыванием продукции, то все равно вначале из рулонного материала изготовляется пакет, а затем в него фасуется продукция (жидкая, пастообразная, сыпучая, штучная или смешанная) и пакет укупоривается. В заверточных же автоматах штучное изделие вначале вкладывается в обертку, формируемую из рулонного материала, а уже затем ее края соединяются на нем одним продольным и двумя поперечными укупоривающими швами.
Применяются такие автоматы для упаковывания в обертку из рулонных термосвариваемых (полипропиленовые, целлофановые, поливинилхлоридные, а также многослойные пленки) или термосклеиваемых (например, фольга или бумага, ламинированные термоклеевым покрытием) материалов разнообразных штучных изделий продовольственного, косметического, бытового и хозяйственного назначения. При относительной конструктивной простоте исполнения эти автоматы обеспечивают высокую производительность, которая достигается за счет совмещения процесса непрерывного (поточного) продвижения компонентов упаковки с параллельной работой их основных исполнительных механизмов. Устройство же и принцип действия приведенного технологического оборудования рассмотрим на примере горизонтального поточного заверточного автомата модели Л5-03Л, изготовляемого Черкасским машиностроительным заводом. Эти автоматы широко применяются на отечественных предприятиях молочной промышленности в составе технологических линий по производству мороженого «Эскимо» для упаковывания в обертку этих изделий, поступающих непрерывным потоком из эскимогенератора. Данный автомат (рис.9.4) содержит станину 1, на которой установлены:
13
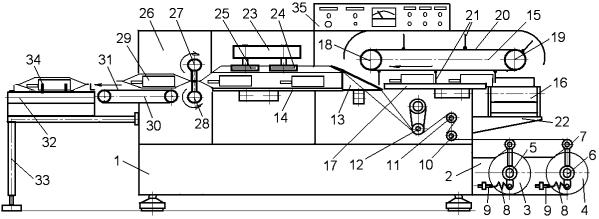
Устройство 2 установки и размотки рулонов 3 и 4 оберточного материала, содержащее соединенный со станиной литой кронштейн, к которому крепятся оси двух механизмов фиксации рулонов 5 и 6, несущие по качающемуся кронштейну 7 и свободно вращающейся оправке с неподвижной и съемной конусными втулками. На верхнем плече кронштейна 7 располагается в свою очередь свободно вращающийся ролик, а его нижнее плечо при этом через цилиндрическую пружину 8 соединяется с винтом 9, предназначенным для регулировки усилия ее растяжения, обеспечивающего создание через тормозную колодку момента торможения рулона. При заправке лента с рулона 3 проводится вначале через ролик кронштейна 7 с образованием компенсационной петли, затем пропускается через направляющие ролики 10, 11 и 12 этого устройства, располагающиеся на станине, и далее направляется в рукавообразователь 13;
Рукавообразователь 13, в котором непрерывно протягиваемая лента за счет соответствующей формы направляющих поверхностей сворачивается в трубку
сверхним сведением ее краев в нахлесточное соединение и продвижением формируемого рукава по прямолинейному направляющему лотку 14;
Загрузочный механизм 15, который забирает упаковываемые штучные изделия с несущих кареток питающего транспортера 16 и по направляющему лотку 17 подает их с заданным шагом через рукавообразователь в формируемый из ленты рукав. Для этого на одном конце его литого корпуса, прикрепленного к станине, установлен приводной вал 18 с парой звездочек, а на втором конце корпуса располагается натяжной вал 19 с аналогичными звездочками. Звездочки же этих валов попарно охватываются двумя параллельными бесконечными роликовыми цепями 20, которые соединяются между собой через равномерный шаг семью поперечными осями, несущими подпружиненные толкатели 21;
Питающий транспортер 16, который прикрепляется к станине кронштейном 22 и обеспечивает доставку брикетов мороженого от эскимогенератора;
Рис.9.4. Функциональная схема заверточного автомата модели Л5-03Л
Устройство 23 термоконтактной продольной сварки, осуществляющее непрерывное соединение краев свернутой в трубку ленты продольным нахлесточным сварным швом, а также синхронное продвижение формируемого рукава вместе с находящимися в нем упаковываемыми изделиями. В его корпусе, закрепленном на станине, содержится редуктор, а также связанные с ним сопрягающиеся ролики 24 термоконтактной сварки и ролики 25 тянуще-
14
охлаждающего механизма. При этом ток от источника питания подается на электронагревательные элементы роликов 24 по проводам, через подпружиненные графитовые щетки, установленные в щеткодержателе и постоянно контактирующие с кольцами вращающихся коллекторов;
Устройство 26 термоконтактной поперечной сварки и отрезки упаковочных единиц, которое своими сварочными линейками, установленными на синхронно вращающихся валах 27 и 28 с заданным шагом пережимает непрерывно формируемый из ленты рукав между находящимися в нем упаковываемыми изделиями с выполнением в этом месте двойного поперечного укупоривающего сварного шва и одновременной разрезкой оберточного материала между швами, обеспечивая тем самым отделение от рукава готовой упаковочной единицы 29;
Отводящий транспортер 30, принимающий на свою непрерывно движущуюся ленту 31 отделенные упаковочные единицы 29 и поштучно доставляющий их на стол 32;
Стол 32, установленный на опорной раме 33, который своими толкателями 34, закрепленными на бесконечном тяговом органе, выполненном из однорядной роликовой цепи, захватывает поступающие упаковочные единицы 29 и перемещает их по столешнице на позицию укладки в транспортную тару;
Электродвигатель с системой передачи движений исполнительным механизмам, а также пульт 35 с кнопками управления и другим электрооборудованием.
При автоматической непрерывной работе автомата, брикеты мороженого носителями эскимогенератора поочередно укладываются на вертикально расположенные каретки питающего транспортера 16 и в процессе непрерывного движения плавно поворачиваются вместе с ними из вертикального положения в горизонтальное. В конце же транспортера эти брикеты поочередно снимаются с горизонтально расположенных кареток согласованно движущимися в поперечном направлении подпружиненными толкателями 21 загрузочного механизма 15 и далее по сопрягающемуся направляющему лотку 17 с заданным шагом продвигаются через рукавообразователь 13 в непрерывно формируемый из ленты оберточного материала рукав. При этом в устройстве 23 синхронно вращающиеся ролики 24 разогревают в зоне контакта сложенные внахлестку концы формируемого рукава до вязкотекучего состояния и, непрерывно
продвигая, сваривают их. Следующая же пара синхронно вращающихся роликов 25 этого устройства быстро охлаждает сварной шов, а также продвигает формируемый рукав вместе с находящимися в нем изделиями по направляющему лотку 14 в устройство 26 термоконтактной поперечной сварки. Здесь сварочные линейки, вращающиеся на параллельных валах 27 и 28, пережимают в каждом цикле синхронно движущийся рукав между находящимися в нем изделиями и за период сопряжения рабочих поверхностей нагревают и сваривают обертку в месте контакта двойным поперечным швом, а нож в это время разрезает зажатый оберточный материал между швами, обеспечивая тем самым отделение от рукава готовой упаковочной единицы. Далее упаковочные единицы из устройства 26 поступают на непрерывно движущуюся ленту 31 транспортера 30, выводящего их из автомата и поштучно
15